Существующие приборы и шаблоны для обмера сварки дают возможность измерять лишь высоту сварочного шва.
Предлагаемое изобретение дает возможность производить измерение всех основных размеров шва при сварке. Достигается это тем, что в известных приборах для обмера швов, состоящих из направляющего органа и двух симметрично поворотных чертилок, эти чертилки помещены на ползунах, передвигаемых винтом с правой и левой резьбой.
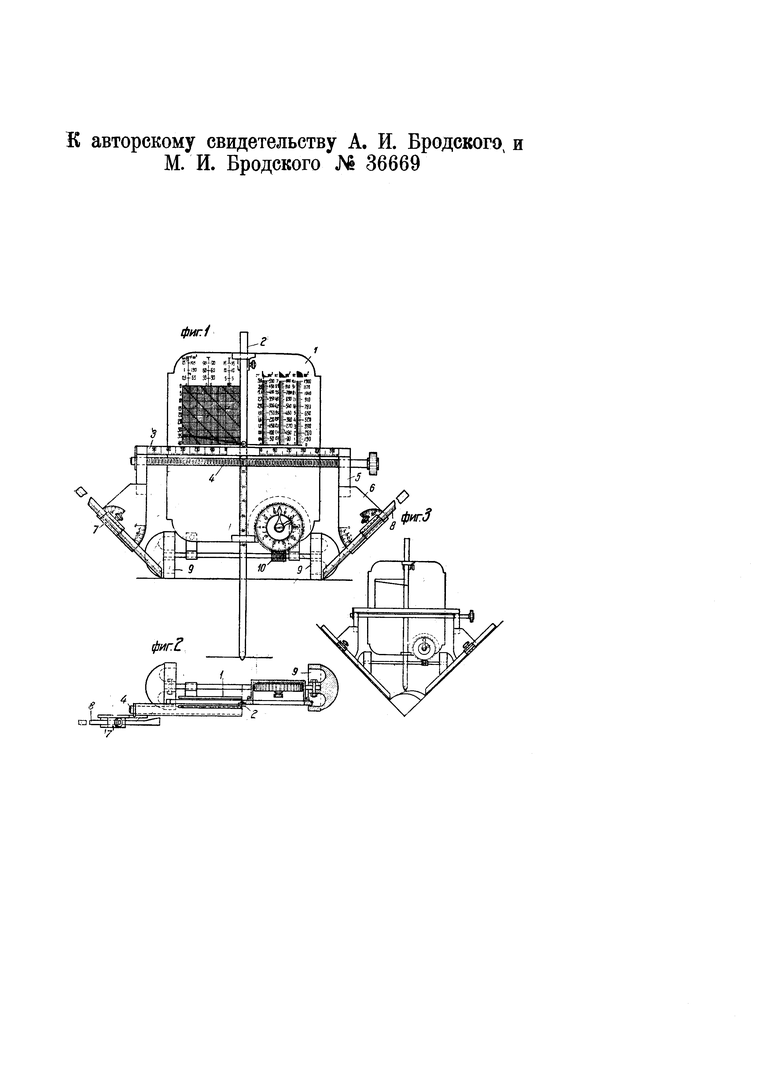
На чертеже фиг. 1 изображает вид прибора спереди; фиг. 2 - вид его сверху, с частичным разрезом и фиг. 3 - вид прибора во время работы.
Прибор представляет собою панель 1, по которой в осевом направлении передвигается направляющий орган-штанга 2 с делениями. К панели 1 прикреплена горизонтальная линейка 3, в пазу которой могут перемещаться при вращении винта 4 с правой и левой резьбами два ползунка 5. На ползунках, кончающихся секторами 6, помещены поворотные направляющие 7 для чертилок 8. На секторах нанесены деления в градусах.
Кроме того на панели помещается приспособление для подсчета длин, в частности, длины сварки или резки. Это приспособление состоит из счетчика оборотов прикрепленных на осях панели роликов 9. При передвижении прибора по какой-либо поверхности ролики 9 при помощи червячной передачи 10 приводят в движение шкалу, нанесенную на червячном колесе, относительно неподвижной стрелки.
Действие прибора и производимые им измерения заключаются в следующем.
Прибор ставится перпендикулярно на поверхность свариваемых или разрезаемых предметов (фиг. 1) или между (фиг. 3) поверхностями с прилеганием наклонных чертилок 8 к поверхностям, расположенным под углом.
