1
Изобретение может применяться для производства подогревателей.
Известен снособ изготовления бифиляриых спиралей, заключающийся в том, что закрепленной на керне проволочной заготовке сообщают перемещение по винтовой линии путем вращательного и поступательного движения керна (иглы).
Однако этим способом нельзя получить бифилярные спирали относительно большой длины, с навивае.мой проволокой меньщей, равной или немного большей диаметра керна, соответствующего внутреннему диаметру бифилярной спирали, т. е. с отношением диаметра керна и навиваемой проволоки близким к единице.
Предлагае.мый способ не имеет этих недостатков и отличается от известного тем, что заготовку закрепляют на керне ее средней частью, а концы изгибают до расположения ее ветвей параллельно оси керна, а затем протягивают вместе с керном через вращающуюся фильеру.
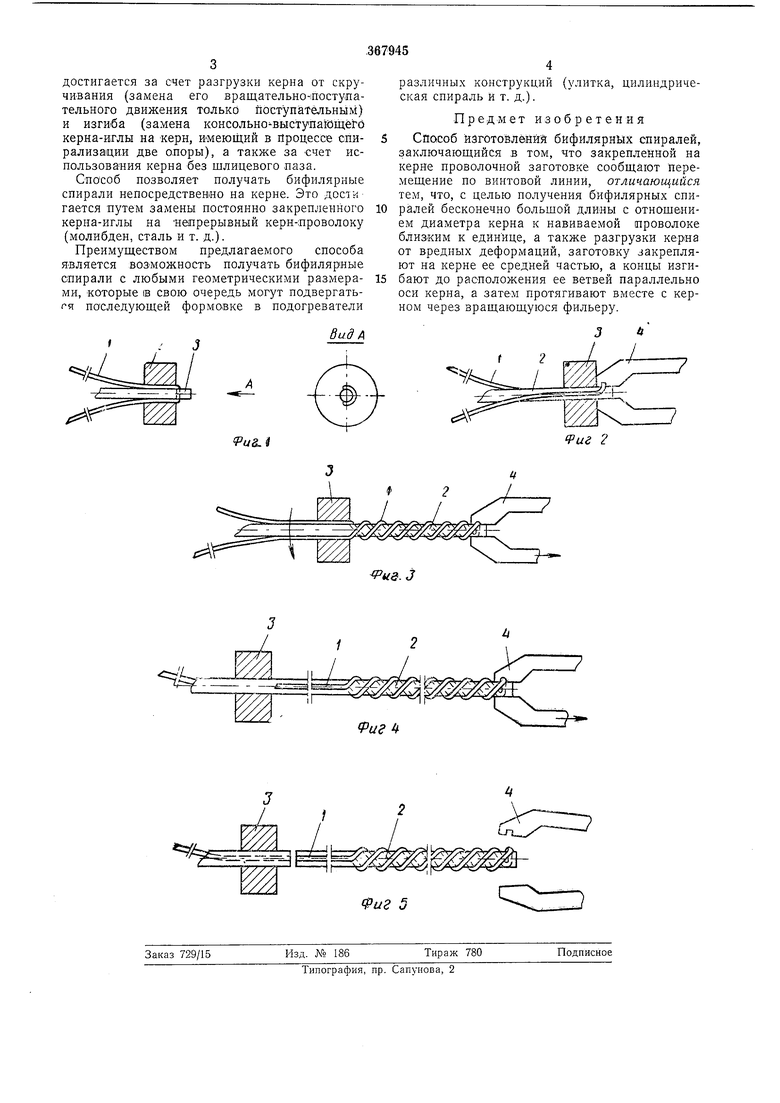
Изобретение поясняется чертежами, на которых показаны последовательные этапы изготовления бифилярных спиралей.
Сначала осуществляют формовку навиваемых элементов перед опирализацией (фиг. 1). Для этого навиваемую проволоку У средней частью закрепляют на керне 2, выступающил
из фильеры 3. Свободный конец навиваемой проволоки 1 выдвигается из одного паза фильеры 3, со стороны указанной стрелкой А, на величину спирализуемого участка с учетом
длины вывода и продевается в другой паз фильеры 3 «захлестывая выступающий конец керна. Затем изменяют положение навиваемых и исполнительных элементов перед спирализацией (фиг. 2). Навиваемая проволока }
с керио.м 2 находятся в фильере 3 и закреплены губками 4, а концы проволоки изогнуты до положения, параллельного оси керна.
При процессе спирализации (фиг. 3) проволока } с керном 2 протягиваются через вращающуюся фильеру 3 губками 4.
Далее осуществляют формовку выводов (фиг. 4). Для этого проволока / с керном 2 протягиваются через неподвижную фильеру 3 губка; И 4.
Во время съема бифилярной спирали (фиг. о), навиваемая проволока 1 с керном 2 отрезаются. При этом фильера 3 с разжатыми губками 4 неподвижны. Па основе описанного способа был создан
станок для навивки бифиляриых спиралей на непрерывном керне.
Снособ позволяет навивать относительно длинные бифиляриые спирали. При этом соотношении диа.метров керна и навиваемой проволоки может быть близким к . Это
| название | год | авторы | номер документа |
|---|---|---|---|
| Спирализационная головка для изготовления спиралей тел накала электрических ламп | 1989 |
|
SU1661874A1 |
| АВТОМАТ НАВИВКИ И ФОРМОВКИ СПИРАЛЕЙ КВАРЦЕВЫХ ЙОДНЫХ МАЛОГАБАРИТНЫХ ЛАМП | 1973 |
|
SU376832A1 |
| Устройство для навивки спирали | 1980 |
|
SU925492A1 |
| СПОСОБ И УСТРОЙСТВО УТОНЧЕНИЯ ПРОВОЛОК С ПРИМЕНЕНИЕМ ПРИНЦИПА КАЧЕНИЯ | 2004 |
|
RU2294259C2 |
| Устройство для изготовления труб общего назначения из различных пластмасс | 1950 |
|
SU92405A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ СПИРАЛЕЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ КЕРНА, ПРИСПОСОБЛЕНИЕ ДЛЯ СНЯТИЯ ВИНТОВОЙ СПИРАЛИ С КЕРНА | 2010 |
|
RU2443490C1 |
| СПИРАЛИЗАЦИОННАЯ ГОЛОВКА | 1973 |
|
SU361485A1 |
| Способ изготовления ленточной спирали для линий замедления ламп бегущей волны | 1991 |
|
SU1787633A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВЛАГИ В ГАЗАХ | 1965 |
|
SU175681A1 |
| Головка к машине спирализации для изготовления спиралей с тире | 1973 |
|
SU486840A1 |
