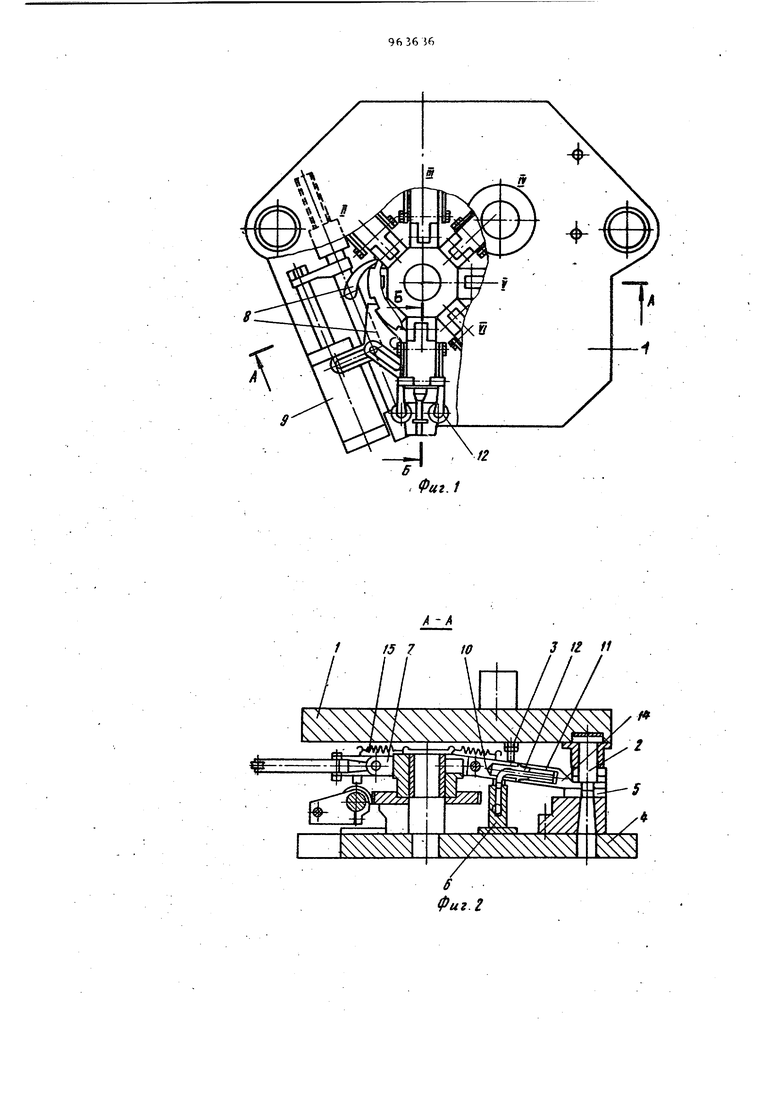
(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КАБЕЛЬНЫХ Изобретение относится к области обработки металлов давлением и может быть использовано в устройствах .для штамповки деталей типа кабельных наконечников. Известно/устройство для изготовления кабельных наконечников, содержащее подвижную плиту с размещенными на ней пуансонами,плющения, пробивки отверстий и , основание с расположенными на нем соответствуюци ми пуансонам .матрицами и механизм перемещения заготовок Г1 Недостатком устройства является сложность его переналадки при переходе на другой типоразмер деталей и малая его долговечность. Целью изобретения является снижение трудоемкости и повышение долговечности. Поставленная цель достигается тем что устройство для изготовления ка:бельных наконечников,содержащее подвижную плиту с размещенными на ней пуансонами плющения, пробивки отверс тий и обрубки, основание с расположенными на нем соответствующими пуан сонам матрицами и механизм перемещения заготовок, снабжено установленными на подвижной плите револьвернь1м НАКОНЕЧНИКОВ диском с радиально закрепленными на нем шарнирными поворотными рычагами с пружинами, соединяющими их с механизмом перемещения заготовок, а также подпружиненными упорами поворотных Еичагов, размещенными на подвижной плите, при этом в поворотные рычаги вмонтированы трубки для подачи смазки в зону плющения заготовки. На фиг. 1 изображено предлагаемое устройство, вид в планеу на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг.If на фиг. 4- вид . сверху на фиг.З. Устройство состоит из следующих элементов. К ползуну пресса (.не показан) крепится подвижная плита 1 с.расположенными по окружности пуансонами 2 для плющения, пробивки отверстия и обрезки контура контактных частей наконечников и подпружиненными упора ми 3 и основание 4 с соответствующими матрицами 5, плунжерным насосом б для :подачи смазки, револьверным диском 7, храповым механизмом 8 и пневмоцилиндром 9. На револьверном диске 7 шарнирно закреплены поворотные рычаги 10 с вмонтированными в них изогнутыми трубками 11
для нанесения смазки, оправками 12, зажимами 13 для крепления заготовок 14 и пружинами 15, один конец которых связан с поворотными рычагами 10, а другой - с револьверным диском 7„ Пуансоны и матрицы для плюще ния заготовок установлены на позициях I и V для пробивки отверстий на позициях П и VI, для обрубки контура контактной части наконечника на позициях III и VII. Загрузочныв приспособления и съемники (не показаныЗ установлены попарно на позициях IV и VIII.
. Устройство работает следующим образом. .
