Предложенное устройство для формования пуклей в металлических трубках может быть применено в производстве катодов косвенного накала электронных ламп.
Известное устройство для формования пуклей в трубчатых заготовках катодов (кернах катодов) имеет невысокую производительность и возможность смещения заготовки в инструментальном блоке, что приводит к нарушению стабильности качества деталей.
Предложенное устройство имеет конструкцию инструментального блока, которая позволяет надежно базировать заготовку, исключая ее смещение относительно пуклевочной иглы, и осуществить устройство с компановкой карусельного типа, что обеспечивает высокую производительность. В данном устройстве увеличена также стойкость пуклевочной иглы, которая iKOWCTpyiKTiHiBiHO 1ВЫ1пол.нвна без «оицентраТ01рю-в на-пряжения.
С целью обеспечения надежной загрузки заготовок в инструментальный блок и сокращения времени загрузки, в данном устройстве накопитель, по которому подаются заготовки, выполнен таким образом, что сжатый воздух для принудительной подачи заготовок подводится вдоль канала накопителя, в котором выполнены две диаметрально расположенные щели равного проходного сечения для выхода сжатого воздуха.
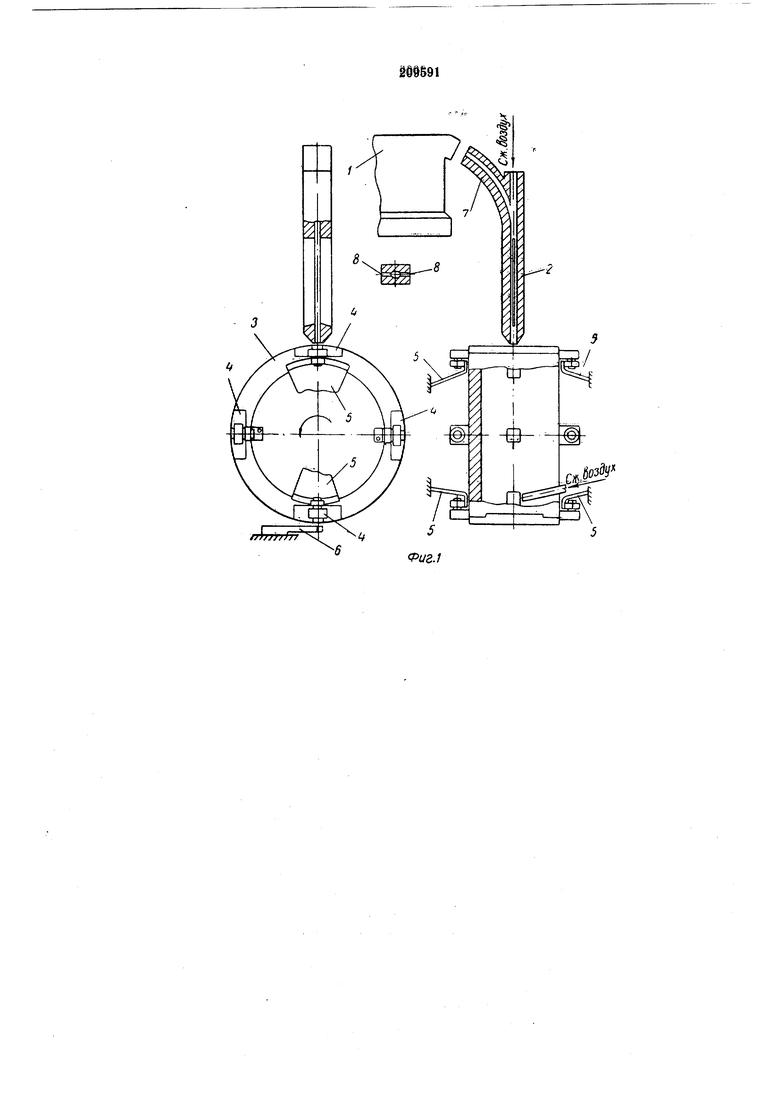
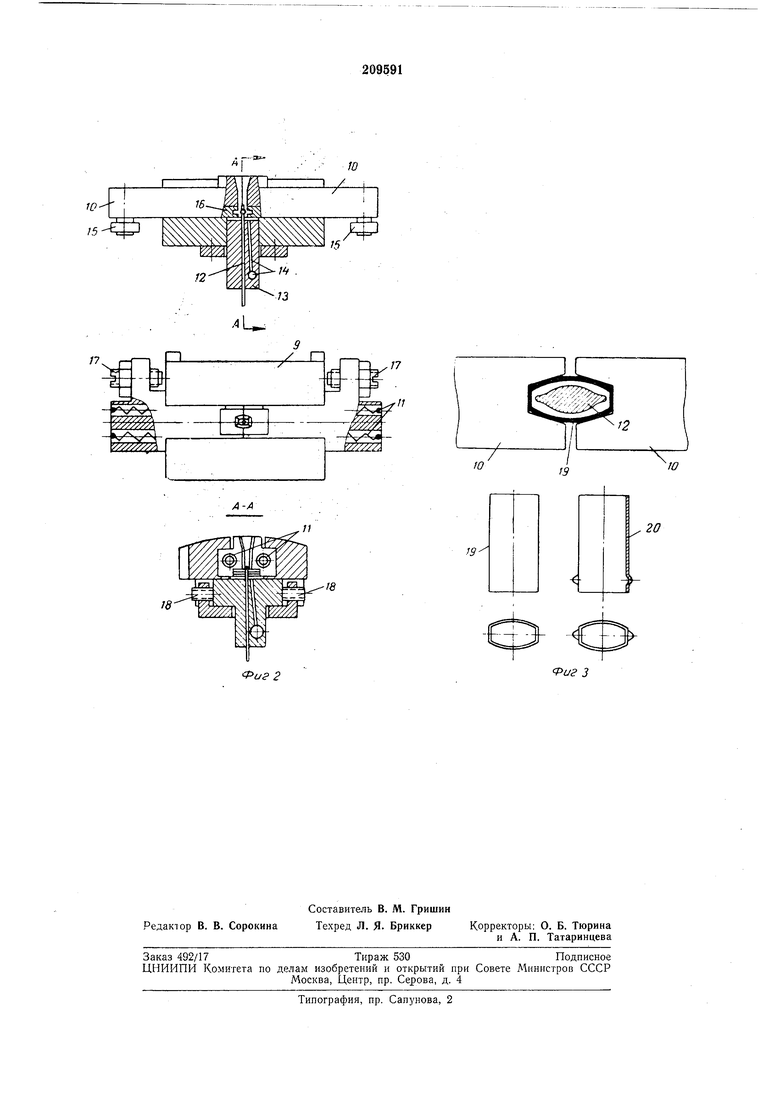
На фиг. 1 схематично представлены основные узлы устройства; на фит. 2 показан инструментальный блок; на фиг. 3 представлена схема базирования заготовки в инструментальном блоке, а также чертелси заготовки 19 и готовой детали 20.
