Изобретение относится к литейному производству и может быть использовано при получении литых заготовок из черных и цветА1х металлов и сплавов. Известен способ легирования сплава при центробежной отливке заготовок жидкой добавкой, включающий одновременную заливку в изложницу основного и легирующего сплава, причем при заливке первой трети основного сплава заливают 1,2-1,6% добавки от веса основного сплава, при заливке второй трети 0,7-0,9% и при заливке последней трети 0,2-0,4 1. Такой способ применим для получения толстостенных заготовок при центробежном литье. При литье тонкостенных заготовок из-за быстрой кристаллизации заливаемого металла в изложнице требуется равномерное дозирование добавки, что не предусмотрено режимами известного способа и весьма трудно осуществить вследствие малых объемов вводимой добавки. Это приводит к усилению химической и структурной неоднородности в отливках. Для литья в песчаные, металлические и другие формы данный способ ограниченно применим, так как требует применения сложного дозирующего оборудования. Известны также способы обработки жидкого металла в литейной форме твердыми добавками, используемыми в виде специальных вставок, которые помещаются непосредственно в рабочей полости литейной формы, и нагреваемыми перед установкой до температуры 200-300°С, или в виде компактных кусков размером 20-40 мм, или в виде прессованных из частиц 0,05-1,0 мм фасонных изделий: щаров, дисков и т.д., или в виде частиц Ы2 мм, которые устанавливают или помещают неподогретыми в реакционной камере литниковой системы 2 , 3 и 4. Однако при обработке малых доз металла для мелких отливок не хватает запаса времени и тепла потока для растворения реагента. Повышена загрязненность обрабатываемого металла .окислами., покрывающими поверхность частиц реагента, что приводит к снижению прочностных и пластических характеристик металла отливок. Невозможна обработка реагентами, температура плавления которых выще температуры плавления обрабатываемого металла. Кроме того, реализация способа требует проведения специальной подготовки реагента дробления, рассева на фракции, взвешивания, прессования и т.д., что существенно удорожает производство. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ обработки жидкого металла, при которому добавка реагента в твердом виде (пруток или стержень) вводится в реакционную камеру через додолнительный стояк 5. Такой способ позволяет снизить загрязненность обрабатываемого металла, повысить качество литья, и за счет оптимальных конфигураций (размеров) подготовленной добавки и ввода е через дополнительный стояк повысить разномерность распределения добавки по объему обрабатываемого металла. Недостатками данного способа является неравномерность распределения добавки по объему отливки, особенно первых порций заливаемого металла; необходимость перегрева заливаемого металла, невозможность обработки добавками (реагентами) с температурой плавления выще, чем у заливаемого металла, необходимость усложнения процесса за счет изготовления добавок в виде специальных изделий и, вследствие этого, удорожание отливок. Цель изобретения - расширение технологических возможностей обработки металла в литейной форме реагентами, вводимыми в реакционную камеру литниковой системы. Указанная цель достигается тем, что согласно способу обработки жидких металлов в литейной форме, включающему введение реагента для обработки в реакционную камеру литниковой системы через дополнительный стояк с последующую заливку расплавленного металла, реагент в реакционную камеру вводят в расплавленном виде, а заливку металла производят при температуре реагента, превосходящей температуру его солидуса на 20° С, но не превыщающей более чем на 300° С температуру реагента. Верхний предел температурного интервала tflHKB + 300° С обусловлен следующим положением. В случае обработки алюминиевого сплава с 4,8% Си; 0, (температурный интервал плавления б52-550°С) лигатурой AI-Ti (-2, Ti, tft«« 980°C) перегрев на 300°С соответствует температуре 1280°С. Это обусловлено необходимостью обеспечения однородного состояния реагента, так как при меньших перегревах не разрущаются комплексы Alj Ti, которые неравномерно распределяются в обрабатываемом сплаве, кристаллизуются в виде пластин и резко снижают механические свойства металла в отливках (например, для сплава А1 19 noff с 34,0 кгс/мм до 8,0 кгс/мм, а по б - с 4,0% до 0,2%). Нижний предел температурного интервала 1(опндус 20°С определяется следующим. Эта температура должна быть отнесена к наиболее холодной точке - на границе с поверхностью реакционной камеры (имеющей градиент температур от поверхности к центру камеры не должен влиять на агрегатное состояние реагента) для случая использования добавки в двухфазном (твердо-жидком) состоянии. Перегрев выше температуры солидус на 20°С выбирают на основании оценки погрешностей, применяемых в производственных условиях средств измерения температуры (термопар) с гарантией получения реагента в твердожидком состоянии. Использование реагента в твердом состоянии приводит к понижению эффективности обработки металла. Такой вид обработки предпочитают в случае модифицирования для получения мелкозернистой структуры, когда плотность реагента существенно меньше, чем у обрабатываемого металла, или количества (масса) реагента мало, или обрабатываемый металл имеет значительно более высокую температуру плавления по сравнению с реагентом.
