1
Изобретение Относится к области станкостроения, в частности к нарезанию резьбы в гайках.
Известны устройства Для нарезания резьбы в гайках. Однако они не обеспечивают высокой производительности труда.
Целью изобретения является повышение производительности труда.
Для достижения этой цели на вибробункере устройства закрепляется кольцевая паправляющая с установленными на ней элементами для базирования заготовок в своих гнездах и для натравле-ния метчиков, помещенных в их отверстиях. Для периодического Подъема метчиков над гнездами на напра вляющей закрепляются копи.ры.
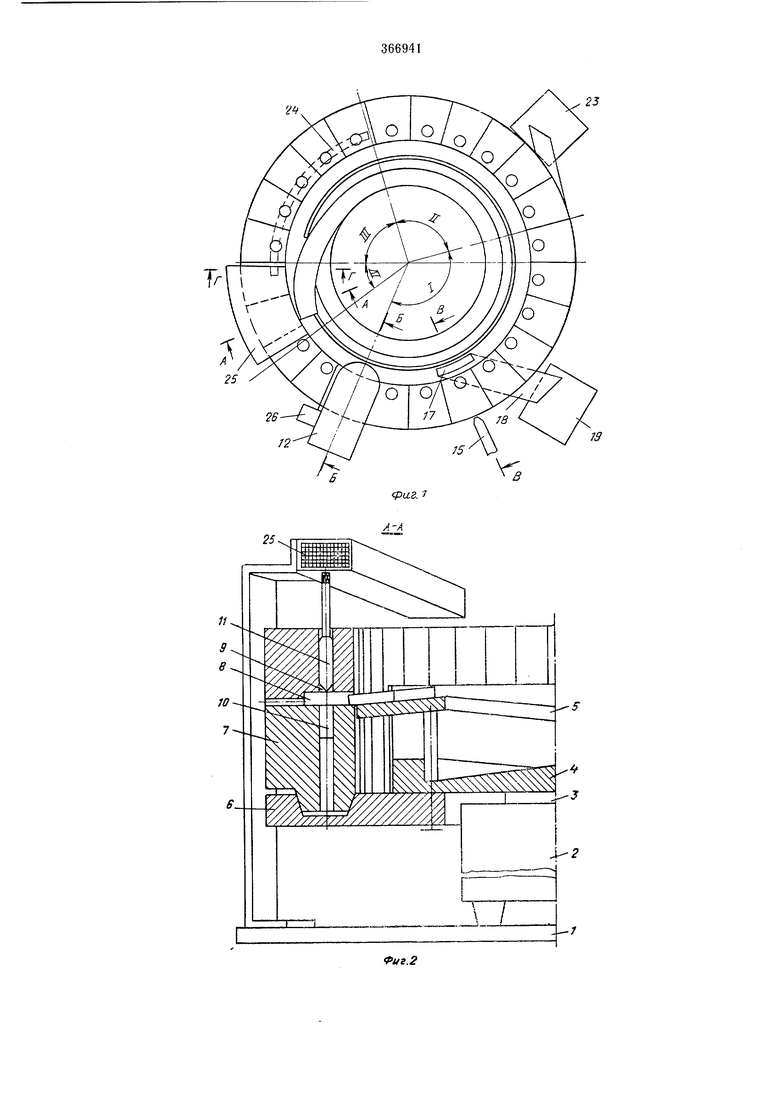
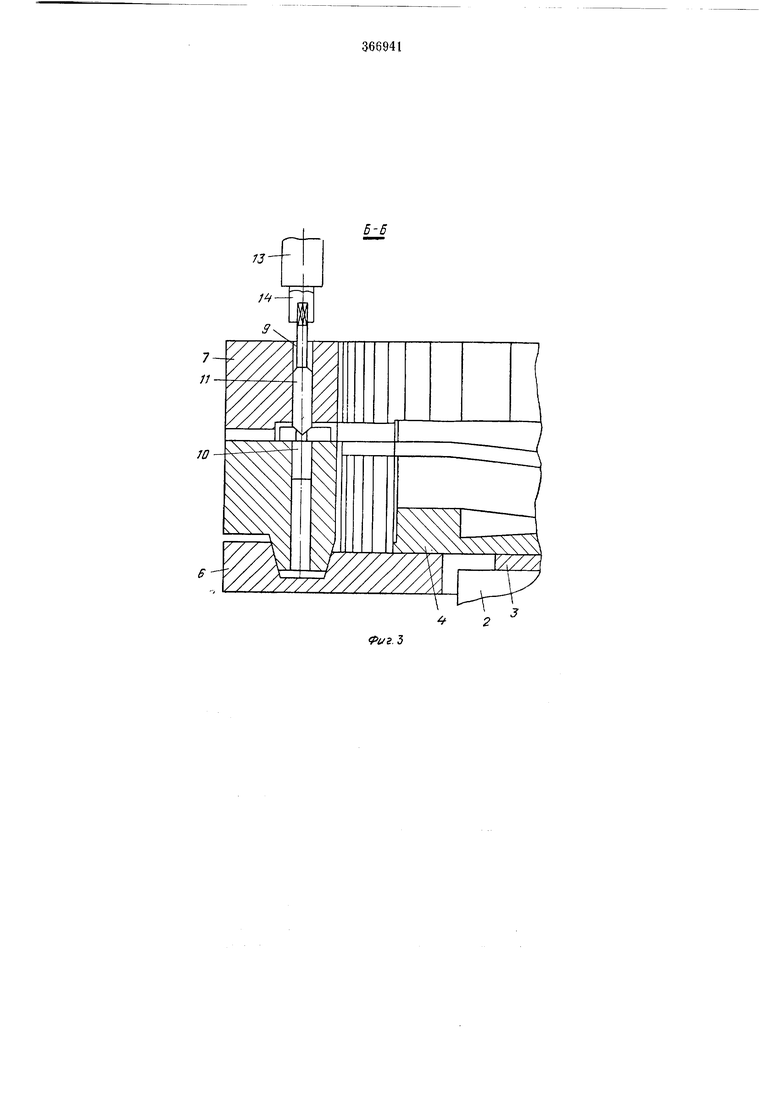
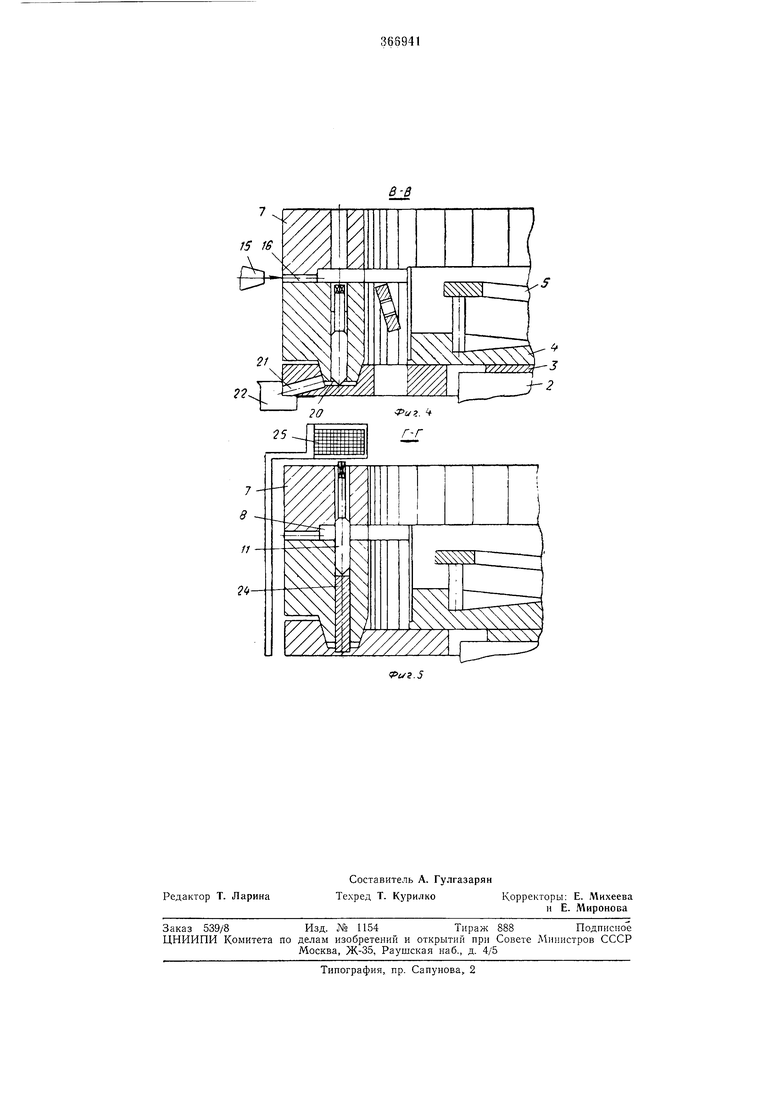
На фиг. 1 и 2 изображено предлагаемое устройство, вид в -плане и сечение по А-А, на фиг. 3 - сечение но Б-Б на фиг. 1; на фиг. 4 - сечение по В-В на фиг. 1; на фиг. 5 - сечение по Г-Г на фиг. 1.
На основании / установлен вибробункер, включающий вибратор 2, к грузонесущему органу 5 которого прикреплена чаша 4 со спиральным лотком 5. К днищу чаши и концентрично ей жестко прикреплена кольцевая направляющая 6, на которую установлены с воэможиостью вибрационного перемещения базирующие элементы, выполненные в виде 7. Каждый блок снабжен гнездом 8
