Изобретение относится к финишной обработке и может быть использовано при шлифовании и полировании деталей, преимущественно тел вращения со сложной формой наружной поверхности,, например чашек-резонаторов, в машиностроении и приборостроении.
Цель изобретения - повышение качества и производительности обработки:
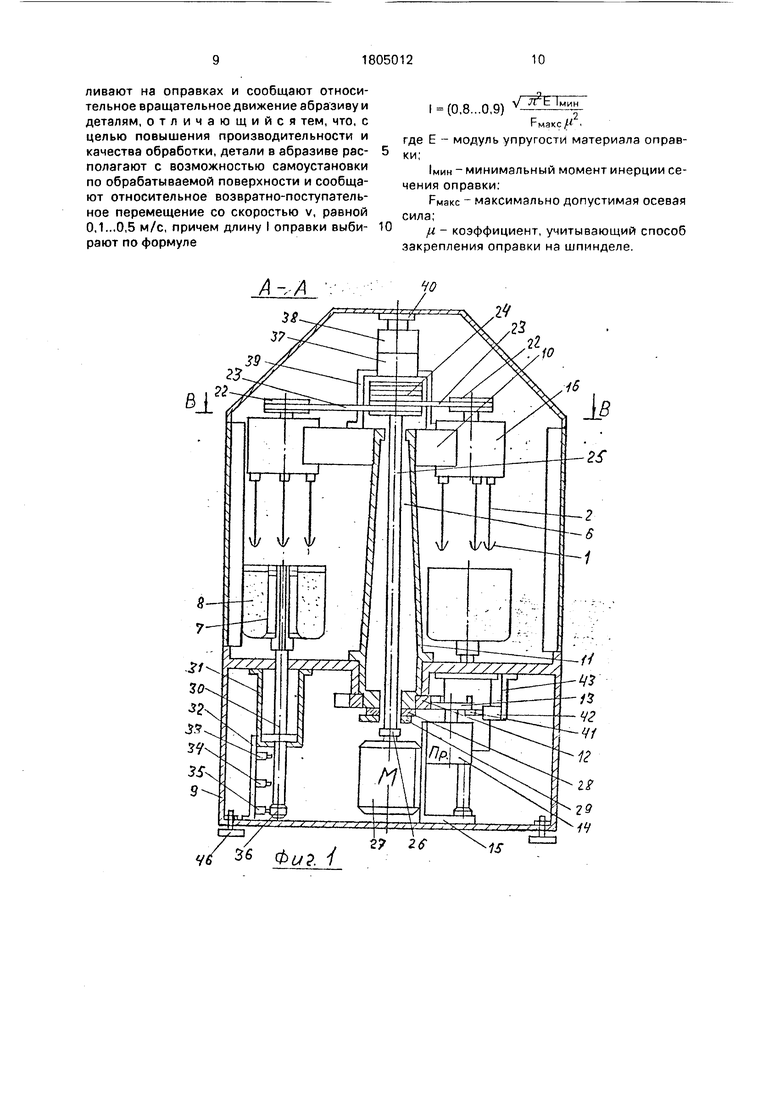
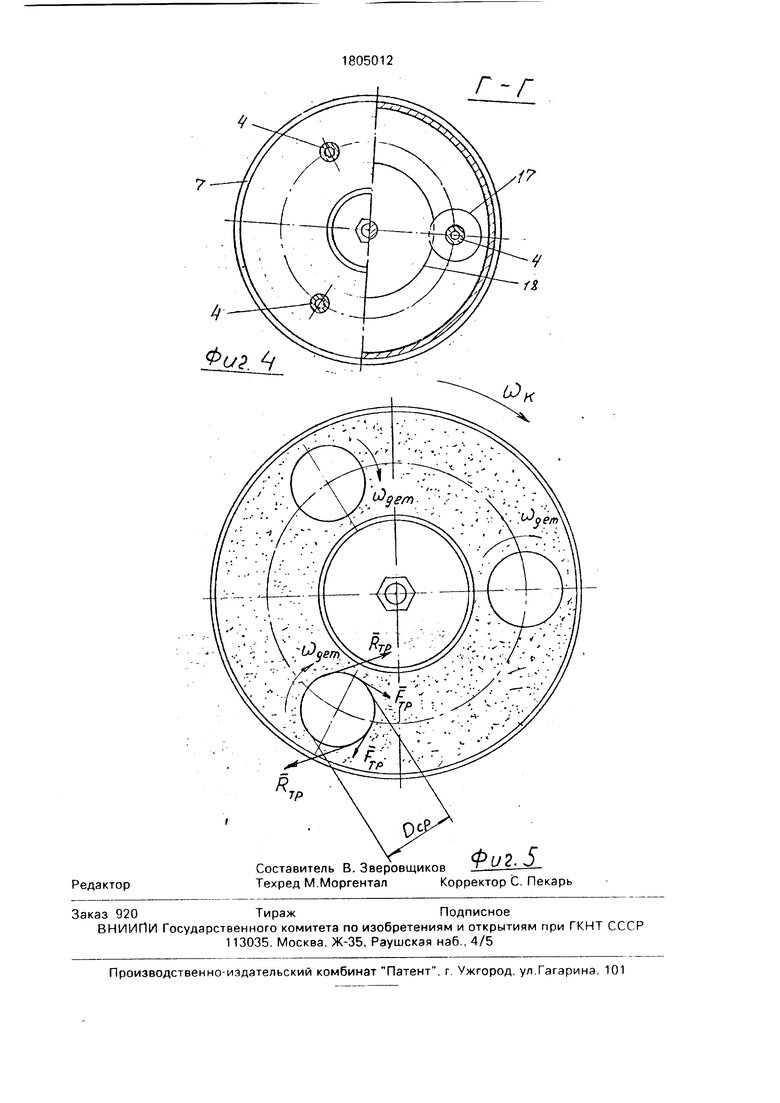
На фиг.1 приведено устройство для реализации предлагаемого способа (разрез А- А на фиг.2); на фиг.2 - вид сверху на устройство (разрез В-В на фиг.1); на фиг.З - продольный разрез по головке ротора и камере со шлифовальным материалом (разрез Б-Б на фиг.2); на фиг,4 - поперечный разрез по головке ротора (разрез Г-Г на фиг.З); на фиг.5 - схема действия сил при обработке.
Способ обработки реализуется следую- . щим образом. Детали 1 (фиг.1 и 3), подлежащие обработке, устанавливают на оправки 2 и фиксируют на них при помощи уплотни- тельных колец 3. Оправки 2 выполняют сменными с различными посадочными местами для установки деталей. Оправки жестко закрепляют на шпинделях 4 накидными гайками 5. После установки деталей (типа чашек) поворачивают ротор 6 и переводят опраеки с деталями из загрузочной позиции в позицию обработки. Сообщают деталям вращение вокруг собственной оси от привода устройства. При этом происходит окончательный прижим деталей к установочным элементам оправок за счет создания вакуума в полости, образованной деталью с уп- лотнительным кольцом 3 оправки 2. Вакуум создается за счет создания разрежения крыльчаткой, выполненной в виде диска с радиальными каналами и установленной на каждом шпинделе. При этом радиальные каО
