( СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ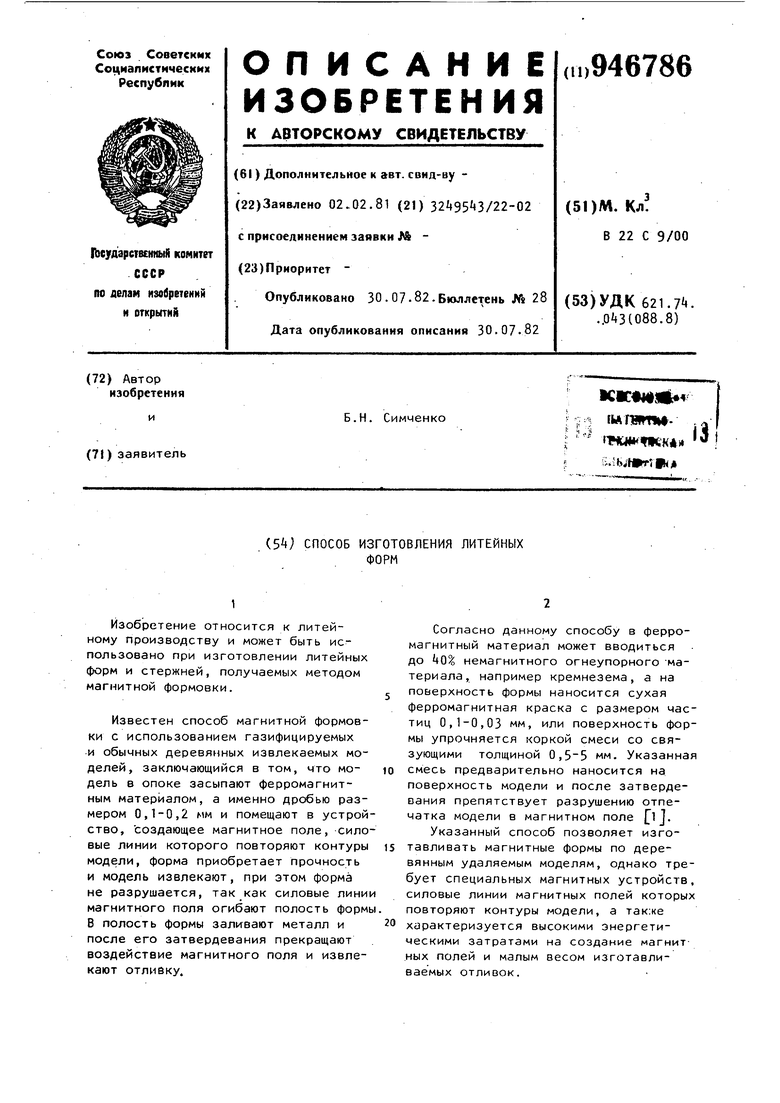
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАЗЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2079388C1 |
| Способ изготовления литейной формы | 1980 |
|
SU925520A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ МАГНИТНЫХ ФОРМ | 1994 |
|
RU2089330C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПОЛЮСНЫХ МАГНИТНЫХ ФОРМ С ПОЛЮСНЫМИ НАКОНЕЧНИКАМИ | 1999 |
|
RU2165819C2 |
| Облицовочная смесь для изготовления литейных форм и стержней | 1977 |
|
SU707672A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНЫХ ФОРМ С ПОЛЮСНЫМИ НАКОНЕЧНИКАМИ | 1997 |
|
RU2118225C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПОЛЮСНЫХ МНОГОМЕСТНЫХ МАГНИТНЫХ ФОРМ ДЛЯ ЦИЛИНДРИЧЕСКИХ ОТЛИВОК | 1999 |
|
RU2165820C2 |
| Оснастка для вакуумной формовки литейных форм | 1978 |
|
SU774773A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ИЗ ФЕРРОМАГНИТНЫХ СЫПУЧИХ МАТЕРИАЛОВ | 1973 |
|
SU367956A1 |
1
Изобретение относится к литейному производству и может быть использовано при изготовлении литейных форм и стержней, получаемых методом магнитной формовки.
