Изобретение относится к литейному производству, а именно к технологии центробежного литья.
Целью изобретения является повышение износостойкости рабочей поверхности гильз цилиндров путем повышения твердости во внутреннем слое заготовок гильз.
Поставленная цель достигается тем что через 5-20 с после окончания заливки модифицированного чугуна во вращающуюся горизонтальную интенсивно охлаждаемую изложницу с тонким теплоизолирующим покрытием вводят легирующий порошковый материал на основе ферробора в количестве 0,1-0,5% от массы залитого чугуна.
Легирующий порошковый материал имеет удельный вес выше, чем удельный вес залитого чугуна. Частицы порошкового материала, равномерно внесенные на сформировавшуюся свободную поверхность расплава, под действием центробежных сил проникают во внутренний слой распл ава на глубину до 10 мм, растворяются и легируют на данную глубину металл внутреннего слоя. Припуск на мехообработку с внутренней поверхности составляет 5 мм. Наружный слой отливки при этом не легируется ввиду его интенсивной кристаллизации в течение паузы между заливкой чугуна и внесением легирую- щего порошкового материала.
Пример. Заливают партию отливок по предлагаемому способу. Используют чугун следующего химсостава, мас„%: углерод 3,5; кремний 2,2; марганец 0,65; сера 0,035; фосфор 0,18; хром 0,25; никель 0,10; медь 0,44; титан 0,05,.Чугун модифицируют в за- ливочно-дозировочном ковше ферросилицием ФС75 в количестве 0,3% от массы заливаемого металла. Чугун при 1380 С заливают в изложницу, вращающуюся со скоростью 720 об/мин. Изложницу охлаждают водой при 20°С и расходе 1.,5 . На рабочую поверхность изложницы наносят теплоизолирующее покрытие толщиной 1,5 мм, состоящее из 95 мас,%, песка горячеплакированного и 5 мас,% ферросилиция СФ 75 пылевидного.
Внутренний слой отливок легируют порошкой ферробора дисперсностью 0,5- 1 мм. Порошковый материал вводят с
помощью специального лотка на внутреннюю поверхность расплава через 15 с после окончания заливки в количестве 0,3% от массы залитого чугуна. Гильзы, изготовленные согласно
изобретению, имеют на рабочей поверхности после закалки ТВ4 твердость 45-48 HRCo
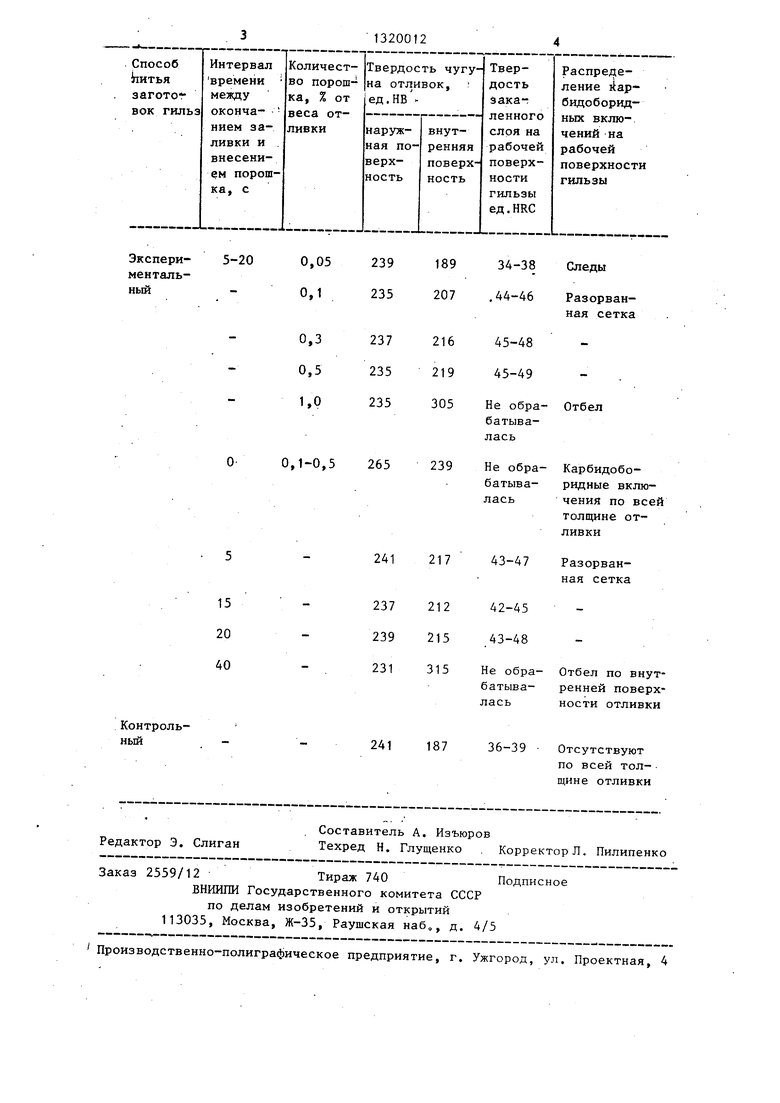
Результаты сравнительных зксперй- ментов с изменением параметров обработки расплава представлены в таблице,
Использование предлагаемого изобретения позволяет повысить износостойкость рабочей поверхности заливаемых гильз цилиндров при экономии легирующих материалов и сохранении удовлетворительной обрабатываемости отливок резанием.
Формула изобретения