Устройство состоит из следующих основных узлов: вибробуек ер а 1, накопителя 2 для иоштучной выдачи заготовок в инструментальный блок, карусели 3 с четырьмя инструментальными блоками 4, неподвижных копиров 5, механизл1а 6 выгрузки готовой детали и электромеханической системы (на фиг. 1 не показана) .
Для ориентации и подачи заготовок служит вибробункер /. Накопитель 2 создает запас ориентированных заготовок и поштучно выдает их в инструментальный блок. Конструктивно накопитель 2 представляет собой вертикальный прямой канал с криволинейной выходной частью 7.
Когда вес заготовок соизмерим с силами сцепления, возникающими при малейшем загрязнении канала, загрузка их в инструментальные блоки только под действием собственного веса становится ненадежной, так как возможно прилипание заготовок к стенке канала накопителя. Поэтому для принудительной подачи заготовок вдоль прямолинейного
щенный сжатый воздух. Для выхода сжатого воздуха канал накопителя имеет две диаметрально расиоложенные щели 8 равного проходного сечения. Канал с заготовками обладает большим сопротивлением для прохождения воздуха, поэтому при отсутствии щелей происходит выбрасывание заготовок из входной части накопителя. При наличии одной щели заготовки прижимаются выходящи.м в щель воздухом к стенке канала и выдача их прекращается.
