1
Изобретение относится к машиностроению, в частности к обработке зубьев зубчатых колес.
Известен способ нарезания обкаткой дуговых зубьев конических колес резцовой головкой с прорезными и профилирующими резцами. Радиальную установку резцов производят так, что поверхности, образуемые резцами, пересекаются вне заготовки, что не обеспечивает фланк на зубьях но их длине.
По предлагаемому способу фланкирование осуществляют прорезными резцами одновременно с нарезанием соседних зубьев профилирующими резцами, для чего радиальную установку резцов производят таким образом, чтобы поверхности, образуемые резцами, пересекались на заданных участках длины зубьев заготовки, соответствующих началу фланков. Это обеспечивает фланк на зубьях заготовки по их длине.
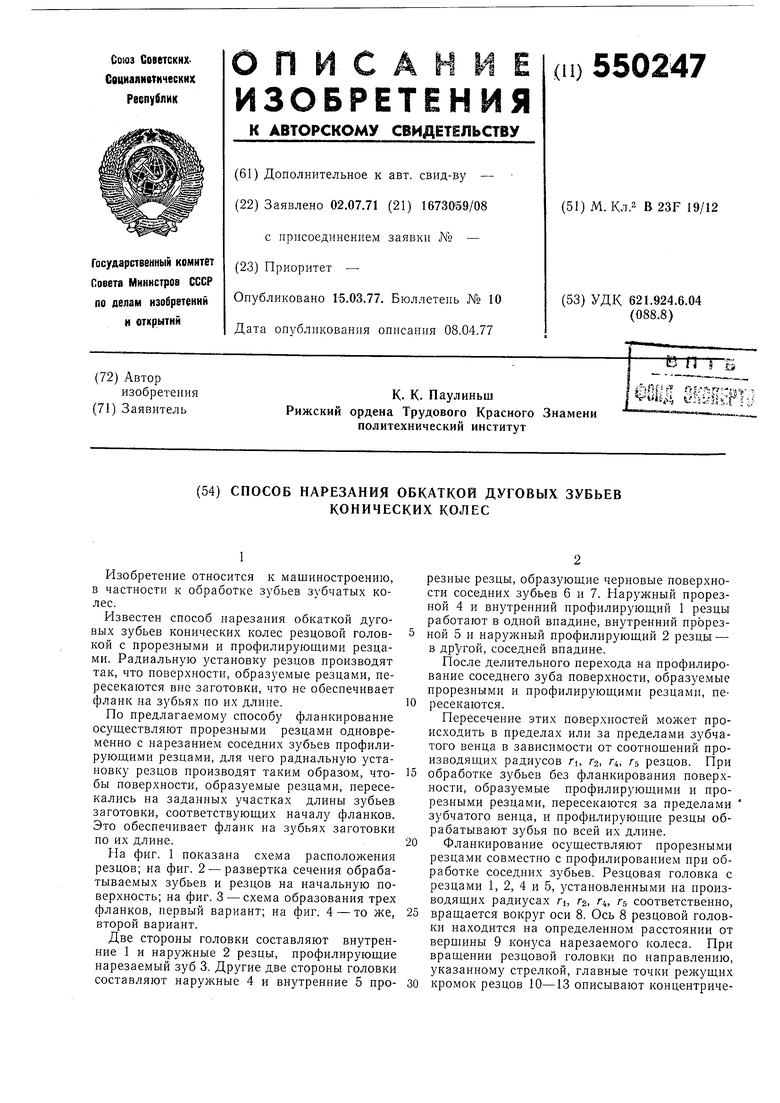
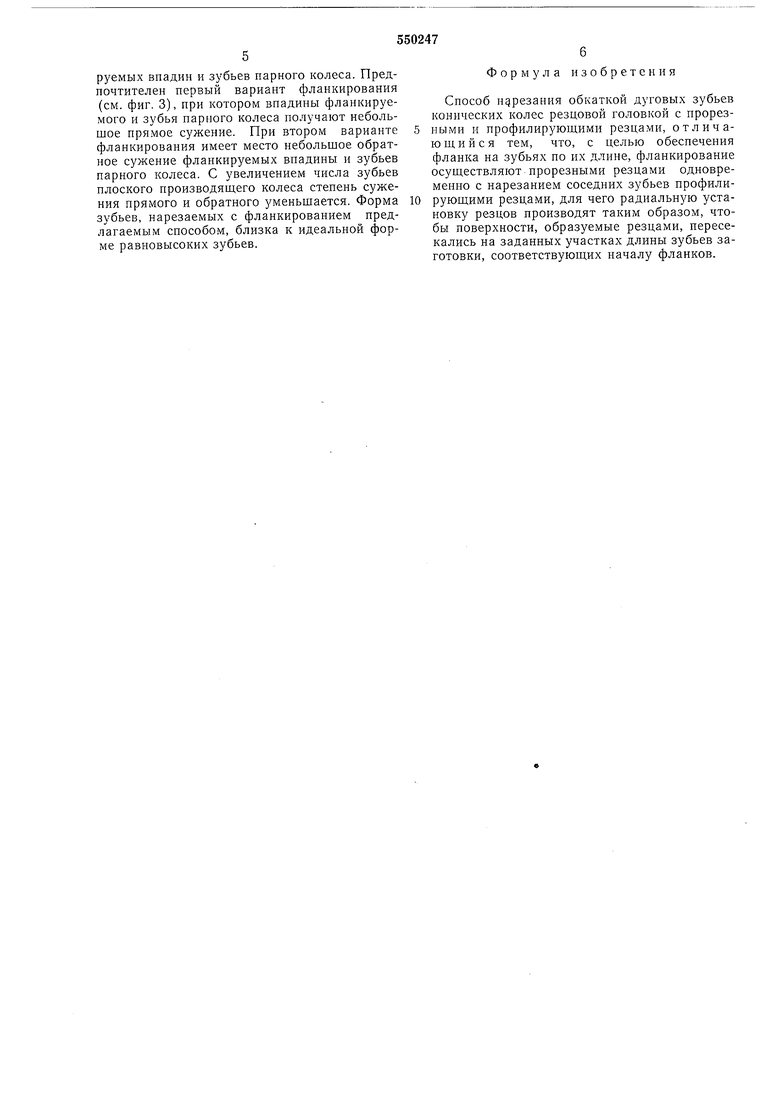
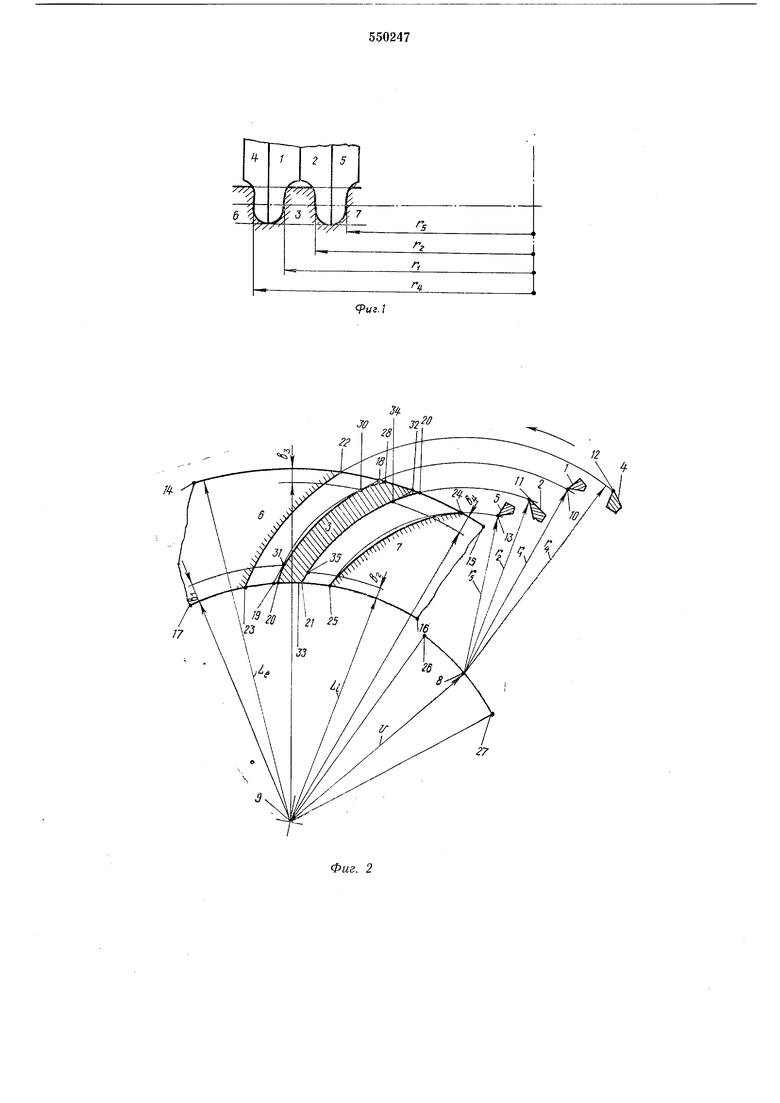
На фиг. 1 показана схема расположения резцов; на фиг. 2 - развертка сечения обрабатываемых зубьев и резцов на начальную поверхность; на фиг. 3 - схема образования трех фланков, первый вариант; на фиг. 4 - то же, второй вариант.