На чертеже изображен один из возможных вариантов вьшошнения предлагаемого способа.
Момент начала взаимодействия потока обрабатываемого металла 1 с реагентом 2. Этому моменту предшествует введение реагента в расплавленном состоянии в реакционную камеру 3 через воронку 4 и стояк 5, охлаждение реагента в реакционной камере до необходимого интервала температуры, перекрытие дополнительной литниковой системы грузом 6. Обрабатываемый металл поступает в реакционную камеру через заливочную чашу 7, стояк 8, шлакоуловитель 9 литниковой системы. После взаимодействия с реагентом металл через шлакоуловитель 9, питатель 10 и отводную прибыль 11 поступает в рабочую полость литейной формы 12.
Пример. Опытные формы изготовляют по -сырому. Отливки представляют собой пробы в виде прямоугольного бруска размерами 40x126x250 мм. Реагент-жидкую лигатуру А1 -Ti (2,00/0 Ti, t;iHKB 980°С) температурой 1280°С через дополнительный
стояк заливают в реакционную камеру и сразу после этого заливают сплав А1 19 в литейную форму. Параллельно заливают такие же пробы в реакционную камеру, в формы которых помещают ту лигатуру, подогретую до 200° С, в твердом виде.
При обработке металла в форме по предложенному способу весь реагент усваивается, тогда как полного растворения частиц твердой лигатуры не происходит. 8 отлив0 ках, полученных по известному способу обнаружены комплексы А1 Ti, неравномерно распределенные в объеме металла и кристаллизирующиеся в виде пластик, которые не наблюдаются в отливках, полученных по предлагаемому способу. Это обстоятельство способствует снижению механических свойств металла отливок. Так, например, значение 6g понижается с 34,0 кгс/мм до 8,0 кгс/мм, а б -- с 4,0 % до 0,2%.
0 Пример 2. Опытные формы изготовляют по-сырому. Отливка представляет собой вертикально расположенный цилиндр диаметром 80 мм и высотой 250 мм (без учета высоты прибыли). Расплавленную железокальциймагнийкремниевую лигатуру тем5 пературой 1350°С вводят в реакционную камеру формы. В форму заливают сталь 45 Л при температуре заливки 1650° С. Для сравнения при той же температуре. одновременно заливают формы, в реакционные камеры которых вводят твердые частицы размером 1-6 мм той же лигатуры. Часть форм заливают по серийной технологии без обработки металла.
Исследование образцов металла отливок показывает, что сталь, обработанная
в форме жидкой лигатурой, имеет мелкозернистую структуру и более высокие прочностные и пластические свойства, чем сталь, обработанная твердой лигатурой.
Результаты исследования приведены в таблице.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения чугуна с шаровиднымгРАфиТОМ | 1979 |
|
SU834141A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК | 2001 |
|
RU2192332C1 |
| Литейная форма для получения модифицированных отливок | 1987 |
|
SU1438918A1 |
| Способ изготовления отливок | 1985 |
|
SU1306641A1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2323802C9 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ ИЗ ЧУГУНА ВАГРАНОЧНОЙ ПЛАВКИ С ТЕМПЕРАТУРОЙ РАСПЛАВА НИЖЕ 1300°С | 1996 |
|
RU2110582C1 |