ел о
ю
налы крыльчатки соединяются с полостью, образованной стенками детали 1 иуплотни- тельным кольцом 3 посредством осевых каналов G оправке 2 и шпинделе 4, С выдержкой 1...2 секунды сообщают камере 7 со шлифовальным материалом 8 возвратно-поступательное движение вдоль оси вращения деталей. Происходит погружение деталей в шлифовальный материал и перемещение обрабатываемых поверхностей деталей е высокой скоростью относительно шлифовального материала. По окончании обработки деталей на первой позиции (черновое шлифование), по команде от реле времени автоматически происходит перевод камеры 7 в нижнее положение и производится поворот ротора 6 относительно станины 9, при этом детали переводятся на следующую позицию обработки,.где камеры 7 заполнены шлифовальным материалом меньшей зернистости (чистовое шлифование). Цикл обработки повторяется аналогично описанному выше. По окончании цикла обработки детали поворотом ротора 6 передаются на следующую рабочую позицию. Количество переходов зависит от состояния исходной поверхности и требований к качеству обработки. Время обработки на всех рабочих позициях назначают одинаковым; При переходе с последней позиции обработки на позицию загрузки детали сбрасывают с оправок давлением сжатого воздуха, подаваемого через осевой канал в оправке к внутренней полости детали.
