1
Изобреаение относится к области обработки металлов давленном, а и ленно к штампам для резки труб.
Известны для резки труб, содержащие механиам зажима труб, смонтиров }н- иые на нижней плите матрицу, охватывающую трубу и отделяемую от нее часть, и узел подрезки в месте внедрглпя пуансона и устано1вленный на верхней ши/те плоский пуансон. Недостатками известных штампов являются отсутствие БОЗК:ОЖНОСТИ резки толстеете;иных труб и низкая стойкост режущего инструме}1та, осуществляющего подрез трубы.
Целью изобрет.ния является устранение указанных недостатков.
С этой целью узел подрезки выполнен в виде дисковой фрезы с эксцентрично pac;jo ложенными режущикш KpoMKahfn, имеющр-й выемки по наружной , поверг.ости, обг/спечг- вающие свободное лере.(.: ление Б проц-эсси подачи, и закрепаеиной иг, обше( оси с муфтой обгона, снабженной рыч sroM, вз-чимодей- ствуюишм с верхней п.1итой штампа,
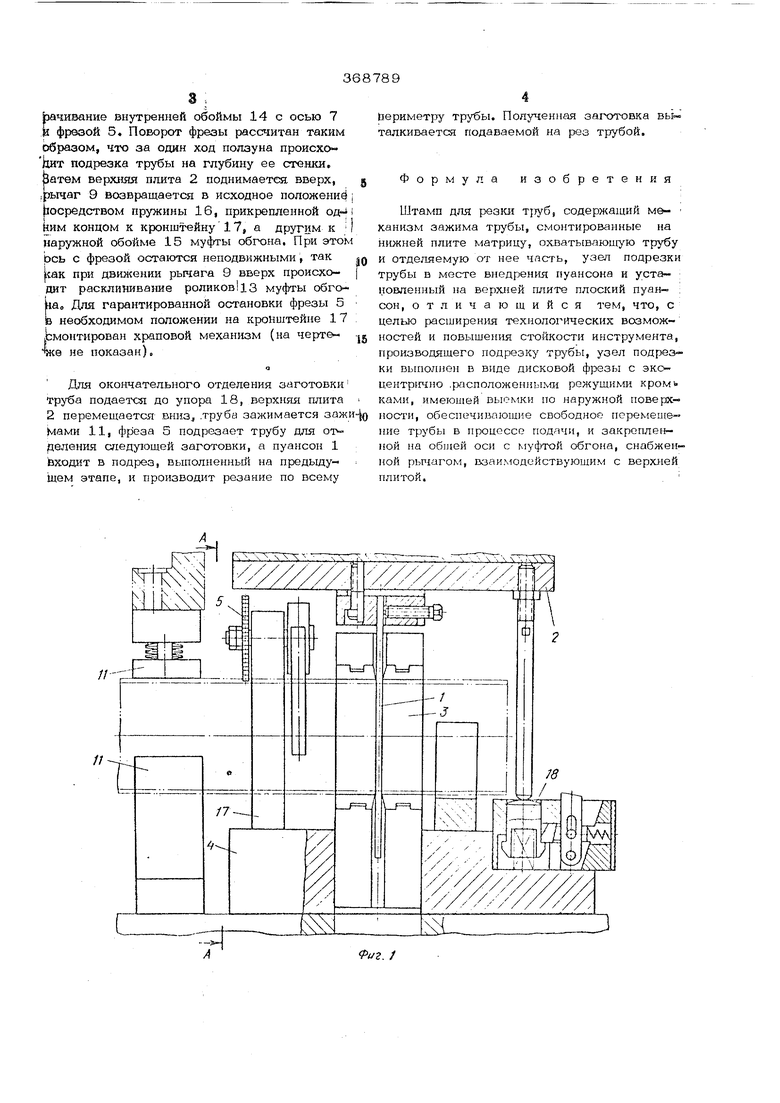
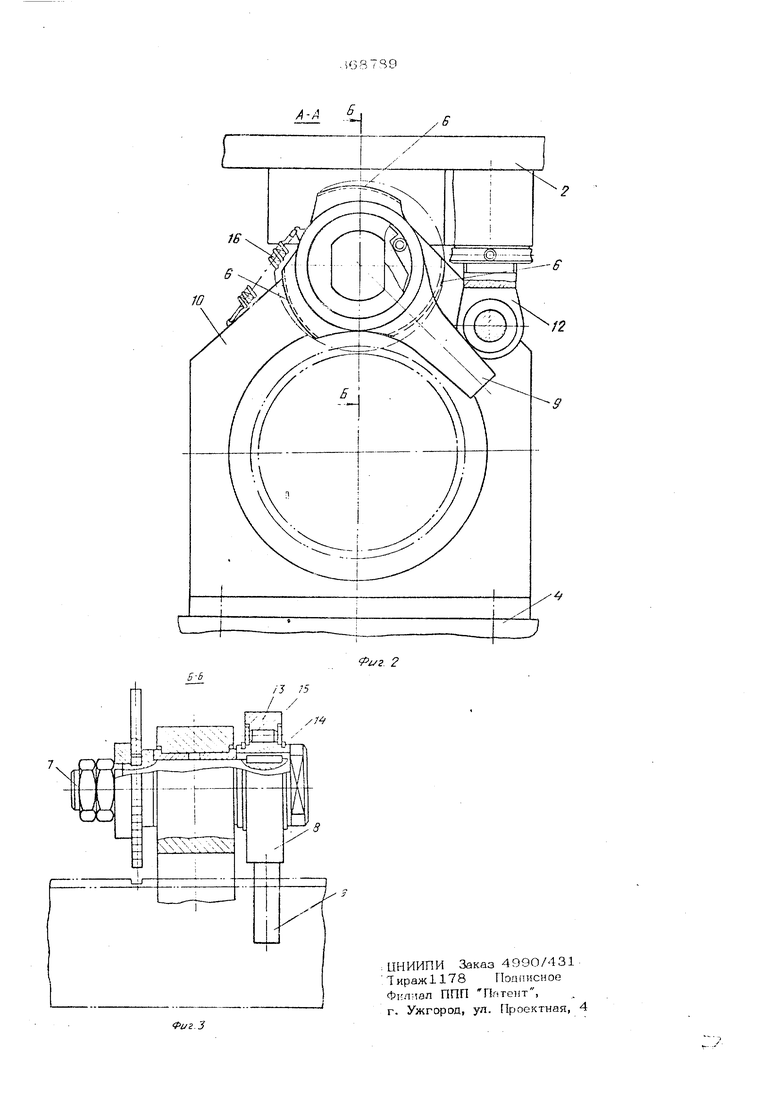
Ня ф|иг. 1 И306Р5Ж.- i схема предлагаGMoro штампа; на фкг. 2 - fiaspea по А-А на фиг. 1; на фиг. 3 - разредпо В-Биафиг, 2.