| Способ обработки металла в литейной форме | 1977 |
|
SU727325A1 |
| Способ получения высокопрочного чугуна | 1982 |
|
SU1024508A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ЛИТЕЙНОЙ ФОРМЕ, включающий введение реагента для обработки в реакционную камеру литниковой системы через дополнительный стояк и последующую заливку расплавленного металла, отличающийся тем, что, с целью расщирения технологических возможностей обработки металла в литейной форме, реагент в реакционную камеру вводят в расплавленном виде, а заливку металла производят при температуре реагента, превосходящей температуру его солидуса на 20°С, но не превыщающей более, чем на 300° С температуру ликвидуса реагента. . S (Л ел 00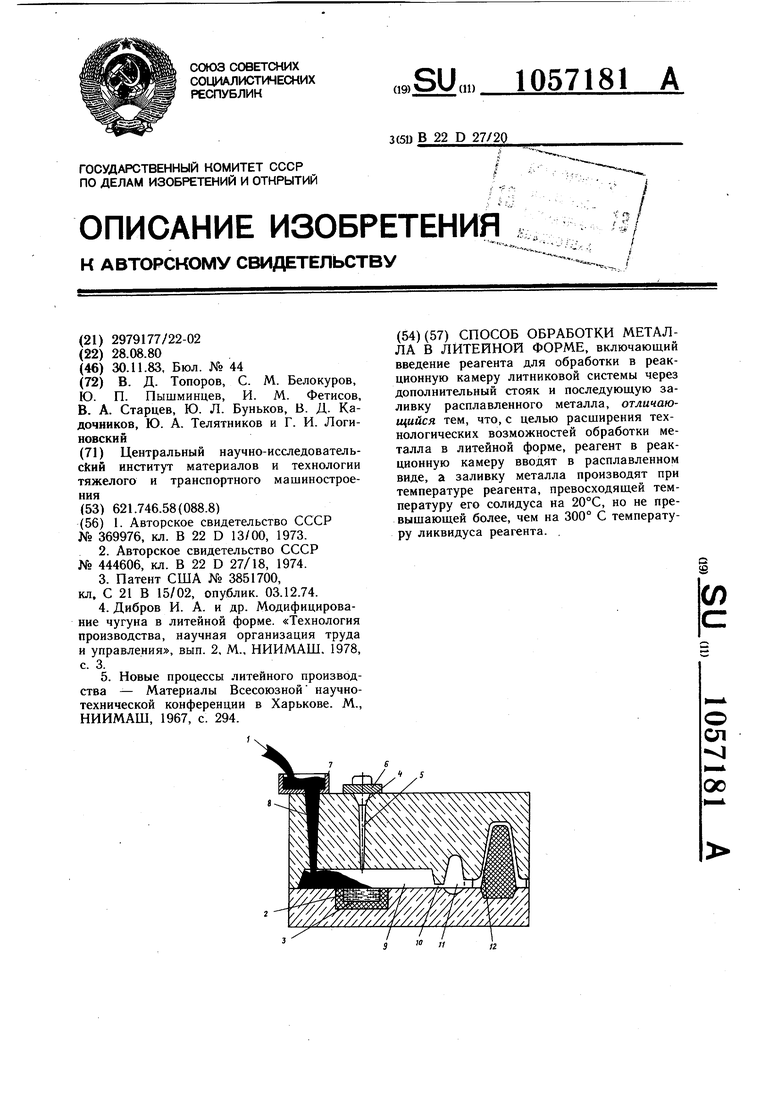
Необработанная сталь 58,0
Твердые частицы лигатуры 1-6 мм 58,0
59,0
Жидкая лигатура
54,0 Ъ4,0 21,0 4,5
55,0 16,0 23,0 6,0 58,0 18,0 26,0 8,6 Пример 3. Опытные формы изготовляют по-сырому. Отливка представляет собой плиту с размерами 8x200x400 мм. Расплавленный 75%-ный ферросилиций в требуемом количестве вводят в реакционную камеру формы. Жидкий ферросилиций охлаждают до перехода в твердо-жидкое состояние. Продолжительность охлаждения реагента до указанного состояния определяют экспериментально. По достижению температуры 1260°С (температура солидус используемого 75%-ного ферросилиция 1240°С определена экспериментально) через литниковую систему температурой 1360°G заливают чугун химического состава, мас.%: углерод 3,55; кремний 2,55; марганец 0,45; фосфор 0,065; сера 0,028; магний 0,058. Параллельно заливают такие же формы с обработкой жидкого чугуна в них вкладышами, спрессованными из частиц 75%-ного ферросилиция, помещенными в верхней части стояка. Контролируют наличие непрореагирующего реагента и микроструктуру отливок. При обработке металла в форме по предлагаемому способу весь реагент усваивается металлом, тогда как полного растворения прессованного вкладыша достичь не удается. Микроструктура отливок, полученных при обработке по предлагаемому способу, однородная и не содержит цементных включений. При использовании известного способа наблюдается крупные цементные включения. Такая структура в реальных отливках приводит к снижению качества и увеличению брака литья, исправление которого связано со значительными дополнительными затратами. Различные варианты предлагаемого способа легко осуществимы и способствуют равномерному распределению реагента по объему отливок, повышая качество литья. Предлагаемый способ улучщает обработку первых порций расплава и повыщает равномерное растворение реагента (добавки) в обрабатываемом металле при заполнении формы при минимальных затратах тепла. Обработка расплава жидкими и твердо-жидкими добавками расширяет возможности литейной технологии по обработке реагентами небольших порций расплава при литье мелких отливок, а также в случае, когда реагент имеет более высокую температуру плавления. Использование предлагаемого способа обработки металлов в литейной форме в условиях завода мощностью 5000 т чугун ного литья позволяет получить экономический эффект 19,5 тыс. руб. в год.
