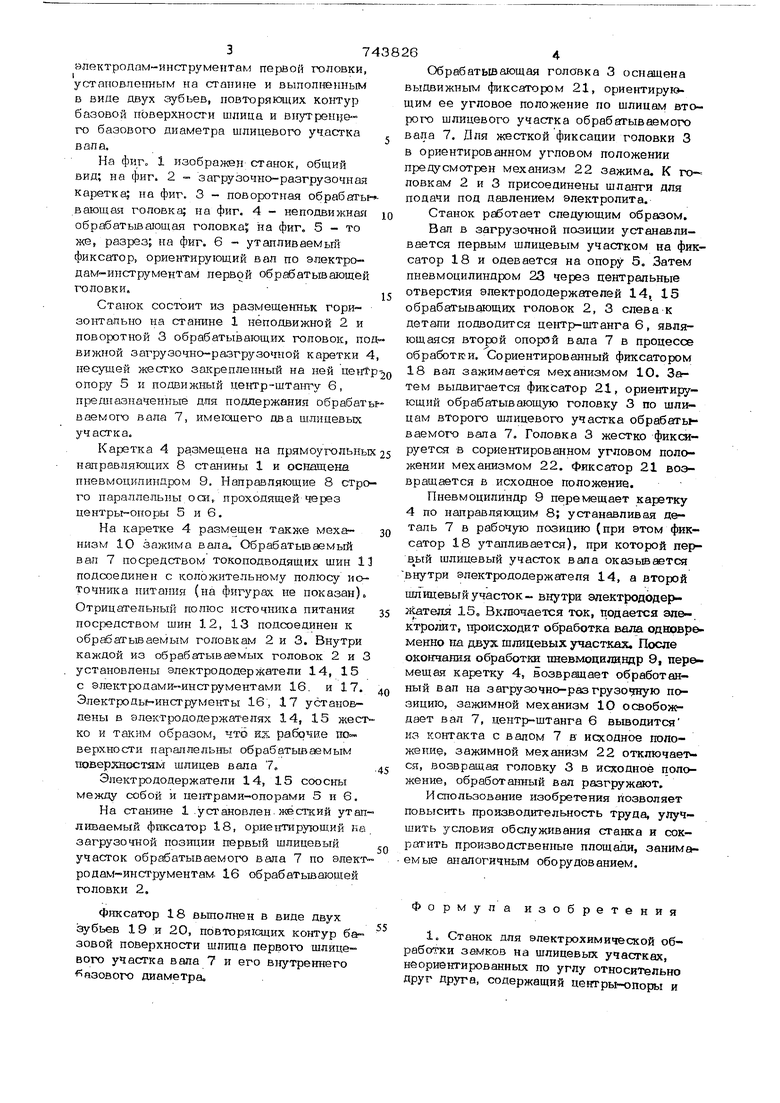
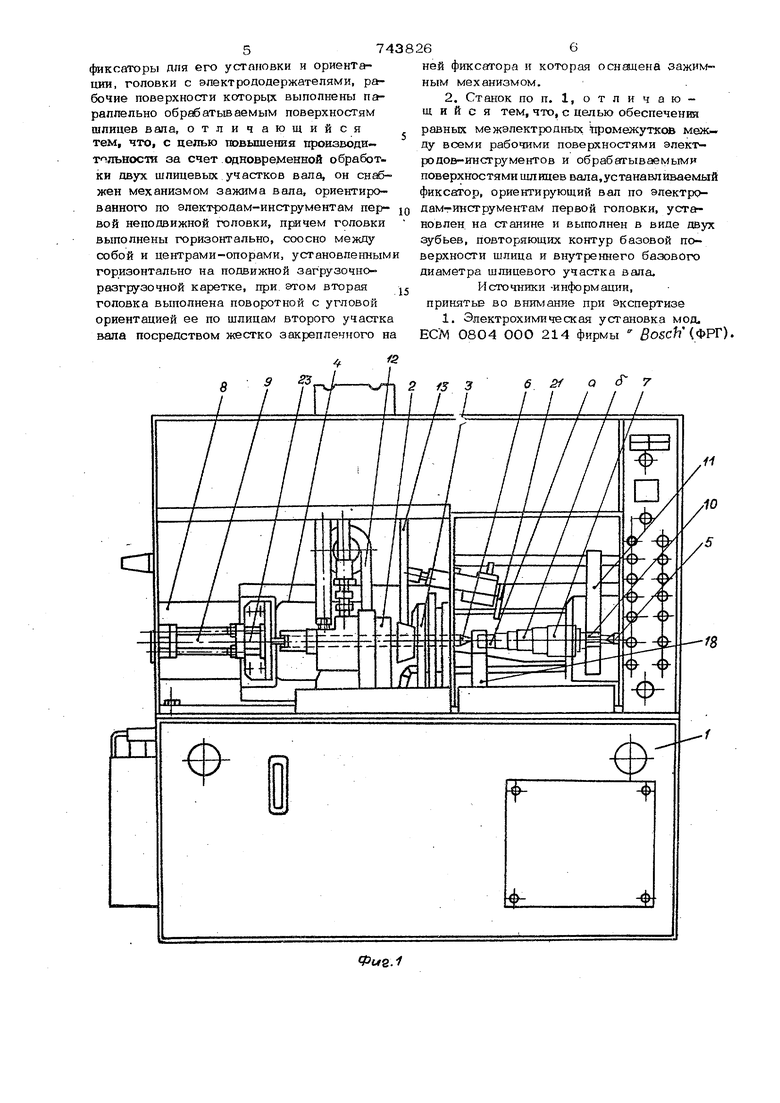