Инструментальный блок состоит из корпуса 9, двух ползунов W, соединенных между собой пружинами 11, пуклевочной иглы 12, жестко закрепленной в держателе 13, с каналами 14 для подвода сжатого воздуха. На концах ползунов, обращенных друг к другу, имеются призматические иазы, в которых базируется заготовка н поэтому смещение ее относительно иглы исключено. Пружины 11, соединяющие ползуны 10, позволяют перемещать последние как одно целое в направляющих корпуса, а также раздвигать Их при загрузке н выгрузке деталей. Для раздвигания ползунов 10 служат ролики 15, Ползуны 10 имеют смеииые планки 16 с ирорезями. Эти прорези и выступы иглы образуют формующие пары.
Высота фор1муемых пуклей регулируется упорными винтами 17. Винты 18 для установки иуклевочиой иглы 12 в центре гнезда, образованного призматическими пазами ползунов.
Устройство работает следующим образом. Заготовки 19 из вибробуикера 1 поступают в накопитель 2, откуда поштучно выдаются в инструментальный блок 4. В позиции загрузки ползуны 10 раздвигаются за счет набегания роликов 15 на неподвижные копиры 5 при повороте карусели 3. В это время срабатывает отсекатель накопителя 2 и подается сжатый воздух, за счет чего происходит загрузка заготовки на иглу 12 инструментального блока. При следующем повороте карусели ролики сбегают с копиров и ползуны сдвигаются под действием пружин //, сжимая заготовку. Во второй позиции рычаги привода
поочередно перемещают ползуны с заготовкой, осуществляя таки.м образом формовку пуклей. При повороте карусели в третью позицир ползуны вновь раздвигаются описанны.м выше способом, готовая деталь 20 набегает на пруЖ1ИННЫЙ iMexaH,H3iM (вы-грузки 6, сдв1игающ:ий ее с выступа иглы и одновременно по каналам 14 в держателе 13 подается сжатый воздух, который сбрасывает деталь в тару.
Предмет изобретения
Автоматическое устройство для формования пуклей в металлических трубках, содержащее загрузочный .механизм, инстру.менталБный бш0,к и разгрузочный механизм, отличающееся тем,
что, с целью повышения производительности и улучшения качества формования пуклей, инструментальный блок выполнен в виде двух ползунов с пазами для базирования заготовки, прижимаемых друг к другу пружинами, позволяющими раздвигать ползуны ири загрузке и выгрузке, а также перемещать их в направляющих во время формовки пуклей вместе с заготовкой относительно иглы инструментального блока; а загрузочный .механизм снабжен
накопителем, выполненным в виде канала, имеющего две диаметрально расположенные щели равного проходного сечения для выхода сжатого воздуха.
5 Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для отгибки зацепов пружин растяжения | 1989 |
|
SU1641491A1 |
| Устройство для поштучной выдачи заготовок | 1984 |
|
SU1196224A1 |
| Многооперационный ротор | 1986 |
|
SU1391938A1 |
| Устройство для групповой обработки деталей | 1990 |
|
SU1815154A1 |
| Роторная машина | 1988 |
|
SU1537474A1 |
| В. Ф. КОСОЕ, Н. Ф. Славинский, И. П. Смирнов, В. Я. Фрадкин,Э. И. Фролович, Н. Н. Чепрасов, Н. А. Швабская и В. Н. Коржов | 1970 |
|
SU270488A1 |
| Автомат для обработки деталей | 1978 |
|
SU818813A1 |
| Устройство для загрузки и базирования заготовок в стеклоформующей машине | 1981 |
|
SU977416A1 |
| Роторная машина | 1981 |
|
SU1038040A1 |
| Агрегат для малоокислительного нагрева | 1968 |
|
SU448911A1 |
/
тлг
Ч jl
2у
IL-A. уГу
/////У/У
20
19