Известен способ магнитной формовки с использованием газифицируемых и обычных деревянных извлекаемых моделей, заключающийся в том, что модель в опоке засыпают ферромагнитным материалом, а именно дробью размером 0,1-0,2 мм и помещают в устройство, создающее магнитное поле, силовые линии которого повторяют контуры модели, форма приобретает Прочность и модель извлекают, при этом форма не разрушается, так как силовые линии магнитного поля огибают полость формы В полость формы заливают металл и после его затвердевания прекращают воздействие магнитного поля и извлекают отливку.
Согласно данному способу в ферромагнитный материал может вводиться до Q% немагнитного огнеупорного материала, например кремнезема, а на поверхность формы наносится сухая ферромагнитная краска с размером частиц 0,1-0,03 мм, или поверхность формы упрочняется коркой смеси со связующими толщиной 0,5-5 мм. Указанная смесь предварительно наносится на поверхность модели и после затвердевания препятствует разрушению отпечатка модели в магнитном поле ij.
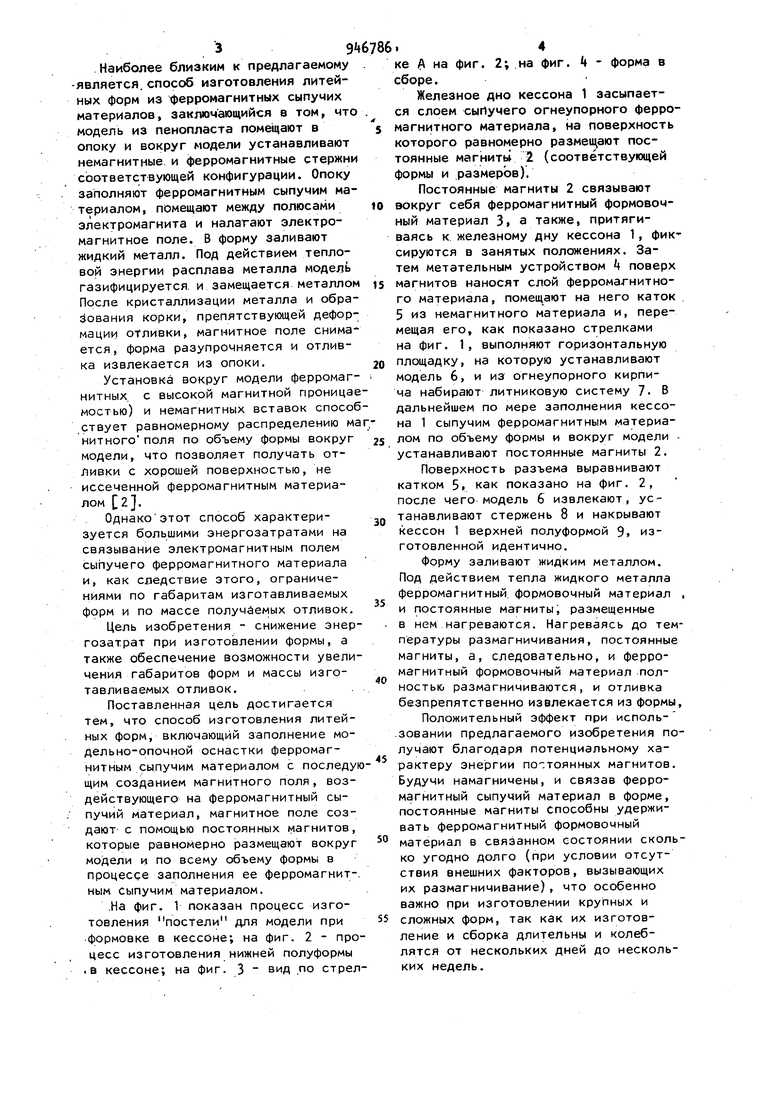
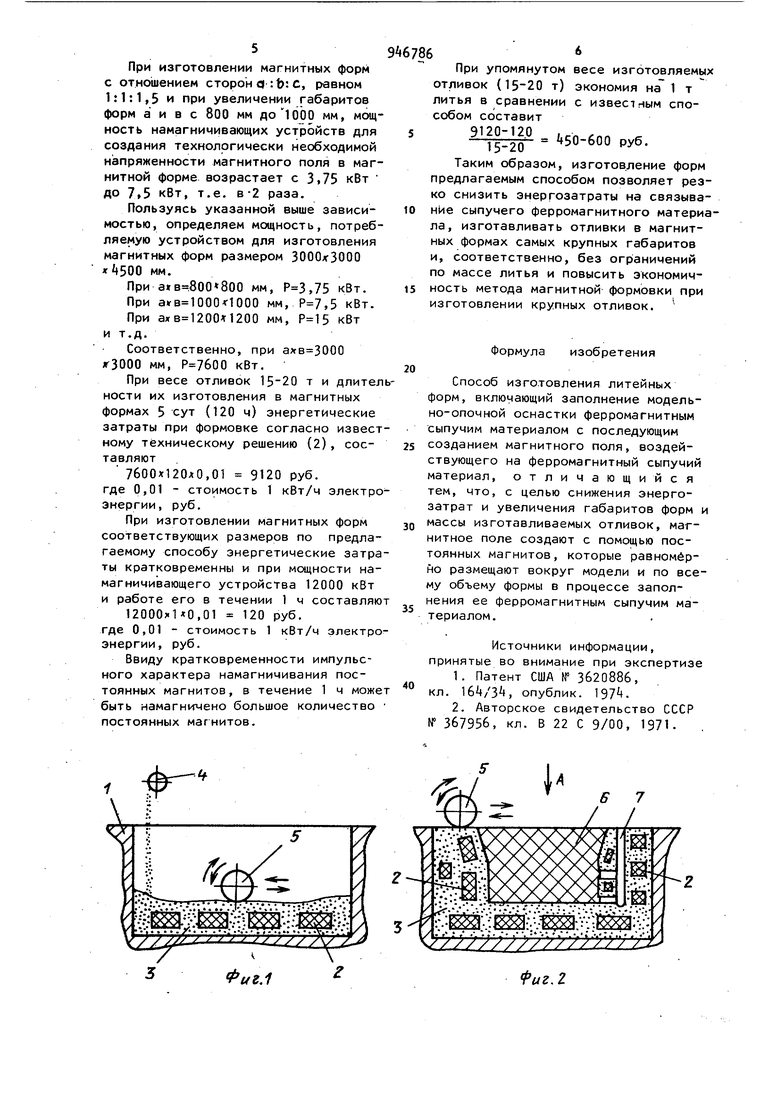
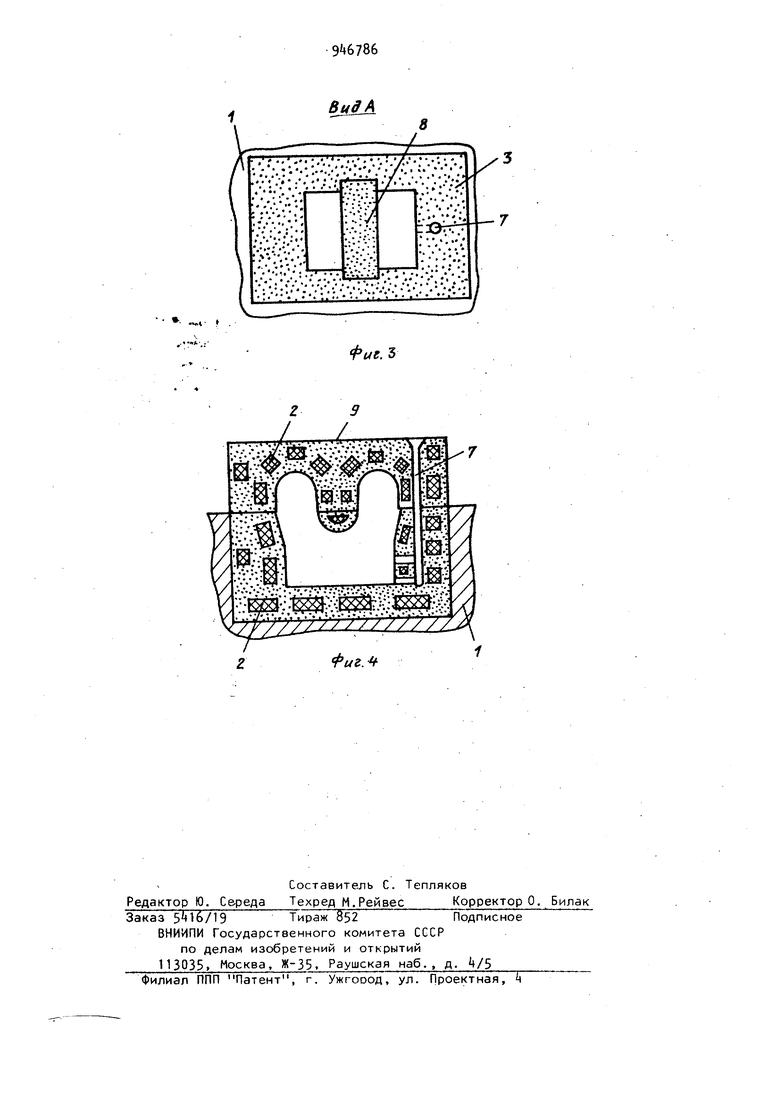
Указанный способ позволяет изготавливать магнитные формы по деревянным удаляемым моделям, однако требует специальных магнитных устройств, силовые линии магнитных полей которых повторяют контуры модели, а так:ке характеризуется высокими энергетическими затратами на создание магнитных полей и малым весом изготавливаемых отливок. Наиболее близким к предлагаемому -является, способ изготовления литейных форм из ферромагнитных сыпучих материалов, заключающийся в том, что модель из пенопласта помещают в опоку и вокруг модели устанавливают немагнитные и ферромагнитные стержни соответствующей конфигурации. Опоку заполняют ферромагнитным сыпучим материалом, помещают между полюсами электромагнита и налагают электромагнитное поле. В форму заливают жидкий металл. Под действием тепловой энергии расплава металла модель газифицируется, и замещается