При верхнем положении подзлжной плиты 1 заготовки 14 загрузочными приспособлениями подаются в оправки 12 поворотных рычагов 10, захватываюся зажимами 13 и удерживаются ими при повороте револьверного диска 7 храповым механизмом 8, приводимым в Движение пневмоцилиндром 9. При этом поворотные рычаги 10, шарнирно свя-; занные с револьверным диском -7, удер живаются в горизонтальном положении пружинами 15, один конец которых прикреплен к поворотным рычагам 10, другой - к револьверному диску 7. При ход-е подвижной плиты вниз подпружиненные упоры 3 отклбняют поворотные рычаги на угол 5-10°, задавая необходимый угол.отгиба контактной части наконечника к трубчатой, что обеспечивает использование пуансонов 2 и матриц 5 с горизонтальным положением рабочих поверхностей. Поворот револьверного диска 7 на 180° с фиксацией через 45° обеспечивает последовательную обработку, двух заготовок 14 на пуансонах 2 и матрицах 5 плющения, пробивки отверстий и клеймения, а также обрубки контура наконечника-и, следовательно одновременное изготовление двух наконечников. Кроме того, на позициях III и VII при опущенной подвижной плите 1 изогнутые трубки 1 поворотных рычагов 10 взаимодействуют с установленными около матриц обрубки контура плунжерными насосами 6, в результате чего защитная смазка поступает на внутренние поверхности трубчатой части кабельных наконечников. Готовые наконечники сбрасывают с оправок 12 сбрасывателями на позициях IV и VIII.
Использование.устройства для изготовления кабельных наконечников предлагаемой конструкции позволит повысить производительность труда и увеличить долговечность устройства при этом ожидаемый экономический Эффект от использования одного устроства составит 0,3 тыс.руб в год.Ожидаемый годовой экономический эффект UT максимального использования устройства составит не менее 30 тьас.рублей.
Формула изобретения
Устройство для изготовления кабельных наконечников, содержащее подвижную плиту с размещенными на ней пуансонами плющения/ пробивки отверстий и обрубки, основание с расположенными на нем соответствующими пуансонам матрицами и механизм перемещения заготовкою, о т л ич .а ю щ а е с я тем, что, с целью снижения трудоемкости процесса изготовления наконечников, оно снабжено установленными на подвижной плите револьверным диском с радиально закрепленными на нем шарнирными поворотными рычагами с пружинами, соединяющими их с механизмом перемещения заготовок, а также подпружиненными упорами поворотных рычагов, ус гановленными на подвижной плите, при этом в поворотные рычаги вмонтированы трубки для подачи смазки в зону плющения заготовки.
Источники информации, принятые во внимание.при экспертизе
1. Авторское свидетельство СССР № 369965, кл. В 21 D 43/14, 30.01.70 (прототип.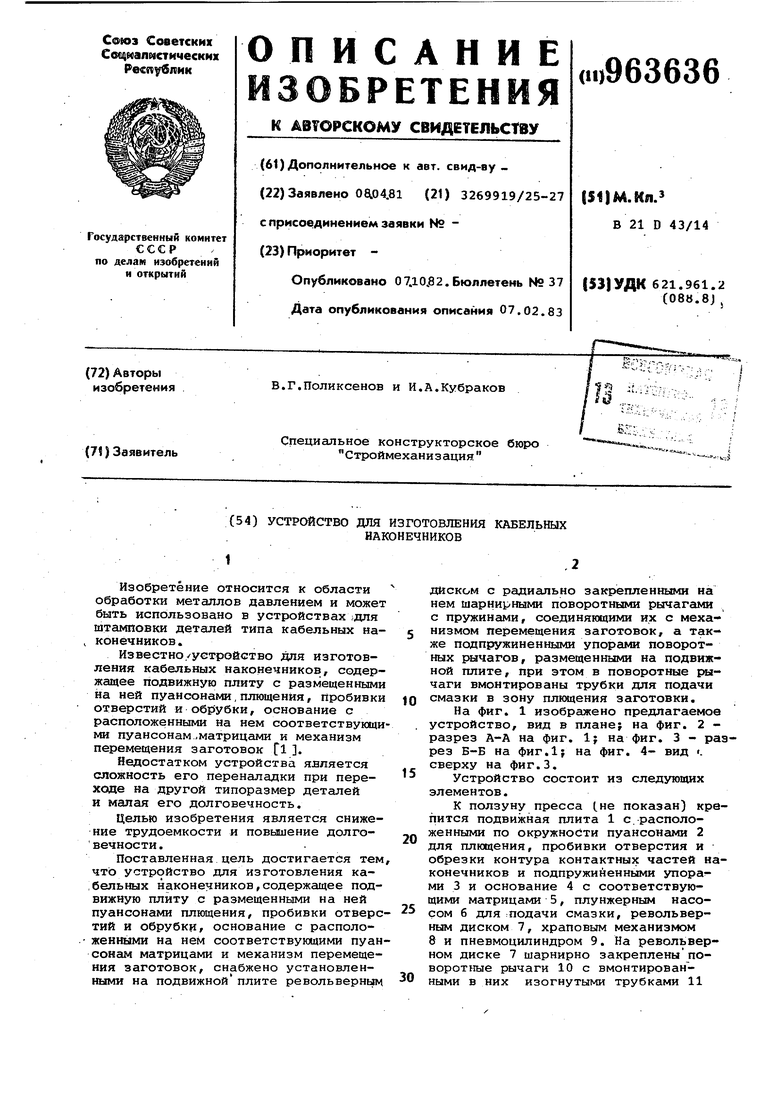
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления кабельных наконечников | 1987 |
|
SU1480937A1 |
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| Штамп для изготовления деталей типа кабельных наконечников из трубчатых заготовок | 1976 |
|
SU689764A1 |
| Штамп-автомат для формообразования и сборки деталей | 1979 |
|
SU882683A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Роторная машина | 1981 |
|
SU1038040A1 |
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
| Автомат для изготовления изделий из проволоки | 1990 |
|
SU1719141A1 |
| Штамп для пробивки радиальных отверстий в полых деталях | 1988 |
|
SU1593742A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ НАКОНЕЧНИКОВ | 1973 |
|
SU369965A1 |