Изобретение может быть использовано при изготовлении бетонных и железобетонных изделий в кассетных формах, в которых создаются условия, идентичные автоклавной обработке.
Известна кассетная форма, включающая установленный на тележке поддон и металлические разделительные щиты.
Целью изобретения является повышение производительности, обеспечение термообработки изделий при давлении до 25 атм и температуре до 250°С iB трехзональны х безнапорных тойнельных камерах и герметизации формы.
Это достигается тем, что кассетная форма Выполнена с верхней и нижней силовыми жеЛезобетоинымя плитами, охватывающими разделительные щиты и имеющими сводчатые боковые упоры в направлении продольных растягивающих усилий, причем верхняя плита выполнена с прорезями для выступов разделительных щитов, закрепленных сверху клиньями.
Для уравновешивания внутреннего давления разделительные щиты соединены между собой отрезками труб, расположенными в щахматном порядке.
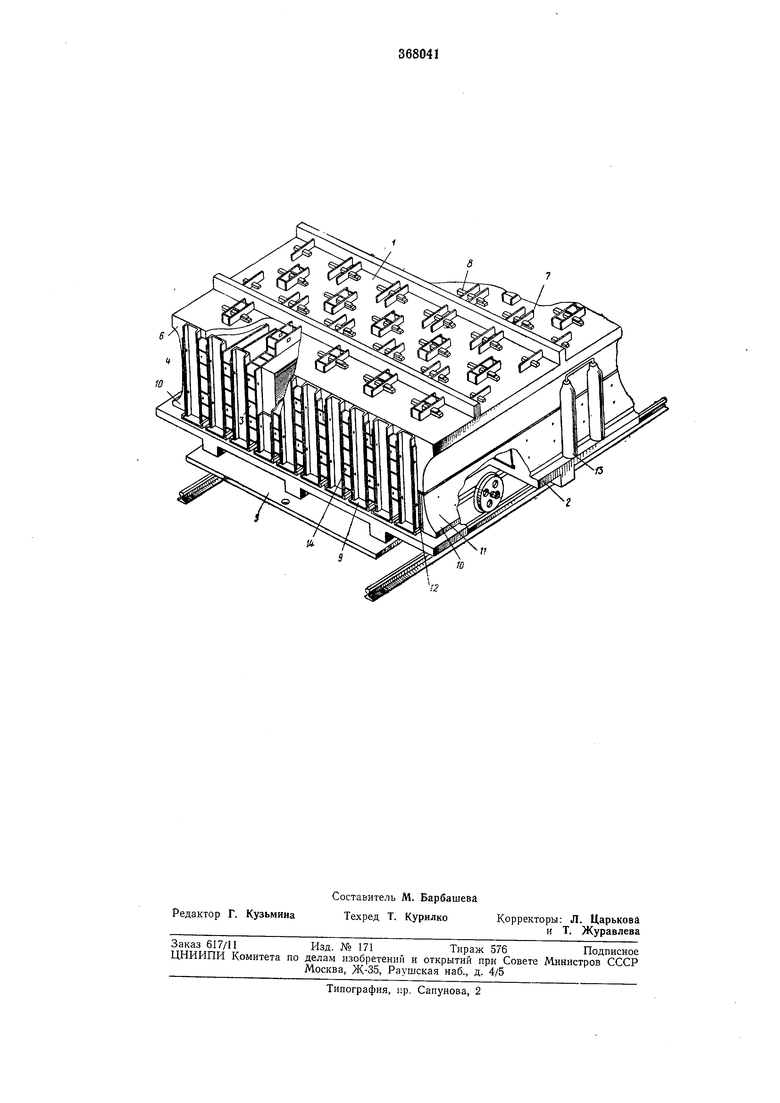
Изобретение поясняется чертежом.
Кассетная форма содержит верхнюю / и нижнюю 2 силовые железобетонные плиты.
разделительные металлические щиты 3 и торцовые борта 4, установленные на тележке 5. Верхняя силовая плита имеет боковые сводчатые упоры 6 и отверстия для выступов 7
разделительных щитов. Вверху разделительные щиты закреплены клиньями 8, «низу - металлическими замками 9.