металлом После кристаллизации металла и обрайования корки, препятствующей деформации оТливки, магнитное поле снимается, форма разупрочняется и отливка извлекается из опоки. Установка вокруг модели ферромагнитных с высокой магнитной проницае мостью) и немагнитных вставок способ ствует равномерному распределению ма нитного поля по объему формы вокруг модели, что позволяет получать отЛивки с хорошей поверхностью, не иссеченной ферромагнитным материалом 2. Однакоэтот способ характеризуется большими энергозатратами на связывание электромагнитным полем сыпучего ферромагнитного материала и, как следствие этого, ограничениями по габаритам изготавливаемых форм и по массе получаемых отливок. Цель изобретения - снижение энергозатрат при изготовлении формы, а также обеспечение возможности увеличения габаритов форм и массы изготавливаемых отливок. Поставленная цель достигается тем, что способ изготовления литейных форм, включающий заполнение модельно-опочной оснастки ферромагнитным сыпучим материалом с последую щим созданием магнитного поля, воздействующего на ферромагнитный сыпучий материал, магнитное поле создают- с помощью постоянных магнитов, которые равномерно размещают вокруг модели и по всему объему формы в процессе заполнения ее ферромагнит-. ным Сыпучим материалом. .На фиг. 1 показан процесс изготовления постели для модели при формовке в кессоне; на фиг. 2 - про цесс изготовления нижней полуформы .в кессоне; на фиг. 3 вид по стрел ке Л на фиг. 2; на фиг. k - форма в сборе. Железное дно кессона 1 засыпается слоем сыпучего огнеупорного ферромагнитного материала, на поверхность которого равномерно размещают постоянные магнить 2 (соответствующей формы и размеров). Постоянные магниты 2 связывают вокруг себя ферромагнитный формовочный материал 3, а также, притягиваясь к железному дну кессона 1, фиксируются в занятых положениях. Затем метательным устройством Ц поверх магнитов наносят слой ферромагнитного материала, помещают на него каток 5 из немагнитного материала и, перемещая