1
Изобретение относится к области поверхностей плазменнО-дуговой резки и может быть использовано в энергетическом и химическом машиностроении, общем машиностроении, а также в металлургии лри обработке химически активных металлов.
Известен способ плазменно-дуговой поверхностной резки, выполняемый двухпоточным пл-азматроном, по которому дугу стабилизируют потоком плазмоо:бразующего газа и концентрично ему подают поток фокусирующего газа-., в качестве которого используют воздух. При этом плазмообразующий газ форм.ирует дугу и удаляет расплавленный металл из полости реза, а фокусирующий газ, кроме охлаждения резака, удаляет выплавленный металл от лобовой -кромки реза. Обычно в качестве фокусирующего газа используюг сжатый воздух.
Педостатком известного способа резки в применении к резке химически активных металлов является- то, что вследствие быстрого окисления металла, выплавленного из канавки на наружную поверхность обрабатываемого изделия, снижается его жидкотекучесть. При этом выплавленный металл, не растекаясь, скапливается перед лобовой кромкой реза, препятствуя нормальному выполнению прО цесса поверхностной резки, вызывая необходимость перерыва для удаления скопившегося металла.
Изменение по периодическому закону тока дуги давления газа в камере плазматрона не обеспечивает устранения указанного недостатка при обра-ботке химически активных металлов.
Использование кислорода в качестве фокусирующего газа в результате eiro высокой химической активности не обеспечивает постоянных размеров канавок ло длине реза, так как ширина канавок растет по мере прогрева обрабатываемого материала. Кроме того, использование кислорода снижает технико-экономические показатели процесса поверхностной резки вследствие более высокой стоимости кислорода по сравнению со стоимостью сжатого воздуха.
Воздушно-кислороДНая смесь, содержащая до 50% кислорода, обладает недостаточной химической активностью, а при содержании кислорода более 50% она ведет себя так же,
как газообразный кислород.
С целью эффективного удаления продуктов реза преимущественно при обработке химически активных металлов по предлагаемому способу подачу воздуха периодически прекращают и в это время подают кислород.
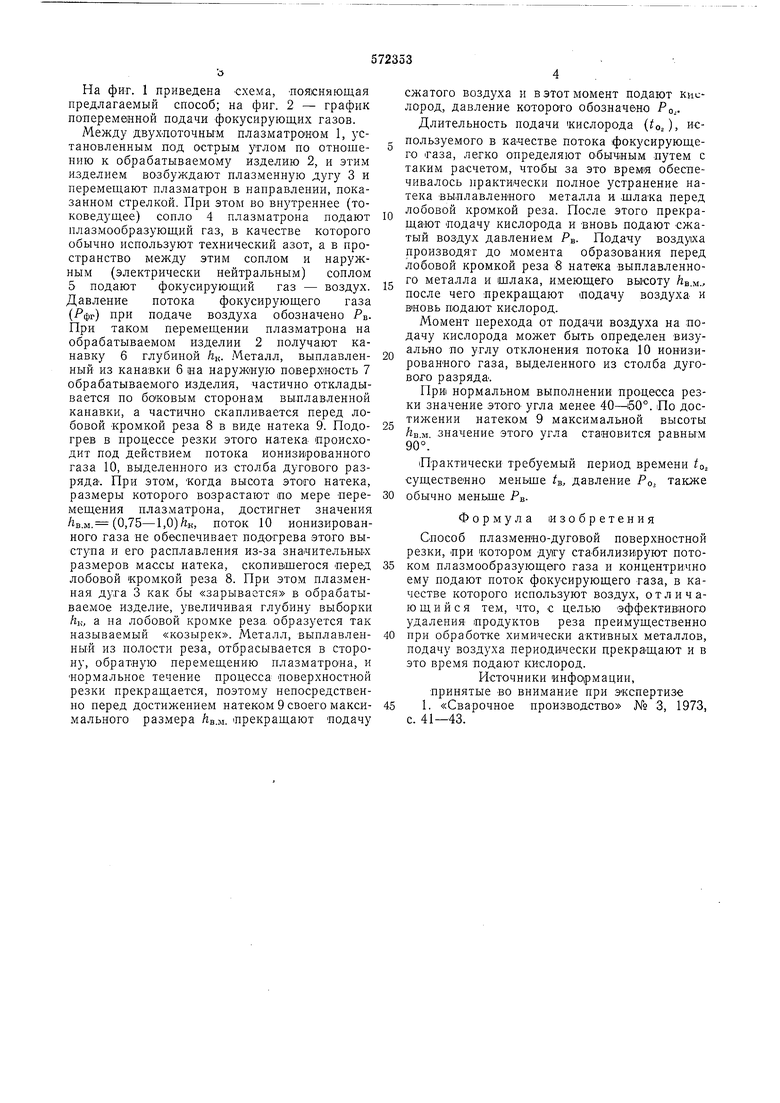
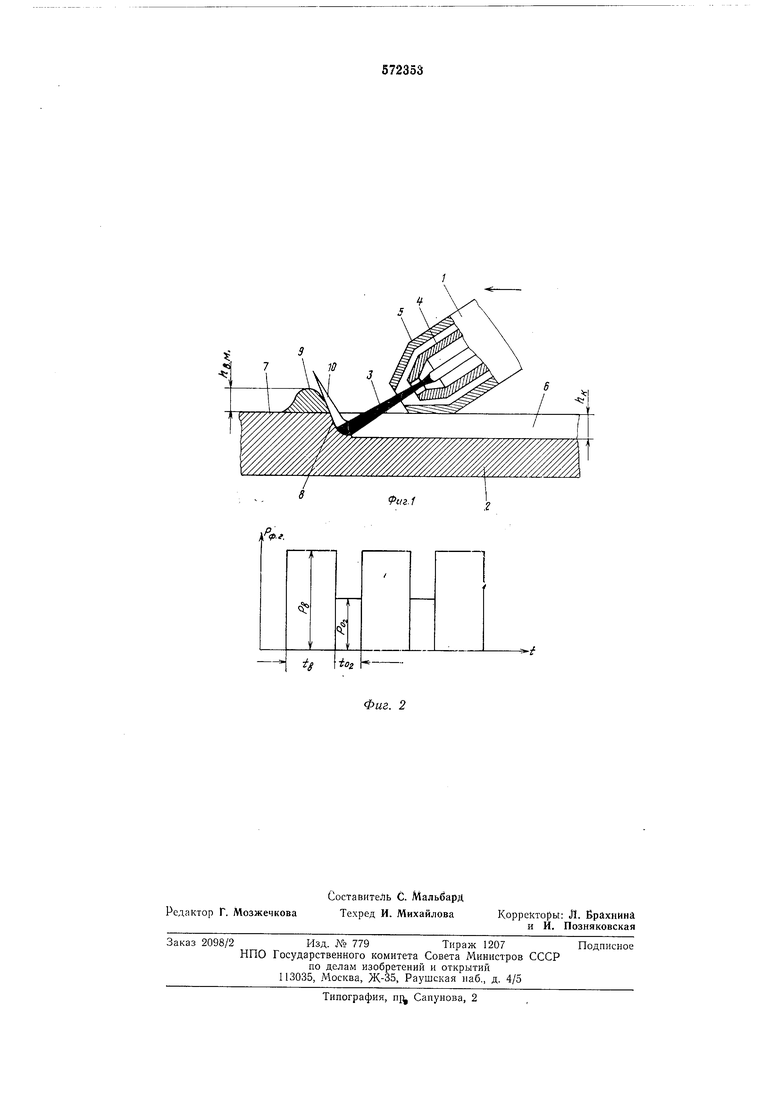
На фиг. 1 приведена «хема, лоясняющая предлагаемый способ; на фиг. 2 - график попеременной подачи фокусирующих газов.