Две стороны головки составляют внутренние 1 и наружные 2 резцы, профилирующие нарезаемый зуб 3. Другие две стороны головки составляют наружные 4 и внутренние 5 про2
резные резцы, образующие черновые поверхности соседних зубьев 6 и 7. Наружный прорезной 4 и внутренний профилирующий 1 резцы работают в одной впадине, внутренний прорезной 5 и наружный профилирующий 2 резцы - в другой, соседней впадине.
После делительного перехода на профилирование соседнего зуба новерхности, образуемые прорезными и профилирующими резцами, пересекаются.
Пересечение этих поверхностей может происходить в нределах или за пределами зубчатого венца в зависимости от соотношений производящих радиусов Г, Г2, r, г резцов. При обработке зубьев без фланкирования поверхности, образуемые профилирующими и прорезными резцами, пересекаются за пределами зубчатого венца, и профилирующие резцы обрабатывают зубья по всей их длине.
Фланкирование осуществляют прорезными резцами совместно с профилированием при обработке соседних зубьев. Резцовая головка с резцами 1, 2, 4 и 5, установленными на производящих радиусах Г, г, г, Гз соответственно, вращается вокруг оси 8. Ось 8 резцовой головки находится на определенном расстоянии от верщины 9 конуса нарезаемого колеса. При вращении резцовой головки по направлению, указанному стрелкой, главные точки режущих кромок резцов 10-13 описывают концентрические окружности, которые на зубчатом венце 14-17 являются продольными линиями рабочих и фланковых поверхностей обрабатываемых зубьев. Внутренний профилирующий резец 1 профилирует выпуклую сторону 18, 19 зуба 3, наружный профилирующий резец 2 профилирует вогнутую сторону 20, 21 того же зуба. Наружный прорезной резец 4 образует вогнутую фланковую поверхность 22, 23 соседнего зуба 6. Внутренний прорезной резец 5 образует выпуклую фланковую поверхность 24, 25 второго соседнего зуба 7. После образования боковых поверхностей зуба 3 и фланковых поверхностей соседних зубьев нарезаемое колесо поворачивается дайжением деления вокруг оси 9 относительно оси 8 резцовой головки на угловой щаг наре 2П„, заемых зубьев , где /„ - число зубьев ПЛОСКОГО производящего колеса. На фиг. 2 относительное движение деления вокруг оси 9 условно приложено к оси 8 резцовой головки, и два соседних положения 26 и 27 оси головки соответствуют профилированию зубьев 6 и 7 и фланкированию с обоих сторон зуба 3. В положении 26 головки резец 5 образует фланковую поверхность 28, 29, которая пересекаясь с боковой поверхностью 18, 19, образует фланки 28, 30 и 29, 31 длиной &з и Ь- на выпуклой стороне зуба. В положении 27 головки резец 4 образует фланковую поверхность 32, 33, которая пересекается с боковой поверхностью 20, 21 и образует фланки 32, 34 и 33, 35 длиной &4 и Ь на вогнутой стороне зуба 3. Фланкирование и профилирование в один проход достигается особым расчетом и установкой производящих радиусов резцов ri, Г2, Г4, Гб и радиальной установки резцовой головки и. Из максимально возможных четырех фланков можно образовать три фланка с заданной длиной; длина четвертого фланка является зависимой. При нормальной длине трех заданиых фланков четвертый фланк очень короткий или не образуется, или имеет чрезмерную длину. Практический интерес представляют варианты образования трех фланков без образования четвертого фланка. Таких вариантов два. На фиг. 3 схематически в начальной плоскости показано образование трех фланков, первый вариант. На заданную длину образуется фланки 6i, Ъг и &зГеометрия выпуклой стороны зуба 30, 31 с фланками 30, 28 и 29, 31 определяет производящие радиуса , 30 и , 30 и радиальную установку оси резцовой головки , 9, 26, 9 из следующих условий. Ось резцовой головки должна находиться на среднем перпендикуляре 8, 36 к хорде 30,31 выпуклой боковой стороны зуба. Положение хорды характеризует хордальный угол наклона ревып. и определяет щирина зубчатого венца, фланки ба и &з и центральный 2П„. , угол е, зависящий от коэффициента перекрытия е. Центры радиусов ri и Гэ должны находиться в точках 8 и 26 