Штамп содержит плоскиГ пуансон 1, зак-« реплснный на ворхней плите 2, матрицы 3, смонтирова1Н1ые па нижней плите 4, и узел j подрезки с дисковой фрезой 5. Дисковая фреза имеет эксцентрично расположенные режущие кромки 6 и выемки по наружной | поверхности и закреплена на общей оси 7 с; NfydiTou обгона 8, снабженной рычагом 9, i
Штамп работает следующим образом. Первоначально трубу 1О устанавлив-ают в штампо такик образом, чтобы произвести подрозку фрезой 5 в месте последую™ щего внедрения пуансона 1. Зажимами 11 зажимают трубу, предотвращая ее проворач ва}--ие во время внедрения фрезы 5..1
При движе.чнн вниз верх1гей платы 2 иг;.,мпа топкатель 12, закрепленный на ней nepuKseijineT рьгааг 9 наружной обоймы МуфтЬ . 8 па. определенный угол. Муфта 8 уоTaHOBvicHa таким обриюом, что при перемещении рьпяга 9 вниз проиоход1 т ее включение (з-эклинивание роликов 13 между BHyTpeft гей 14 и наружной 15 обоймами) и проворачивание внутренней обоймы 14 с осью 7 ii фрезой 5, Поворот фрезы рассчитан таким образом, что за один ход ползуна происхоЫт подрезка трубы на глубину ее стенки. Затем верхняя плита 2 поднимается, вверх, 5 , ычаг 9 возвращается в исходное положение | юсредством пружины 16, прикрепленной од- i ним концом к кронштейну 17, а другим к 1 наружной обойме 15 муфты обгона. При этом Ьсь с фрезой остаются неподвижными, так Q сак при двюкении рычага 9 вверх происхо- ( дат расклинивание роликов 13 муфты обго;а„ Для гарантированной остановки фрезы 5 необходимом положении на кронштейне 17 вмонтирован храповой механизм (на черте- .jg %e не показан). Для окончательного отделения заготовки труба подается до упора 18, верхняя плита 2 перемещается вниз .труба зажимается зажиМами 11, фреза 5 подрезает трубу для деления следующей заготовки, а пуансон 1 Ьходит в подрез, выполненный на предыду- Шем этапе, и производит резание по всему йериметр трубы. Полученна55 заготовка талкивается подаваемой на рез трубой. Формул изобретения Штамп для т{7уб, содерх ащий механизм зажима трубы, смонтированные на нижней плите матрицу, охватываюи } ю трубу и отделяемую от нее часть, узел подрезки трубы в месте внедрения пуансона и установленный на верхней плите плоский пуансон, отличающийся тем, что, с целью расширения технологических возможностей и повышения стойкости инструмента, производящего подрезку трубы, узел подрезки выполнен в виде дисковой фрезы с экоцентр «но .расположен)ЫК1и режущими кромь камн, имеющей выемки по наружной поверх- ности, обеспечивающие свободное перемете- ние трубы в процессе подачи, и закреплен- ной на об1дей оси с К уфтой обгона, снабжен- ной рычагом, взаимодействующим с плитой.. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб | 1988 |
|
SU1518088A1 |
| Штамп для обработки штучных заготовок | 1981 |
|
SU940937A1 |
| Автомат для изготовления деталей из проволоки | 1991 |
|
SU1787630A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ СПИРАЛЬНЫХ КОНЦЕВЫХ ФРЕЗ | 1973 |
|
SU399392A1 |
| Линия для оребрения труб методом спиральной навивки ленты | 1989 |
|
SU1690885A1 |
| Вырубной штамп с эластичной матрицей | 1979 |
|
SU929280A2 |
| ШТАМП ДЛЯ ФОРМИРОВАНИЯ УШКОВ ПРУЖИН РАСТЯЖЕНИЯ | 1966 |
|
SU216604A1 |
| Штамп для выдавливания втулок из трубчатых заготовок | 1988 |
|
SU1648624A1 |
| Автомат для резки труб | 1990 |
|
SU1791079A1 |
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
. /
