1
Изобретение относится к области электрохимической размерной обработки токопроводящих материалов в среде проточного электролита при неподвижных электродах и предназначено для использования в металлообрабатывающей промышлеппости для скругления кромок отверстий.
Известен способ электрохимического скругления острых кромок отверстий с осью, расположенной по нормали к поверхности. Рабочая, не изолированная диэлектриком поверхность электрода-инструмента располагается на определенном равномерном расстоянии (межэлектродный зазор) от обрабатываемой кромки отверстия. По форме рабочая часть электрода представляет собой обычно, например, при обработке цилиндрического отверстия кольцевую ленточку, которая должна быть строго равномерна по ширине. Если последнее обстоятельство не соблюдается, то получить равномерный радиус скругления не удается.
Известный способ нельзя применить для округления кромок наклонных, например тангенциальных отверстий. Угол при вершине кромки тангенциального отверстия изменяется в широких пределах. Поэтому во время обработки межэлектродный зазор увеличивается равномерно, что ведет к равномерному удалению металла по всей кромке тангенциального
отверстия, а это обуславливает неравномерность радиуса скругления кромки.
Целью изобретения была разработка способа, при котором, используя простой по конструкции неподвижный электрод-инструмент, можно получать неравномерное, но регулируемое изменением ширины кольцевой поверхности инструмента увеличение межэлектродного зазора.
Неравномерное увеличение зазора, т. е. неравномерное снятие металла по кромке тангенциального отверстия, и дает возможность скруглять кромки по равномерному радиусу. В соответствии с изобретением поставленная цель достигается тем, что ширина кольцевой рабочей поверхности применяемого инструмента неравномерна, она больше в том месте, где меньше угол при вершине кромки и наоборот, т. е. площадь рабочей поверхности
находится в обратной зависимости от угла при вершине кромки.
Предлагаемый способ, как и известный, предусматривает применение неподвижных во время обработки электродов, подведение положительной клеммы источника технологи ческого тока к обрабатываемой детали, а отрицательной - к электроду-инструменту.
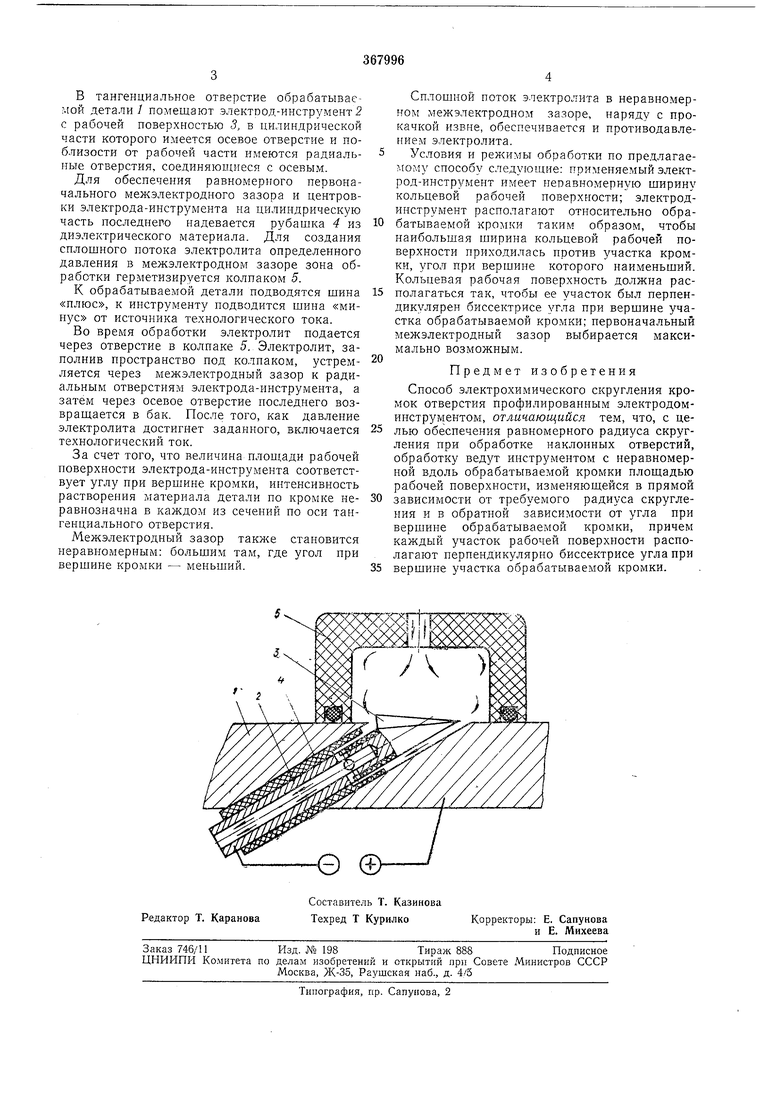
Предлагаемый способ можно осуществить применив, например, схе.му, представленную
на чертеже.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО СКРУГЛЕНИЯ КРОМОК | 2009 |
|
RU2416500C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩИХ ГРАНЕЙ ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2150358C1 |
| Способ электрохимического скругления кромок | 1985 |
|
SU1256896A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФИНИШНОГО ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТИ ГАЛЕВ ТКАЦКИХ СТАНКОВ | 2000 |
|
RU2201851C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| Способ электрохимической обработки лопаток газотурбинных двигателей | 2016 |
|
RU2635209C1 |
| Электрод-инструмент для электрохимической обработки торцевых кромок зубьев шестерен | 1983 |
|
SU1133052A1 |
| СПОСОБ КРУГОВОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КОМПРЕССОРНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2623938C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КРОМОК КАНАЛОВ | 2005 |
|
RU2303087C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1999 |
|
RU2157744C2 |