Прибором производят следующие измерения.
При сварке в стык можно измерять толщину листов и высоту шва путем опускания штанги 2 ниже уровня колес 9 (или ниже концов чертилок 8). Усиление же шва обмеряется подыманием штанги 2 выше уровня колес. Угол скоса каждой кромки листа обмеряется передвижением по направляющей линейке 3 при вращении винта 4 ползунков 5 и опусканием чертилок 8 с вращением их вокруг оси, помещенной на секторах 6. Длина скоса по наклонной плоскости обмеряется опусканием чертилки 8 до острой вершины скоса. Отсчет - по делениям на чертилке. Для обмера ширины шва или ширины скоса устанавливают вращением винта 4 ползунки 5 и чертилки 8 их остриями по краям шва. Отсчет каждой половины ширины шва или ширины скоса каждой кромки производится по делениям на линейке 3.
Наконец зазор и, высота ступления между кромками проверяется концом штанги 2, выполненным в виде шаблона.
При сварке в нахлестку или в тавр чертилки 8 ставятся с прилеганием вплотную к обеим свариваемым поверхностям и таким образом, чтобы колеса счетчика длины швов (или резов) не выходили за чертилки и чтобы колеса касались свариваемых поверхностей лишь точками цилиндрической своей части.
Высота шва как и при сточке (равно и „облегчение" шва) определяется по разности отсчетов штанги 2 по наружной стороне шва против уровня чертилок.
Стороны шва но обеим соединяемым поверхностям измеряются чертилками 8. При неравных сторонах шва одна из чертилок соответственно перемещается.
Перед измерениями части прибора устанавливаются на заданные величины; уклонения от заданных размеров вызовут необходимость перемещения частей.
Для измерения длины швов или резов, непрерывных или прерывистых, прибор на роликах перемещается вдоль шва или реза с вращением роликов и соответственным отсчетом на счетчике.
Изготовление чертилок 8 из закаленной стали или другого твердого металла и утолщение конца их дает возможность данным приборам наносить врезанные линии на поверхность изделий для целей разметки вообще и наметки габаритов шва при сварке или габаритов скоса при резке. Помещение на чертилках 8 приспособления с подачей к острию штанги краски или какой-либо жидкостной или пастообразной смеси (например, мел с жидким стеклом) дает возможность наносить видимые при сварке через маску или щиток заданные размеры шва или при резке размеры реза.
Для производства подсчетов сечений объемов и весов у сварных швов или вырезаемых частей кромок на панели 1 врезаются соответственные номограммы (фиг. 1), отсчет по которым производится при помощи линеечки, укрепленной поворотно на штанге 2. Кроме того, на приборе, с обеих сторон наносятся различные таблицы и номограммы для целей нормирования и калькуляции при сварке и резке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для разметки и обмера сварочных швов | 1932 |
|
SU38971A1 |
| Устройство для измерения размеров стыковых сварных соединений | 1989 |
|
SU1709173A1 |
| Прибор для проверки угла наклона зубьев шевронных шестерен | 1934 |
|
SU41694A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Устройство для автоматической сварки внутренних кольцевых швов | 1982 |
|
SU1026996A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ОБЪЕКТОВ СО СТЕНКАМИ НЕРЕМЕННОЙ И ПОСТОЯННОЙ КРИВИЗНЫ | 1969 |
|
SU244532A1 |
| Устройство для автоматической сварки угловых швов | 1977 |
|
SU733937A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ПРОДОЛЬНЫХ И КОЛЬЦЕВЫХ ШВОВ | 1972 |
|
SU339376A1 |
1. Прибор для разметки и обмера сварочных швов с использованием направляющего органа и двух симметричных поворотных чертилок, отличающийся тем, что чертилки 8 с целью изменения расстояния между их остриями в зависимости от ширины сварочного шва поворотно помещены на ползунах 5, для передвижения которых служит винт 4 с правой и левой нарезкой.
2. В приборе по п. 1 применение для измерения длины шва счетчика 10, связанного с осью роликов 9, служащих для перемещения прибора.
3. В приборе по п. 1 применение на концах чертилок 8 приспособлений для подачи красящих веществ с целью нанесения видимых линий на размечаемом металле.