Нижняя силовая плита также выполнена с боковыми сводчатыми упорами 10, через которые пропущены болты 11, перемещающие подвижные металлические полущиты 12.
Сводчатые упоры 6 и 10 силовых железобетонных плит воспринимают растягивающие усилия в период термообработки. Нижняя силовая плита 2 жестко закреплена на тележке 5 и одновременно выполняет функции поддона.
Торцовые борта 4 состоят из отдельных щвеллеров, хомут которых выбирается в зависимости от требуемой толщины панели. Разделительные металлические щиты 3 состоят из двух отдельных листов, соединенных между собой отрезками стальных труб, длиной 100 мм и диаметром 75-100 мм, которые располагаются в шахматном порядке. Такое выполнение разделительных щитов позволяет свободно циркулировать горячему воздуху в период термообработки. силовыми плитами расположены
герметизирующие устройства, выполненные в
виде уплотняемых с помощью сжатого воздуха асборезииовых или кремнийорганических каучуковых прокладок. Питание герметизирующей системы сжатым воздухом осуществляется из баллонов 13. Расчетное давление воздуха в баллоне порядка 5 атм.
Подвижная кассетная форма работает следующим образом.
Тележка 5 с нижней плитой 2 подается на пост сборки форм, где на нижнюю плиту устанавливают и закрепляют металлические разделительные щиты 5. Металлические полущиты 12 при помощи болтов 11 приводят в рабочее положение. Затем разделительные щиты временно крепят с помощью шаблонов, и, наконец, устанавливают и крепят металлическими стержнями 14 торцовые борта 4.
После этого формующие полости заполняют бетонной смесью, которая предварительно выдерживается.
Сборка форм заканчивается установкой верхней силовой плиты 1, закреплением клиньев 8 и включением герметизирующего устройства.
Собранная и заполненная кассетная форма направляется на тепловую iQ6pa6iOTKy в тоннельную камеру, разбитую на три зоны: зона подъема температуры, зона изотермического выдерживания при 250°С и зона понижения температуры.
При температуре до 250°CiBHyTp« герметичных кассетных форм возникает внутреннее давление, равное 20-25 атм. Герметичность при этом не нарущается, так как внутри герметизирующего устройства давление также повышается и его величина больше внутреннего давления.
Термообработка при таком режиме (t 250°С и Р 20-25 атм) ускоряет процесс нарастания прочности и улучшает качество изделий.
После термообработки изделий кассетная форма направляется на разборку, которая идет в обратной последовательности сборки, а затем и извлекаются отформованные изделия.
Подготовленная форма вновь поступает в производственный цикл.
Предмет изобретения
1.Подвижная кассетная форма для изготовления бетонных и железобетонных изделий, включающая установленный на тележке поддон и металлические разделительные
щиты, отличающаяся тем, что, с целью повышения производительности, обеспечения термообработки изделий при давлении до 25 атм ,и темгпературе до 250°С в трехзо«альных безнапорных тоннельных камерах и герметизации формы, последняя выполнена с верхней и нижней силовыми железобетонными плитами, охватывающими разделительные щиты и имеющими сводчатые боковые упоры в направлении продольных растягивающих усиЛИЙ, причем верхняя плита выполнена с прорезями для выступов разделительных щитов, закрепленных сверху клиньями.
2.Подвижная кассетная форма по п. 1, отличающаяся тем, что, ,с целью уравнове-шив.ания внутре-ннего давления, разделительные щиты соединены между собой отрезка ми труб, расположенными в шахматном порядке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная установка для изготовления строительных изделий | 1987 |
|
SU1447674A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ КРИВОЛИНЕЙНЫХ СТЕН | 2020 |
|
RU2752191C1 |
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
| Кассетная форма для изготовления изделий из бетонных смесей | 1973 |
|
SU677929A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017911C1 |
| Механизм для перемещения щита опалубки | 1980 |
|
SU895678A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ РЕБРИСТЫХ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 1999 |
|
RU2154719C1 |
| Технологический комплекс по производству железобетонных изделий | 1989 |
|
SU1694379A1 |
| ПОЛУЩИТ ОБЛЕГЧЕННОЙ КОНСТРУКЦИИ ДЛЯ ПРОХОДКИ ТОННЕЛЕЙ | 1935 |
|
SU46271A1 |