Скорость возвратно-поступательного перемещения деталей определена в пределах v Q,1...0,5 м/с. Пр скорости v меньшей 0,1 м/с величина контактного давления оказывается недостаточной для самоустановки деталей и эффективной обработки. Частично сохраняются неровности исходной поверхности на фасонном профиле деталей, а также остаются необработанные участки профиля вследствие биения обрабатываемой поверхности относительно оси оправки. При скорости v свыше величины 0,5 м/с происходит резкое снижение качества поверхности, что обусловлено возрастанием контактного давления свыше допустимой величины и глубоким внедрением абразивных частиц в поверхность металла. Для латунных деталей допустимое контактное давление шлифовального материала составляет 0,05 МПа, для стальных 0,2 МПа, а для закаленных деталей 0,5 МПа. При превышении допустимой скорости v возрастает также тепловыделение и возможно появление прижогов поверхности. Кроме того при дальнейшем росте скорости v может произойти необратимая деформация оправок, что сделает невозможным процесс обработки.
Длину I оправки, необходимую для самоустановки деталей, определяют расчетом, исходя из потери устойчивости оправки при погружении в камеру со шлифовальным материалом. Принимая длину оправки равной 0,8...0,9 от длины, при которой начинается ее необратимая деформация,
0 сохраняют гибкость оправки, податливость в радиальном направлении. При этом достигается самоустановка деталей по обрабатываемой поверхности и гарантируется достаточная для погружения в абразив жес5 ткость оправки. Рекомендованный диапазон подтвержден опытным путем.
Способ осуществляется посредством устройства (фиг. 1 и 3), содержащего оправки 2, на которые устанавливают обрабатывае0 мые детали 1 с фиксацией уплотнительными кольцами 3. Оправки закрепляют на шпинделях 4 при помощи накидных гаек 5. Ротор 6 устройства, состоящий из крестовины 10 и основания 11, установлен на станине 9. На
5 основании 11 закреплен диск 12 мальтийского механизма, который кинематически связан посредством поводка 13 с приводом поворота крестовины 14, установленном на станине 9 при помощи угольника 15. Шпинде0 ли 4 смонтированы в опорах головок 1 б крестовины 10. На шпинделях 4 жестко установлены зубчатые колеса 17, находящиеся в зацеплении с центральным зубчатым колесом 18, свободно установленным при приводном
5 валу 19с возможностью неподвижного соединения или с приводным валом 19 или корпусом головки 16 посредством электромагнитных муфт 20 и 21, размещенных в корпусе головки 16. На приводных валах 19
0 установлены шкивы 22, которые соединены ремнем, 23 со шкивом 24 смонтированном на центральном валу 25. Центральный вал 25 соединен муфтой 26 с валом приводного двигателя 27.
5 На диске мальтийского механизма закреплены кулачки 28 и 29. Кулачок 2J3 предназначен для управления через конечные выключатели электромагнитными муфтами 20 и 21 (конечные выключатели на чертеже
0 не показаны) кулачок 29 управляет четырьмя электропневмоклапанами (в устройстве предусмотрены три рабочих позиции и одна загрузочная), установленными на крестовине 10 (на чертежах не показаны).