Между двухлоточньш плазматроиом 1, установленным под острым углом по отношению к обрабатываемому изделию 2, и этим изделием возбуждают плазменную дугу 3 и перемещают плазматрон в направлении, показанном стрелкой. При этом во внутреннее (токоведущее) сопло 4 плазматрона подают плазмообразующий газ, в качестве которого обычно используют технический азот, а в пространство между этим сонлом и наружным (электрически нейтральным) соплом 5 подают фокусирующий газ - воздух. Давление потока фокусирующего газа (Рфг) при подаче воздуха обозначено РВПри таком перемещении плазматрона на обрабатываемом изделии 2 нолучают канавку 6 глубиной йк. .Неталл, выплавленный из канавки 6 на наружмую поверхность 7 обрабатываемого изделия, частично откладывается по боковым сторонам выплавленной канавки, а частично скапливается перед лобовой кромкой реза 8 в виде натека 9. Подогрев в нроцессе резки этого натека происходит под действием потока ионизированного газа 10, выделенного из столба дугового разряда. При этом, когда высота этого натека, размеры которого возрастают по мере -перемещения плазматрона, достигнет значения Лв.м. (0,75-1,0)/гк, поток 10 ионизированного газа не обеснечивает подогрева этого выступа и его расплавления из-за значительных размеров массы натека, скопившегося перед лобовой кромкой реза 8. При этом плазменная дуга 3 как бы «зарывается в обрабатываемое изделие, увеличивая глубину выборки /IK, а па лобовой кромке реза образуется так называемый «козырек. Металл, выплавленный из полости реза, отбрасывается в сторону, обратную перемещению плазматрона, и нормальное течение процесса поверхностной резки прекращается, поэтому непосредственно перед достижением натеком 9 своего максимального размера /IB.M. прекращают подачу
сжатого воздуха и в этот момент подают кислород, давление которого обозначено РО,. Длительность подачи кислорода (о), используемого в качестве потока фокусирующего газа, легко определяют Обычным путем с таким расчетом, чтобы за это время обеспечивалось практически полное устранение натека -выплавленного металла и шлака перед
лобовой кромкой реза. После этого прекращают подачу кислорода и -вновь подают сжатый воздух давлением РВ. Подачу воздуха производя-г до момента образования перед лобовой кромкой реза в натека выплавленного металла и шлака, имеющего высоту АВ.М., после чего прекращают яодачу воздуха и вновь подают кислород.
Момент перехода от подачи воздуха на подачу кислорода может быть определен визуально по углу отклонения потока 10 ионизированного газа, выделенного из столба дугового разряда.
При1 нормальном выполнении процесса резки значение это-го- угла менее 40-150°. По достижении натеком 9 максимальной высоты /IBM значение этого угла становится равным 90°.
Практически требуемый период времени to, существенно меньше ts, давление РО, также обычно меньше РВФормула изобретения
Способ плазменно-дуговой поверхностной резки, при котором дугу ста-билизируют потоком плазмообразующего газа и концентрично ему подают поток фокусирующего газа, в качестве которого используют воздух, отличающийся тем, что, с целью эффективного удаления продуктов реза преимущественно при обработке химически активных металлов, подачу воздуха периодЕчески прекращают и в это время подают кислород.
И-сточники информации, принятые во внимание при экспертизе 1. «Сварочное производство № 3, 1973, с. 41-43.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плазменно-дуговой поверхностной резки | 1977 |
|
SU738804A1 |
| Способ многопроходной плазменнодуговой резки | 1977 |
|
SU733929A1 |
| Способ плазменно-дуговой поверхностной резки | 1979 |
|
SU854651A1 |
| Горелка для резки сжатой дугой | 1977 |
|
SU698733A1 |
| Способ плазменно-дуговой резки | 1976 |
|
SU580070A1 |
| Способ многопроходной плазменно-дугОВОй РЕзКи | 1979 |
|
SU823040A1 |
| Устройство для плазменно-дуговой резки | 1979 |
|
SU903041A1 |
| Способ плазменно-дуговой обработки | 1977 |
|
SU743817A1 |
| Устройство для плазменно-дуговой резки | 1980 |
|
SU944843A1 |
| Способ плазменно-дуговой резки | 1977 |
|
SU742086A1 |
Фиг. 2