Способ центробежного литья заготовок гильз цилиндров, включающий заливку чугуна в изложницу с теплоизолирующим покрытием и введение на свободную поверхность жидкого металла дозированных порций порошков легирующих материалов с плотностью, большей плотности жидкого металла, о т личающийся тем, что, с целью повьш1ения износостойкости рабочей поверхности гильз, в качестве порошков используют материал на основе фер-; . робора,который вводят через 5-20 с
после окончания заливки металла в количестве 0,1-0,5% от массы залитого чугуна.
Контрольный
Редактор Э. Слиган
Составитель А. Изъюров
Техред Н. Глущенко . Корректор Л. Пилипенко
Заказ 2559/12Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
241 187 36-39 Отсутствуют
по всей толщине отливки
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ЗАГОТОВОК ГИЛЬЗ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1993 |
|
RU2062680C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ПОРШНЕВЫХ КОЛЕЦ И ГИЛЬЗ ЦИЛИНДРОВ | 2010 |
|
RU2427444C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Способ центробежного литья гильз цилиндров двигателей внутреннего сгорания | 1985 |
|
SU1328064A1 |
| Способ биметаллического литья | 1978 |
|
SU789227A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ЧУГУННОЙ ЦИЛИНДРОВОЙ ВТУЛКИ МЕТОДОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2017 |
|
RU2665862C1 |
| Способ центробежного литья двухслойного валка | 1983 |
|
SU1119771A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ДВУХСЛОЙНОЙ ЧУГУННОЙ ЦИЛИНДРОВОЙ ВТУЛКИ МЕТОДОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2020 |
|
RU2750302C1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ДЛЯ КОРПУСОВ ТРАНСПОРТНО-УПАКОВОЧНЫХ КОМПЛЕКТОВ (ТУК) ДЛЯ ПЕРЕВОЗКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ (ВЧШГ) И МОНОЛИТНАЯ ОТЛИВКА КОРПУСА ТУК, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2011 |
|
RU2464124C1 |
| ЧУГУН И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2697134C1 |
Изобретение относится к литейному производству и может использоваться при изготовлении заготовок гильз цилиндров две. Цель изобретения - повышение износостойкости рабочей поверхности гильз - достигается легированием внутренней поверхности заготовки на глубину 5-10 мм с использованием порошкового материала на основе ферробора. Порошковый материал в количестве 0,1-0,5% от массы залитого чугуна вводят через 5-20 с после окончания заливки металла. Порошок вводят с помощью лотка на свободную поверхность расплава. Дисперсность используемого порошкового материала 0,2-1,5 мм, 1 табл.
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ центробежной отливки прокатных валков | 1979 |
|
SU789228A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