5 Камеры 7 устройства со шлифовальным материалом 8 установлены с возможностью вращения на штоках 30 поршневых цилиндров 31. На цилиндрах 31 и станине 9 закреплены угольники 32, на которых размещены конечные выключатели 33,34 и 35, предназначенныедля регулирования положения камеры 7 по высоте. Управление конечными выключателями производится кулачками 36, установленными на штоках 30,
Для подвода электрической энергии и сжатого воздуха к электромагнитным муфтам 20 и 21 и электропневмоклапанам, уста- новленным на крестовине 10 (фиг.З), предусмотрены вращающееся контактное устройство 37 и вращающаяся пневматическая муфта 38, выполненные в виде авто- н.омного блока и установленные одним концом на угольнике 39, закрепленном на крестовине 10 (поворотная часть), а другим концом на станине 9 при помощи фланца 40 (неподвижная часть).
На поводке 13 мальтийского механизма установлен кулачок 41, управляющий положением конечного выключателя 42, установленного на кронштейне 43 станины 9.
Шпиндели 4 снабжены крыльчатками, выполненными в виде дисков 44 с радиальными каналами, которые соединены посредством осевыхжаналов в шпинделях 4 и оправках 2 с внутренней полостью обрабатываемых деталей 1 типа чашка.
Диски 44 расположены в кольцевой камере 45 головки 16 крестовины 10. Кольцевая камера 45 посредством электропнев- мрклапана (при обесточенном положении) соединяется с атмосферой, а при включенном электропневмоклапане с магистралью сжатого воздуха.
Станина 9 устанавливается на вибро- изолирующих опорах 46. На станине размещены поворотные кожухи 47, установленные на петлях 48. Кожух 47 обеспечивает свободный доступ к рабочим позициям устройства. На станине также закреплен лоток 49, предназначенный для транспортирования обработанных деталей в тару 50. Исходные заготовки размещены в таре 51. Оператор устройства занимает рабочее место 52.
Способ обработки в предлагаемом устройстве осуществляется следующим образом. Обрабатываемые детали (заготовки) 1 из тары 51 устанавливаются оператором на оправки 2. Включается привод 14 и детали на оправках переводятся с загрузочной позиции на первую позицию обработки. Включается двигатель 27, от вала которого вращение через муфту 26, центральный вал 25, шкив 24 и ремни 23 передается одновременно всем шкивам 22, установленным на приводных валах 19. Детали 1 на оправках 2 могут получить вращение только при включенных электромагнитных муфтах 20 и обесточенной муфте 21. Управление включением муфт производится при помощи четырех конечных выключателей, расположенных равномерно по окружности вокруг кулачка 28 и закрепленных на станине 9. Вращение оправок прекращается только в 5 момент нахождения их на загрузочной позиции. При этом обесточивается электромагнитная муфта 20 и включается электромагнитная муфта 21, выполняющая роль тормозов. Управление обеими муфтами 20 и 21
10 производится от одного конечного выключателя. Муфта 21 управляется нормально- разомкнутой группой контактов, а муфта 20 нормально-закнутой группой контактов выключателя.
