1
Известен предварительно напряженный прокатный валок, имеющий центральное отверстие, куда вставляется нагретый оплошной стальной стержень, на который с двух сторон, до соприкосновения с торцами валка, навинчиваются гайки. После остывания стержня в валке создаются предварительные напряжения сжатия.
Однако, при такой конструкции для об-еслечения достаточного уровня сж1Имающих напряжений, повышающих усталостную прочность валка, в стяжном стержне будут развиваться значительные растягивающие напряжения, превышающие допустимые.
Чтобы повысить прочность стяжного стержня, при1ходится увелич-ивать его диаметр, в результате чего диаметр центрального отверстия в валке возрастает настолько, что возникающее при этом ослабление сечений щеек валка делает применение предаарительно напряженной ко|нстр|у1кции ограниченным.
В предложенной конструкции предварительно напряженного вадка создание достаточно высокого уровня предварительных напряжений сжатия достигается на таком диаметре центрального отверстия в валке, при котором не происходит ослабления его шеек, что и позволяет значительно повысить прочность и долговечность валка.
Это достигается тем, что в отверстие
сплошного стяжного стержня устанавливается пучок высокопрочных (ОБ 15000- 2ЬООО кг/см) стальных проволок диаметром 2-4 мм, малые поперечные сечения которых
обеспечивают высокую нрочность пучка по сравнению с прочностью стержня того же наружного диаметра, что поеволяет натяжениедх проволоки получить значительные предварительные напряжения сжатия в теле валка.
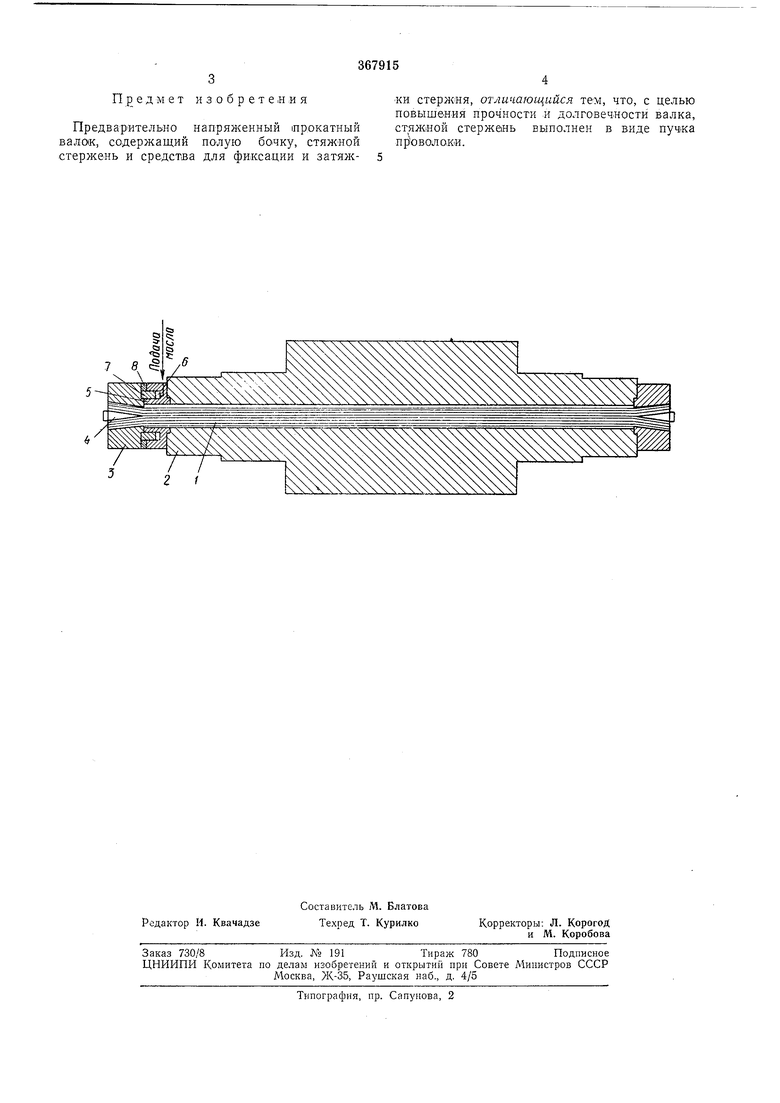
На чертеже изображен предложенный прокатный валок.
Для того, чтобы обеспечить натяжение пучка проволоки 1 в валке 2, на выступающие части вучка, по юбе стороны валка, одеваются втулки д, имеющие конические отверстия, в которых посредством конусов 4 закрепляются концы проволок. С одной стороны между торцом валка 2 и втулкой 3 устанавливается гидравлическое устройство, состоящее из корпуса 5, в лолости 6 которого имеется кольцевой плунжер 7. При подаче давления масла в полость 6 плунжер упирается в т-Орец втулки и растягивает проволоку L в результате чего они удлиняются, и между
5 торцами 3 и корпусом 5 образуется зазор, куда вставляются два распорных полукольца 8. Затем давление масла в полости 6 сбрасывается, и пакет проволоки 1, оставаясь растянутым, через торцы втулок 3 создает в валке
2 предварительные напряжения сжатия
Предмет изобретения
Предварительно напрял енный прокатный валок, содержащий полую бочку, стяжной стержень и средства для фиксации и затяжки стержия, отличающийся тем, что, с целью повышения прочности и долговечности валка, стяжйой стержень выполнен в виде пучка про волоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Предварительно напряженный прокатный валок | 1980 |
|
SU910245A1 |
| ПРОКАТНАЯ КЛЕТЬ КВАРТО | 1972 |
|
SU343726A1 |
| Предварительно напряженный составной прокатный валок | 1978 |
|
SU663456A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ПРОКАТНЫЙ ВАЛОК | 1973 |
|
SU380378A1 |
| МЕТАЛЛИЧЕСКИЙ СБОРНО-РАЗБОРНЫЙ СЛОЖНЫЙ ГЕОДЕЗИЧЕСКИЙ СИГНАЛ | 1969 |
|
SU239576A1 |
| СПОСОБ СБОРКИ СОСТАВНОГО ПРОКАТНОГО ВАЛКА | 1996 |
|
RU2096102C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШПЛИНТОВОЙПРОВОЛОКИВПТБя SHCIEPTG;^ | 1972 |
|
SU422510A1 |
| ПРЕДВАРИТЕЛЬНО НАГРУЖЕННАЯ КЛЕТЬ | 2017 |
|
RU2693231C1 |
| МЕХАНИЗМ ДЛЯ РАСТЯГИВАНИЯ ШПИЛЕК ПРЕССОВ | 1967 |
|
SU194546A1 |
| РОТОРНАЯ ПОЛУАВТОМАТИЧЕСКАЯ Л1НОГОСЕКЦИОННАЯ ЛААШИНА ДЛЯ ПРЕССОВАНИЯ ГРАММОФОННЫХ ПЛАСТИНОК | 1964 |
|
SU164117A1 |