его, как показано стрелками на фиг, 1, выполняют горизонтальную площадку, на которую устанавливают модель 6, и из огнеупорного кирпича набирают литниковую систему 7. В дальнейшем по мере заполнения кессона 1 сыпучим ферромагнитным материалом по объему формы и вокруг модели устанавливают постоянные магниты 2, Поверхность разъема выравнивают катком 5 как показано на фиг. 2, после чего модель 6 извлекают, устанавливают стержень 8 и накрывают кессон 1 верхней полуформой 9« изготовленной идентично. Форму заливают жидким металлом. Под действием тепла жидкого металла ферромагнитный, формовочный материал . и постоянные магниты, размещенные в нем нагреваются. Нагреваясь до температуры размагничивания, постоянные магниты, а, следовательно, и ферромагнитный формовочный материал полностью размагничиваются, и отливка безпрепятственно извлекается из формы. Положительный эффект при использовании предлагаемого изобретения получают благодаря потенциальному характеру энергии постоянных магнитов. Будучи намагничены, и связав ферромагнитный сыпучий материал в форме, постоянные магниты способны удерживать ферромагнитный формовочный материал в связанном состоянии сколько угодно долго (при условии отсутствия внешних факторов, вызывающих их размагничивание), что особенно важно при изготовлении крупных и сложных форм, так как их изготовление и сборка длительны и колеблятся от нескольких дней до нескольких недель. При изготовлении магнитных форм с отношением сторон о:Ь:С, равном 1:1:1,5 и при увеличении габаритов форм айве 800 мм до1000 мм, мощность намагничивающих устройств для создания технологически необходимой напряженности магнитного поля в магнитной форме возрастает с 3,75 кВт до 7,5 кВт, т.е. в-2 раза. Пользуясь указанной выше зависимостью, определяем мощность, потребляемую устройством для изготовления магнитных форм размером ЗОООлгЗООО мм. При а в-800 800 мм, ,75 кВт. При а в 1000 г1000 мм, ,5 кВт. При мм, кВт и т.