5При включенной муфте 20 центральное колесо 18 жестко соединяется с приводным валом 19, приводимым во вращение шкивом 22. От центрального зубчатого колеса 18 вращение передается зубчатым колесом 17,
0 жестко закрепленным на шпинделях 4. Таким образом, детали 1 на оправках 2 получают вращение вокруг собственной оси. При повороте ротора 6 поводком 13 мальтийского механизма кулачок 41, установленный на
5 поводке 13, в конце фиксации поворота ротора 6 в позиции обработки нажимает конечный выключатель 42, который замыкает электрическую цепь и запитывает конечные выключатели 33,34 и 35, управляющие по0 ложением камеры 7, и включает реле времени, настроенное на длительность цикла обработки. Камера 7 от поршневого привода получает движение и перемещается в крайнее верхнее положение, определяемое
5 конечным выключателем 33. При срабатывании конечного выключателя 33 происходит реверсирование движения камеры 7 и она перемещается вниз до срабатывания конечного выключателя 34. Снова происходит ре0 версирование движения и камера 7 . перемещается в верхнее положение. Возвратно-поступательное движение камеры 7 происходит до момента поступления команды от реле времени, настроенного на дли5 тельность цикла обработки. По окончании цикла реле времени обеспечивает конечные выключатели 34 и 35. Поэтому камера 7 движется вниз и останавливается всегда в крайнем положении, обеспечивая возможность
0 свободного поворота ротора 6 на следующую позицию обработки.
Регулирование скорости возвратно-поступательного перемещения камеры 7 со шлифовальным материалом 8 осуществля5 ется путем дросселирования на входе и выходе рабочей среды из цилиндра поршневого привода.
При вращении деталей в камере, совершающей возвратно-поступательное движение, силы трения-резания деталей 1 о
шлифовальный материал 8 приводят к медленному вращения камеры вокруг собственной оси (вокруг штока 30). При этом будет осуществляться обновление шлифовального материала в зоне обработки. Для равномерной обработки всей наружной поверхности необходимо создать одинаковое контактное давление по периметру детали. Это Достигается применением при обработке оправок пониженной жёсткости в радиальном направлении.
Предварительная фиксация деталей на оправках осуществляется уплотнительными кольцами 3. При сообщении оправкам вращения вокруг собственной оси диск 44, установленный на конце шпинделя 4, через центральные севые каналы в шпинделе 4 и оправке 2 создают .разрежение во внутренней полости деталей 1 типа чашки и достигается надежное закрепление деталей на оправках. Для передачи вращающего момента от оправки к детали следует предусматривать выступы на оправке 2 и впадины на внутренней поверхности деталей 1.
Обработка на всех позициях производится при одинаковых режимах; кроме независимого регулирования скорости перемещения камер 7 со шлифовальным материалом на каждой позиции. Регулирование скорости возвратно-поступательного перемещения производится бесступенчато в зависимости от характеристики шлифовального материала и частоты вращения детали вокруг собственной оси.
При повороте с последней операции обработки на загрузочную позицию осуществляется сброс деталей в лоток 49, по которому обрабатываемые детали перемещаются в тару 50. G6poc деталей с установочных поверхностей оправок осуществляется следующим образом. Вокруг кулачка 29, установленного на основании 11 ротора 6 расположены четыре конечных выключателя, каждый из которых управляет электрб- пневмоклапаном, установленном на крестовине 10. При повороте ротора в загрузочную позицию кулачок 29 через конечный выключатель замыкает электрическую цепь электропневмоклапана, который срабатывает и обеспечивает подачу сжатого воздуха из магистрали в кольцевую полость 45 головки .10 крестовины 16. Сжатый воздух по радиальным каналам диска 44 и осевым каналам шпинделя 4 и оправок2 поступает во внутреннюю полость обрабатываемых деталей 1 и сбрасывает их с оправок. Детали, сброшенные давлением воздуха с оправок, попадают на лоток 49 и скатываются в тару 50.
Для обслуживания рабочих позиций (смене оправок 2 и шлифовального материала 8 в камерах 7) на станине 9 предусмотрены поворотные кожухи 47, которые установлены на петлях 48, закрепленных на станине 9. В закрытом положении кожухи
фиксируются неподвижно относительно станины. . Пример.
Обработке подвергались чашки-резонаторы изделия валдайские колокольчики с
фасонной наружной поверхностью, полученные литьем под давлением из латуни ЛС-59.
В качестве обрабатывающей среды использовалось шлифзерно электрокорунда
белого зернистостью № 80 на первой рабочей позиции (I переход), № 40 на второй позиции (II переход), а на третьей позиции (III переход) применялся неабразивный наполнитель с окисью хрома или пастой
ГОИ.
