13
тановлеиные по ходу процесса узел I подачи ленточного материала 3 в узел 2 резки его на заготовки 4, Отрезанные заготовки поступают в средство 6 загрузки заготовок в гибочное приспособление. Из средства 6 загрузки заготовки механизмом подачи в виде замкнутого огибающего технологичес- -кий ротор 10 цепного конвейера 12 с
1
Изобретение относится к кузнечно- прессовому машиностроению, а именно к устройствам, предназначенным для свертки изделий из ленточного материала .
Цель изобретения - повышение производительности .
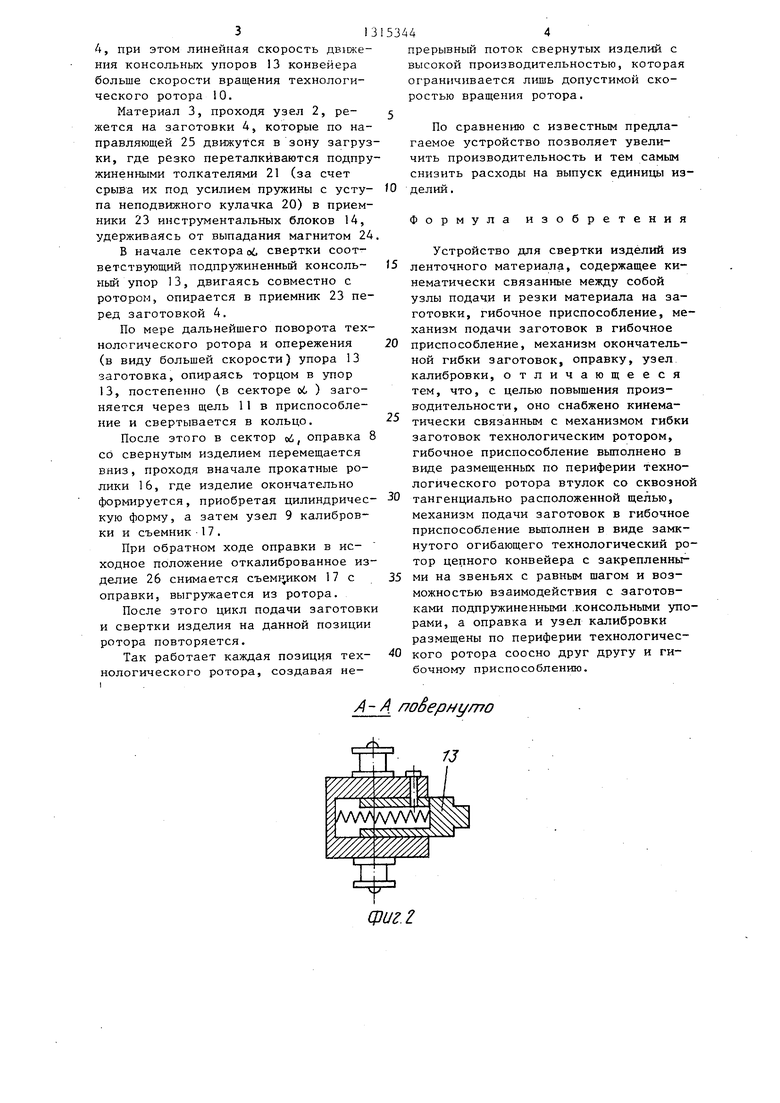
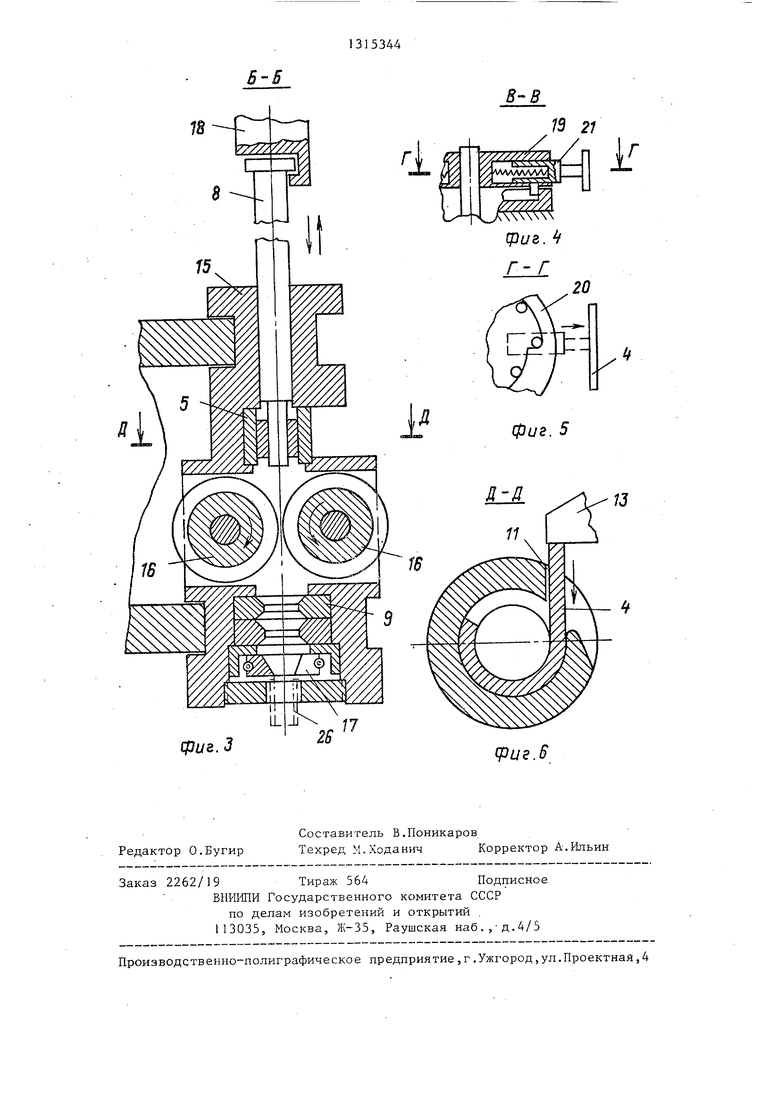
На фиг.1 изображена принципиальная схема предлагаемого устройства, план; на фиг.2 - разрез А-А нафиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1;на фиг.5- разрез Г-Г на фиг.4; на фиг.6 - разрез Д-Д на фиг.З.
Устройство содержит кинематически связанные между собой узлы подачи 1 и резки 2 ленточного материала 3 на заготовки 4, гибочное приспособление 5, средство 6 загрузки заготовок 4 в гибочное приспособление 5, механизм 7 подачи заготовок 4, оправку 8 узел 9. калибровки, кинематически связанный с механизмом 7, технологический ротор 10, при этом гибочное пг испособление 5 выполнено в виде размещенных по периферии технологического ротора втулок со сквозной тангенци-,::.