для базирования заготовок (например, гаек), расположенным на уровне несущей .поверхности выходного конца спирального лотка 5. В гнезде имеется цилипдрический направляющий канал с верхней 9 и нижней 10 частями. В направляющем канале каждого блока 7 помещен метчИК //. На нозидии нарезания смонтирован привод 12 .вращения метчика, имеющий шпиндель 13 с подпружиненным патроном 14.
Шпиндель 13 установлен соосно направляющему .каналу и и.меет как вращатель)юе, так и возвратно-поступательное перемещения. Рядом с позицией резьбонарезания установлено сопло 15, расположенное на уровне поперечных каналов 16, выполненных в блоках 7 и сообщающихся с гнездами 8. Сопло 15 соединено с системой сжатого воздуха. На1проти.в него в направляющей 6 выполнено отверстие 17, под которым укреплен лоток 18 для направления и перемещения обработанных деталей в бункер 19.
В направляющей 6 выполнен клиновой паз 20, но которому базируются блоки 7. Клиновой паз 20 через каналы 21 для стружки соединяется с лотком 22 для отбора стружки, направляющим ее под действием вибраций в бункер 23.
За участком I очистки метчиков предусмотрена зона II для их охлаждения, в конце
которой в пазу 20 направляющей 6 смонтирован копир 24 для подъема метчиков // вдоль каналов в исходное положение. В конце участка III подъема метчиков над блоками 7 установлен потолочный под.магничейный лоток 25, который обеспечивает окончательный .подъем метчика /7 в Верхнюю часть направляющего канала блока 7.
Устройство работает следующим образом.
Заготовки загружаются в полость чаши 4 ви1брО:бун1кера и при включении вИ|братора 2 начинают подниматься по спиральному лотку 5, одновременно ориентируясь заданным образом. Под действием вибрации блоки 7 перемещаются вдоль клинового паза 20 кольцевой направляющей 6 в то.м же направлении, что и заготовки. На участке загрузки IV заготовки из спирального лотка 5 поступают в гнезда 8 блоков 7. Метчики в это время находятся в верхней части 9 .направляющего канала и удерживаются в поднятом положении при Ц0|.мощи потолочного под магниченного лотка 25.