Технологические режимы обработки: частота вращения деталей вокруг собственной оси 1 ЮОмин 1;/ скорость возвратно-поступательного движения шлифовального
материала с камерой v 0,1 м/с и v 0,5 м/с суммарная длительность цикла обработки одновременно трех деталей на трех переходах- 1 мин.
Учитывая, что разностейность литых заготовок достигала 1...1.5 мм, оправки для установки и закрепления были выполнены с жесткостью С 0,06 мм/Н в радиальном направлении. Длина оправки I, необходимая для самоустановки, составила 300 мм.
Материал оправок сталь 40Х, HRCa 40...45. Исходная шероховатость поверхности составляла Ra 2,5,..1,5 мкм, а после обработки со скоростью v 0,1 м/с стабильно обеспечивалась шероховатостью поверхности Ra 0,15..0,1 мкм. При скорости v 0,5 м/с достигается шероховатость Ra 0,16-0,12 мкм.
Равномерная обработка и стабильная шероховатость по обрабатываемому профилю свидетельствуют о высокой эффективности способа. Штучное время обработки одной детали составляет 15..,20 с.
Аналогичная обработка колокольчиков по способу, описанному в прототипе,
позволяет снизить шероховатость лишь до 0,4 мкм, причем вследствие проявления биения не удается достигнуть стабильной шероховатости и равномерной обработки по профилю деталей независимо от длительности цикла обработки.
Формула изобретения Способ камерной обработки свободным абразивом деталей типа чашек-резонаторов, при котором детали в абразиве устанавливают на оправках и сообщают относительное вращательное движение абразиву и деталям, отличающийся тем, что, с целью повышения производительности и качества обработки, детали в абразиве располагают с возможностью самоустановки по обрабатываемой поверхности и сообщают относительное возвратно-поступательное перемещение со скоростью v, равной 0,1...0,5 м/с, причем длину (оправки выбирают по формуле
l(0,8...0,9) V bjMHH.
Рмакс 1
где Е - модуль упругости материала оправки;
1мин - минимальный момент инерции сечения оправки;
Рмакс - максимально допустимая осевая сила;
р - коэффициент, учитывающий способ закрепления оправки на шпинделе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| Устройство для центробежной абразивной обработки колец | 1979 |
|
SU787160A1 |
| Устройство для центробежной абразивной обработки колец | 1980 |
|
SU929415A2 |
| Устройство для центробежной обработки колец | 1981 |
|
SU986747A2 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2302940C1 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218262C1 |
| Способ обработки изделий | 1978 |
|
SU680864A2 |
| Устройство для центробежной абразивной обработки деталей | 1990 |
|
SU1761446A1 |
| УСТРОЙСТВО ДЛЯ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2002 |
|
RU2218261C1 |
| Устройство для абразивной обработки деталей | 1981 |
|
SU1007941A1 |

Использование: при финишной обработке деталей типа тел вращения сложной формы, например чашек-резонаторов. Сущность изобретения: детали устанавливают на оправках и погружают в камеру со свободным абразивом с возможностью самоустановки и обрабатывают поверхности. Затем детали и абразиву сообщают относительное вращательное движение и относительное возвратно-поступательное перемещение со скоростью v, равной 0,1- 0,5 м/с. Длину оправки, на которой закрепляют деталь, выбирают /to формуле: 0,8-0,9 1мин/Рмакс/г2/Де Е - модуль упругости материала оправки, мин - минимальный момент инерции сечения оправки, Рмакс - максимально допустимая осевая сила, fi - коэффициент, учитывающий способ закрепления оправки на шпинделе. 5 ил.
| Способ обработки деталей в среде свободного абразива | 1981 |
|
SU948637A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ вибрационной обработки деталей | 1986 |
|
SU1454662A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