ально расположенной щелью 11. Механизм подачи заготовок в гибочное при- способление выполнен в виде замкнутого огибающего технологический ротор 10 в зоне гибки цепного конвейера 12 с закрепленными на звеньях с равным шагом h и возможностью взаш юдейст- ВИЯ с заготовками 4 подпружиненными консольными упорами 13. Оправка 8 и узел 9 калибровки размещены в инструментальном блоке 14 по периферии технологического ротора 10 соосно друг другу и гибочному приспособлению 5.
5344
закрепленными на звеньях подпружиненными упорами 13 заталкиваются во втулки с тангенциальной прорезью гибочного приспособления 5. Во втулках происходит свертка заготовок. Свернутая заготовка оправкой проталкивается в механизм .окончательной гибки и узел калибровки. Готовая деталь удаляется съемником. 6 ил.
Каждый инструментальный блок 14 ротора 10 также содержит корпус 15, механизм окончательной гибки изделия выполненный в виде прокатных профилированных роликов 16, подпружиненный кулачковый съемник 17. Оправка 8 связана с рабочим органом 18 ротора 10.
Средство загрузки заготовок в гибочное приспособление выполнено в виде приводного барабана 19, неподвижного кулачка 20 и взаимодействующих с кулачком 20 подпружиненных толкателей 21. Механизм 7 связан с ротором 10 посредством зубчатых колес 22. Для удержания заготовок 4 на исходной позиции у гибочного приспособления на роторе 10 установлены приемники 23 заготовок с магнитами 24. Заготовки 4 подаются к средству 6 по направляющим 25, Узел 1 подачи материала выполнен в виде фрикционных приводных роликов, а узел резки материала - в виде приводных роликов с ножами.
Устройство работает следующим образ ОлМ.