пересечения прямой 8,36 и лучей из вершины начального конуса 9,8 и 9, 26, образующих углы, равные половине углового шага, с перпендикуляром 9, 37 к прямой 8,36. Главные точки режущих кромок резцов при этом должны совмещаться в точках 30 или 31 пересечения боковой и фланковых поверхностей выпуклой стороны зуба. Производящие радиусы , 35 и ,35 определяются из треугольников 8, 9, 35 и 26, 9, 35, причем положение точки 35 зависит от заданной величины фланка bi и угловой ширины впадины (Твп. На фиг. 4 показано образование трех фланков, второй вариант. На заданную длину образуются фланки bz, &з и bi. Геометрия вогнутой стороны зуба 34, 35 с фланками 32, 34 и 33, 35 определяет производящие радиусы г 8, 35 и Г4 27, 35 и радиальную установку оси резцовой головки U 8, 9, 27, 9. Условия определения радиусов Га и Г4 аналогичны условиям определения радиусов ri и Гб в первом варианте. Ось резцовой головки должна находиться на среднем перпендикуляре 27, 36 к хорде 34,35 вогнутой стороны зуба. Положение хорды характеризует хордальный угол наклона ревог и определяет ширина зубчатого венца, фланЙ2 И 4 И центральный угол е. Центры радиусов Г2 и Г4 должны находиться в точках 8 и 27 пересечения прямой 36, 27 и лучей 9, 8 и 9, 27, образующих углы - с перпендикуляром 9, 37 к прямой 8, 36. Главные точки режущих кромок при этом должны совмещаться в точках 34 или 35 пересечения боковой и фланковых поверхностей вогнутой стороны зуба. Производящие радиусы ri: 27, 30 и , 30 определяются из треугольников 8, 9, 30 и 8, 27, 30, причем положение точки 30 зависит от заданной длины фланка Ьз и угловой ширины впадины авпВ односторонне нагруженных или нереверсируемых передачах достаточно образовать два фланка на одной стороне зуба. Схемы обазования двух фланков являются частными схемами, получаемыми из схем на фиг. 3 и 4 при условии, что третий фланк равен нулю или отрицательный. Равновысокие зубья фланкируемого колеса имеют равную толщину по всей нефланкироанной длине. От принятого варианта фланкиования зависит продольная форма фланкируемых впадин и зубьев парного колеса. Предпочтителен первый вариант фланкирования (см. фиг. 3), при котором впадины фланкируемого и зубья парного колеса получают небольшое прямое сужение. При втором варианте фланкирования имеет место небольшое обратное сужение фланкируемых впадины и зубьев парного колеса. С увеличением числа зубьев плоского производяш,его колеса степень сужения прямого и обратного уменьшается. Форма зубьев, нарезаемых с фланкированием предлагаемым способом, близка к идеальной форме равновысоких зубьев.
Формула изобретения
Способ нарезания обкаткой дуговых зубьев конических колес резцовой головкой с ирорезными и профилируюшими резцами, отличающийся тем, что, с целью обеспечения фланка на зубьях по их длине, фланкирование осуществляют прорезными резцами одновременно с нарезанием соседних зубьев профилирующими резцами, для чего радиальную установку резцов производят таким образом, чтобы поверхности, образуемые резцами, пересекались на заданных участках длины зубьев заготовки, соответствующих началу фланков.
«

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ МАТЕРИАЛА ВПАДИНЫ МЕЖДУ ЗУБЬЯМИ ЦИЛИНДРИЧЕСКОГО АРОЧНОГО ЗУБЧАТОГО КОЛЕСА | 2019 |
|
RU2749955C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2011 |
|
RU2467838C2 |
| Способ коррекции формы круговых зубьев конических колес | 1990 |
|
SU1764871A1 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| Способ изготовления зубчатой пары с круговыми зубьями | 1986 |
|
SU1468692A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2447975C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ НА ЦИЛИНДРИЧЕСКИХ КОЛЕСАХ | 1993 |
|
RU2076022C1 |
| ЦИЛИНДРИЧЕСКАЯ ЗУБЧАТАЯ ПЕРЕДАЧА И СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕС ПЕРЕДАЧИ | 2012 |
|
RU2510472C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНОЙ ФОРМОЙ ЗУБЬЕВ | 2012 |
|
RU2502585C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 1991 |
|
RU2009798C1 |

Фиг. 2
г
J7
j6e дог.
