1
Изобретение относится к области трубопрокатного производства, в частности к установк-ам для прокатки бесшовных горячекатаниых труб.
Известны труболрокатные установки, включающие нагревательное устройство, последовательно установленные прошивной косовалковый, раскатной косой прокатки с дискавыМ.И П1роводками, и реду1кц.иоН«ый станы, связанные транспортными средствами.
Однако такие установки не позволяют получать тонкостенных труб с повышенной точностью геометрически Х размеров.
С целью расширения возможности производства тонкостенных труб с по1вышенной точностью геометрических размеров в предлагаемой трубопрокатной установке в качестве раскатного стана использован планетарный стан, установленный соосно с прошивным на расстоянн-и, меньшем длины заготовки.
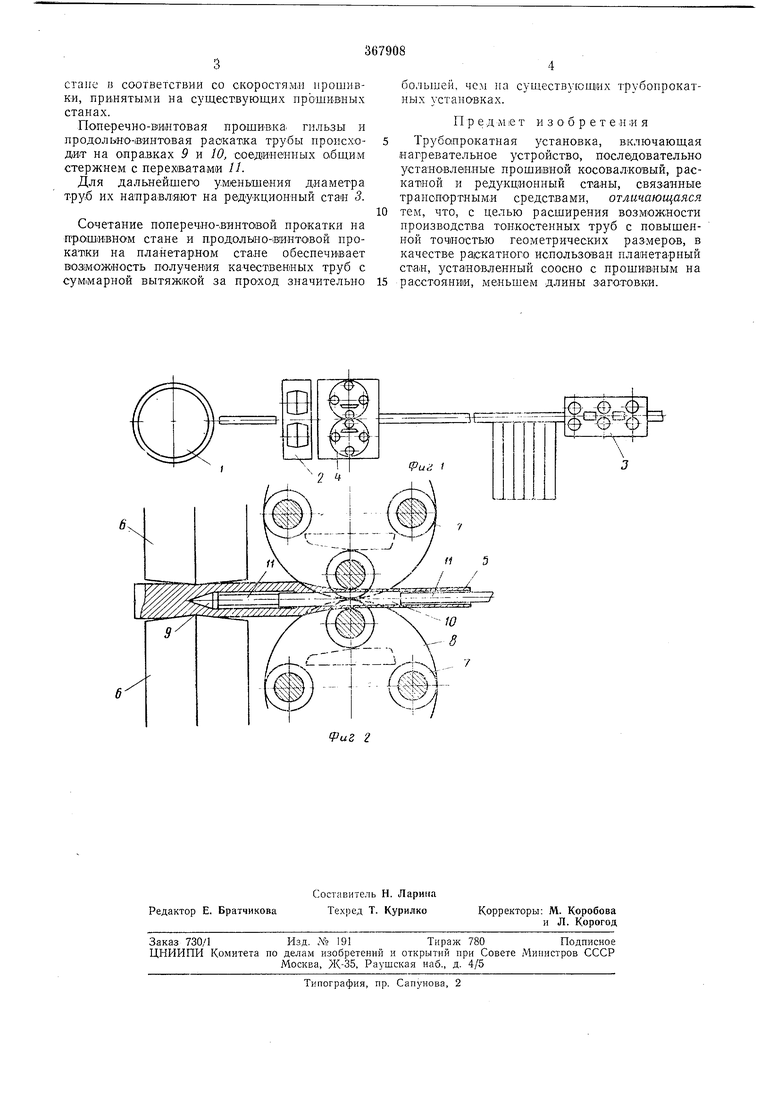
На фиг. I представлена схема трубопрокатной установки; на фиг. 2 - размеш.ение заготовки в валках прошивного и планетарного станов.
Описываемая трубопрокатная установка содержит нагревательную печь 1, носледовательно установленные трошивной косовалко,вый стан 2, раскатной стан и редукционный стан 3.
В качестве раскатного стана использован планетарный стан продольно-винтовой прокатки 4, который установлен соосно с прошивным станом поперечно-винтовой прокатки на расстоянии, меньшем длины заготовки 5.
Валки 6 прошивного стана наклонены в направлении прокатки на некоторый угол. Рабочие ролики 7 планетарного стана расположены в приводных обоймах 8 и та1кже наклонены к ООН прокатки под углом.
Оправка 9 прошивного стана и оправка 10 планетарного стана установлены на одном стержне с перехватами П.
Установка работает следуюш,им образом.
Нагретая в печи / заготовка 5 прошивается в гильзу па прошивном стане поперечно-винтовой прокатки и задается в планетарный стан продольно-винтовой прокатки 4 с удлиненным очагом деформации и раскатывается косорасположенными ролика.ми 7.
Скорость врашения приводных обойм 8 иланетарного стана и угол наклона рабочих роликов выбираются такими, чтобы обеспечить полную продольную раскатку поступаюш,ей в стан гильзы и получить угол саможантовки трубы, соответствующий скорости вращения, выходящей из прошивного стана гильзы. Расчетными данными установлена 0 возможность прокатки труб на планетарном
стане в соответствии со скоростями прошивки, принятыми на сущесгвующих ирошивных станах.
Поперечно-винтовая прошивка тильзы и продольно-винтовая раскатка трубы происходит на оправках 9 и 10, соединенных общим стержнем с перехватами //.
Для дальнейшего уменьшения диаметра труб их направляют на редукционный стан 5.
Сочетание поперечно-винтовой прокатки на пр, стане и продольно-винтовой прокатки на планетарном стане обеспечивает возможность получения качественных труб с суммарной вытяжкой за проход значительно
большей, чем па суш,еству1ощ1их трубопрокатных установках.
Пред м le т изобретения
Трубопрокатная установка, включающая нагревательное устройство, последовательно установленные прошивной косовалковый, раскатной и редукционный станы, связ-анные транспортными средствами, отличающаяся тем, что, с целью расширения возможности производства тонкостенных труб с повышенной точностью геометрических размеров, в качестве раскатного использован планетарный стан, установленный соосно с прошивным на расстоянии, меньшем длины з-аготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства труб | 1979 |
|
SU839631A1 |
| Установка для непрерывной горячей прокатки без вращения гильз в бесшовные трубы | 1977 |
|
SU1041021A3 |
| Способ производства труб | 1976 |
|
SU647024A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| Трубопрокатный агрегат | 1983 |
|
SU1186298A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ | 2014 |
|
RU2586177C1 |