д. Соответственно, при гЗООО мм, кВт. При весе отливок 15-20 т и длител ности их изготовления в магнитных формах 5 сут (120 ч) энергетические затраты при формовке согласно извест ному техническому решению (2), составляют 7600x120 0,01 9120 руб. где 0,01 - стоимость 1 кВт/ч электро энергии, руб. При изготовлении магнитных форм соответствующих размеров по предлагаемому способу энергетические затра ты кратковременны и при мощности намагничивающего устройства 12000 кВт и работе его в течении 1 ч составляю 12000 1 0,01 120 руб. где 0,01 - стоимость 1 кВт/ч электро энергии, руб. Ввиду кратковременности импульсного характера намагничивания постоянных магнитов, в течение 1 ч може быть намагничено большое количество постоянных магнитов. При упомянутом весе изготовляемых отливок (15-20 т) экономия на 1 т литья в сравнении с известным способом составит 9120-120 50-600 руб. Таким образом, изготовление форм предлагаемым способом позволяет резко снизить энергозатраты на связыванйе сыпучего ферромагнитного материала, изготавливать отливки в магнитных формах самых крупных габаритов и, соответственно, без ограничений по массе литья и повысить экономичность метода магнитной формовки при изготовлении крупных отливок. Формула изобретения Способ изготовления литейньх форм, включающий заполнение модельно-опочной оснастки ферромагнитным сыпучим материалом с последующим созданием магнитного поля, воздействующего на ферромагнитный сыпучий материал, отличающийся тем, что, с целью снижения энергозатрат и увеличения габаритов форм и массы изготавливаемых отливок, ма1- нитное поле создают с помощью постоянных магнитов, которые равномерно размещают вокруг модели и по всему объему формы в процессе заполнения ее ферромагнитным сыпучим материалом. Источники информации, принятые во внимание при экспертизе 1.Патент США № Зб20886, кл. , опублик. 197t. 2.Авторское свидетельство СССР № 367956, кл. В 22 С 9/00, 1971.
3
/у/j // // У УУ/
«г. 2
Bi4dA
. . . :: V - .. - . , .; 1-..;-:. -r«-«.:;
, - ... . vTr/Tbi -;--..- V..-.;. :. . .:. . . , ч/л-. .: :
:. ;....:...:.:;,
Фие. 3