При пуске привода (не показан) технологический ротор 10 с инструментальными , блоками 14 приобретает равномерное вращение совместно с узлом 1 подачи материала, узлом 2 резки заготовок, средством 6 и конвейером 12 механизма подачи, причем линейная скорость вращения технологического ротора 10 относительно скорости вращения средства 6, узла 2 резки и скрости движения материала 3 больше во столько раз, во сколько шаг Н ротора больше длины 1 заготовк
313
4, при этом линейная скорость движения консольных упоров 13 конвейера больше скорости вращения технологического ротора 10.
Материал 3, проходя узел 2, режется на заготовки 4, которые по направляющей 25 движутся в зону загрузки, где резко переталкиваются подпружиненными толкателями 21 (за счет срыва их под усилием пружины с уступа неподвижного кулачка 20) в приемники 23 инструментальных блоков 14, удерживаясь от выпадания магнитом 24
В начале сектора oi, свертки соответствующий подпружиненный консольный упор 13, двигаясь совместно с ротором, опирается в приемник 23 перед заготовкой 4,
По мере дальнейшего поворота технологического ротора и опережения (в виду большей скорости) упора 13 заготовка, опираясь торцом в упор 13, постепенно (в секторе об ) загоняется через щель 11 в приспособление и свертывается в кольцо.
После этого в сектор «S, оправка 8 со свернутым изделием перемещается вниз, проходя вначале прокатные ролики 16, где изделие окончательно формируется, приобретая цилиндрическую форму, а затем узел 9 калибровки и съемник 17.
При обратном ходе оправки в исходное положение откалиброванное изделие 26 снимается съемф1ком 17с оправки, выгружается из ротора.
После этого цикл подачи заготовки и свертки изделия на данной позиции ротора повторяется.
Так работает каждая позиция технологического ротора, создавая не153444
прерывный поток свернутых изделий с высокой производительностью, которая ограничивается лишь допустимой скоростью вращения ротора.
По сравнению с известным предлагаемое устройство позволяет увеличить производительность и тем самым снизить расходы на выпуск единицы изделий .
5
0
5
0
5
0
Формула изобретения
Устройство для свертки изделий из ленточного материала, содержащее кинематически связанные между собой узлы подачи и резки материала на заготовки, гибочное приспособление, механизм подачи заготовок в гибочное приспособление, механизм окончательной гибки заготовок, оправку, узел калибровки, отличающееся тем, что, с целью повышения производительности, оно снабжено кинематически связанным с механизмом гибки заготовок технологическим ротором, гибочное приспособление выполнено в виде размещенных по периферии технологического ротора втулок со сквозной тангенциально расположенной щелью, механизм подачи заготовок в гибочное приспособление выполнен в виде замкнутого огибающего технологический ротор цепного конвейера с закрепленными на звеньях с равным шагом и возможностью взаимодействия с заготовками подпружиненными .консольными упорами, а оправка и узел калибровки размещены по периферии технологического ротора соосно друг другу и гибочному приспособлению.
х4-/ повернуто
-.
Фиг.г
фие. 3
fpus.S
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТОК ИЗ ПРИРОДНОГО КАМНЯ | 1993 |
|
RU2046711C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИИИЗ ПРОВОЛОЧНОГО и ЛЕНТОЧНОГО МАТЕРИАЛОВИ ИХ СКРЕПЛЕНИЯ МЕЖДУ СОБОЙВ П Т 5 | 1971 |
|
SU422565A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЕЙ | 2003 |
|
RU2236320C1 |
| Устройство для изготовления кольцевых изделий | 1979 |
|
SU871884A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Автоматическая линия для изготовления витых ленточных разрезных магнитопроводов | 1985 |
|
SU1361645A1 |
| Устройство для изготовления U-образных деталей гибкой прямолинейных заготовок проталкиванием | 1980 |
|
SU935173A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| Роторно-конвейерная машина | 1985 |
|
SU1286428A1 |
Изобретение относится к кузнеч- но-прессовому машиностроению, а именно к устройствам для свертки изделий из ленточного материала. Целью изобретения является повьшение производительности. Устройство содержит ус1213 гг 01 СлЭ (риг.1
Редактор О.Бугир
Составитель В.Поникаров
Техред М.Ходанич Корректор А.Ильин
Заказ 2262/19 Тираж 564Подписное
ВПИШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, /К-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
| Автоматическое устройство для изго-ТОВлЕНия СВЕРТНыХ ВТулОК из лЕНТОч-НОгО МАТЕРиАлА | 1978 |
|
SU827220A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