После попадания очередной заготовки в гнездо 8 очередного блока 7 последний покидает участок IV загрузки, с концом которого савпадает конец лотка 26. При этом метчик, освобождаясь от его притяжения, под собственны,м весом опускается вдоль 1аправляющего канала и свонм заходным конусом попадает В отверстие заготовки. Ввиду того, что как деталь, так и метчик соверн:ают вибрационное перемещение, заготовка автоматически устанавливается относительно заходного конуса метчнка наилучщим из возможных образом. Это позволяет резко снизить усилия резания, нагрузки на метчики, потребляемую мощность и значительно повысить качество и точность нарезаемых резьб.
Когда блок 7 с находящейся в его гнезде 8 заготовкой достигает позиции нарезания резьбы, в которой находится привод 12 вращения и подачи метчиков, датчик контроля наличия детал.и в гнезде 8 блока 7 дает сигнал на олускание шпинделя 13 .привода 12. Подпружиненный патрон 14 щлинделя 13 сопрягается с xBOCTOBHiKOM метчика //и сообщает ему осевое перемещение, одновременно приводя его во вращение. При этом метчик 11 входит в отверстие заготовки, находящейся в гнезде 8, нарезает резьбу, проходит полно.стью через сквозное отверстие в заготовке.
По мере окончания нарезания резьбы под действием подпружиненного в осевом направлении натрона 14 метчик // покидает обработанное с его ломощью отверстие заготовки, поступает в нижнюю часть 10 налравляющего канала блока 7 и останавливается, достигнув кольцевой нанравляю|щей 6. При этом метчи.к лродолжает перемещаться вместе с блоко.м 7 вдоль направляющей 6. Стружка,
накопиБщаяся в канавках метчиков, высынается в клиновой паз 20, откуда под действием тех же вибраций через каналы 21 поступает в лоток 22 отбора стружки, а из него направляется в бункер 23. В процессе перемещения
метчнков вместе с блоками одновременно с очисткой от стружки происходит также и охлаждение метчиков.
На участке III лри леремещении блоков 7 метчики при копира 24 поднимаются
в верхнюю часть 9 направляющего канала, как это показано на фиг. 4. Когда очередной блок 7 до.стигает подмагниченного лотка 25, последний притягивает метчик, освобождая гнездо 8 для прие.ма очередной загото.вки, лоступающей со спирального лотка 5 чащи 4 вибробункера. После этого цикл повторяется. Для работы предлагаемого устройства нет необходи.мости в подаче охлаждающей жидкости, так как метчикам дается необходимое
время для охлаждеиия между соответствующими циклам.и их срабатывания. В случае ПОЛОМ1КИ метчика соответствующий блок 7 может быть снят с автомата без какой-либо остановки последнего и даже без снижения
производительности, которая в данной конструкции ограничена по существу только эконо,м.ической скоростью резания.
Предмет изобретения
Устройство для нарезания резьбы в гайках прямыми метчиками с вибробункером и закрепленным на нем спиральным лотком для подачи заготовок, отличающееся тем, что, с целью повыщения производительности, на
вибробункере, концентрично его оси, закреплена кольцевая направляющая с установленными на ней элементами для базирования заготовок в своих гнездах и для направления метчиков, помещенных в их отверстия, приче1М на кольцевой направляющей закреплены копиры для периодического подъема метчиков над гнездами.
24
23
73
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный автомат для нарезания резьбы в гайках | 1982 |
|
SU1076224A1 |
| Роторный автомат для нарезания резьбы в гайках | 1990 |
|
SU1822814A1 |
| Гайконарезной автомат | 1987 |
|
SU1540969A1 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| Гайконарезной автомат | 1983 |
|
SU1114506A1 |
| Автомат для нарезания мелких гаек | 1983 |
|
SU1129039A1 |
| Гайконарезной автомат | 1980 |
|
SU965653A1 |
| Многошпиндельный двусторонний автомат для нарезания резьбы метчиками | 1985 |
|
SU1315178A1 |
| Автомат для сборки болтов с шайбами | 1985 |
|
SU1349953A1 |
| Устройство для ориентированной подачи плоских несимметричных заготовок | 1990 |
|
SU1724543A1 |