Изобретение относится к литейному производству, в частности к технологий центробежного литья. Известен способ легирования сплава При центробежной отливке заготовок, .включающий одновременную заливку в изложницу основного И легирующего сплавов. Предлагаемый способ отличается тем, что при заливке первой трети основного сплава залйвают 1,2-1,6% легирующего сплава от веса основного сплава, тари 3avTHB«e второй трети 0,7-0,9% и лри заливке последней трети 0,2-0,4%. Это позволяет снизить развитие химической неоднородности по углероду в литых заготовках. ВоВращаемуюизложницу nip и заливке основного сплава вводят углероде о дер ж а щи и сплав, расход которого регулируют в зависимости от веса залитого в изло жницу ооновного сплава по закону ( к IG n+i G) J где q - расход углерода в килограммах; Q - общий вес углерода, предназначенного для введения, в килограммах; G - вес основного сплава в изложнице, в килограммах; От - полный вес отливки, в килограммах; и - коэффициент, находящийся в пределах 1-2; К. - коэффициент пропорциональности, равный 0,5 при и 0,67 при . В .процессе заливки оснавного сплава углерод ввводят в виде жидкого чугуна. При осуществлении способа, обеспечивающего устранение химической неоднородности по содержанию углерода, например, в стальной центробежноотлитой заготовке, жидкий чугун из сосуда, в котором он находится, заливают в изложницу одновременно с заливкой основного сплава через нромежуточное устройство. При этом расход чугуна на единицу веса заливаемого сплава регулируют от максимального количества в начале разливки до нуля в конце разливки основного сплава. Промежуточные значения расхода чугуна определяют по закону, представленному формулой (1). Вес жидкого чугуна, находящегося в сосуде, и вес разливаемого основного сплава контролируют, например, с помощью электротензометрических весо.в. При этом расход чугуна регулируют стопором. Механизм стопора сосуда с чугуном может быть включен в схему программного устройства, регулирующего расход чугуна автоматически на основании данных, подаваемых электротензометрическими весами, установленными на сталеразливочном ковще с основным разливаемым металлом
Расчет расхода чугуна определяют пО формуле 1 следующим образом. Необходимо, например, отлить заготовку iBecoM 1000/сз изсреднеутлеродисто-й стали. При этом 0:бщее количество чугуна может быть рассчитано, исходя из величины разницы концентращии углерода на ВНутренней и -виешней поверхностях заготоВКИ по зависИМости:
Qn,,n-K
Qгде АС„
максимальная разница в концентрации углерода в заготовке, которая для среднеуглеродистой Стали находится в пределах 0,15-0,30% :и .может корректироваться опытным путем; L - содержание углерода -в чугуне,
в процеатах.
Остальные обозначения приведены выше. Примем для нашего случая ,20i%; ,5; . Тогда необходимое колИчество чутуна саста|ВИт
„ 0, 10000,2.0.5 g Z.4
Расход чугуиа в зависимости от веса заливаемого в изложницу оснювного сплава рассчитываем .по формуле 1.
1-Я-
К О,п п + 1 G,n G 25 р С1
1
, 0,5
1000
1000
Расчеты расхода чугуна предста.влены в таблице.
4
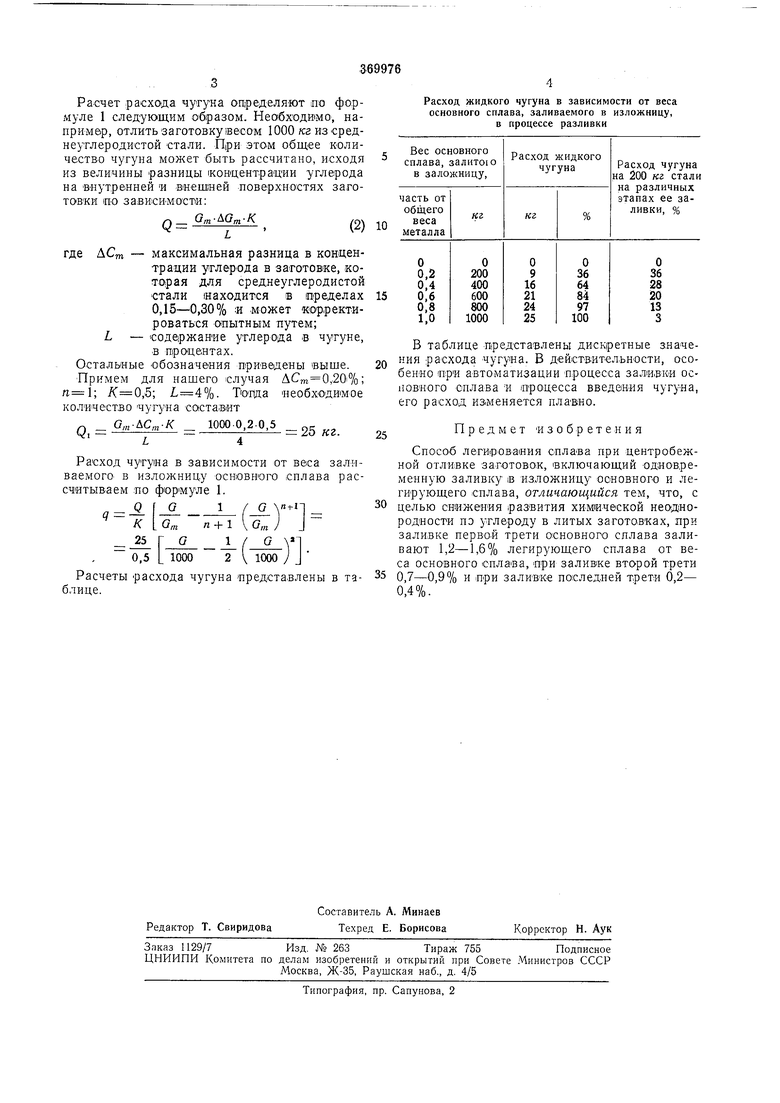
Расход жидкого чугуна в зависимости от веса
основиого сплава, заливаемого в изложницу,
в процессе разливки
(2) 10
В таблице представлены дискретные значения расхода чугуна. В действ.нтел.ьности, особенно ири автоматизации процесса зали.вки основного сплава И процесса введев.ия чугуна, его расход изменяется плавно.
Предмет изобретения
Способ легирования сплава при центробежной отливке заготовок, включающий .одновременную заливку IB изложницу основного и легирующего сплава, отличающийся тем, что, с целью снижения развития химической неоднородности пэ углероду в литых заготовках, при заливке перво.й трети основного сплава заливают 1,2-1,6% легирующего сплава от веса основного сплава, При заливке второй трети 0,7-0,9% и при заливке последпей трети 0,2- 0,4%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ литья массивных заготовок в литейной форме | 1981 |
|
SU992117A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ДВУХСЛОЙНОЙ ЧУГУННОЙ ЦИЛИНДРОВОЙ ВТУЛКИ МЕТОДОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2020 |
|
RU2750302C1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ЗАГОТОВОК ЧУГУННЫХ ЦИЛИНДРОВЫХ ВТУЛОК | 1997 |
|
RU2136440C1 |
| Способ центробежного литья | 1978 |
|
SU776743A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО ВАЛКА ДЛЯ ПРОКАТНОГО СТАНА | 2024 |
|
RU2824082C1 |
| Способ обработки металла в литейной форме | 1980 |
|
SU1057181A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО ВАЛКА ДЛЯ ПРОКАТНОГО СТАНА | 2024 |
|
RU2824367C1 |
| Способ центробежного литья заготовок гильз цилиндров | 1985 |
|
SU1320012A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ЧУГУННОЙ ЦИЛИНДРОВОЙ ВТУЛКИ МЕТОДОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2017 |
|
RU2665862C1 |
| Способ центробежного литья биметаллических изделий | 1982 |
|
SU1068217A1 |