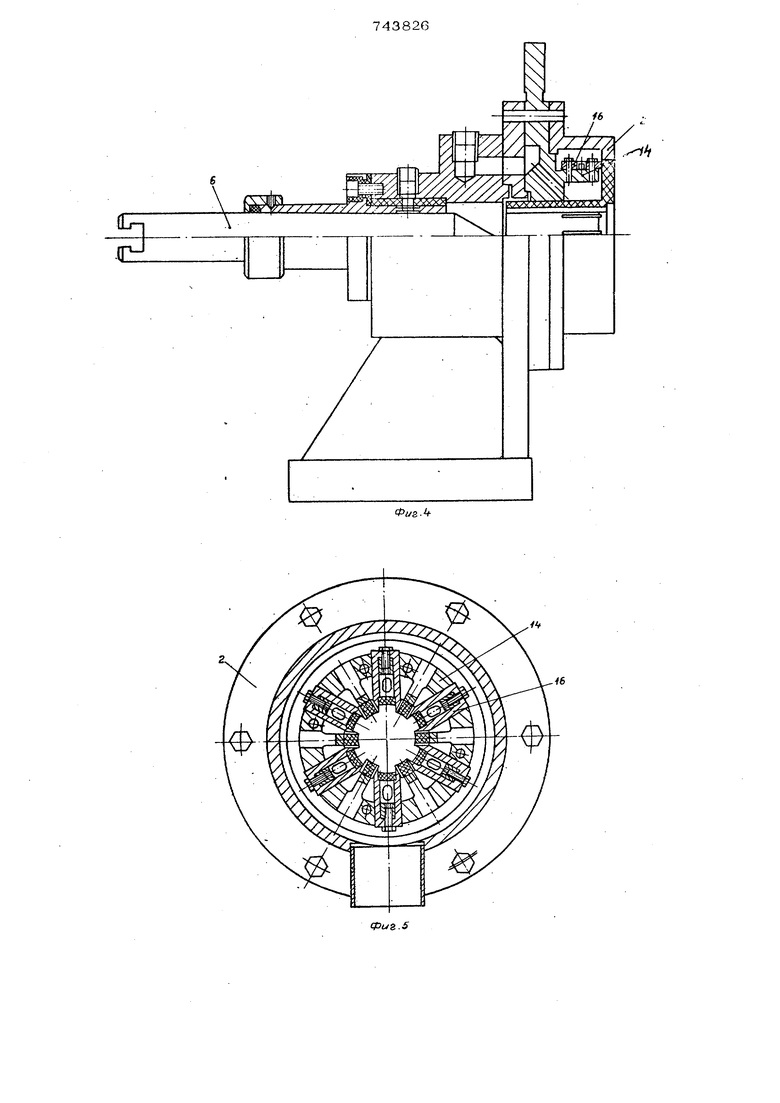
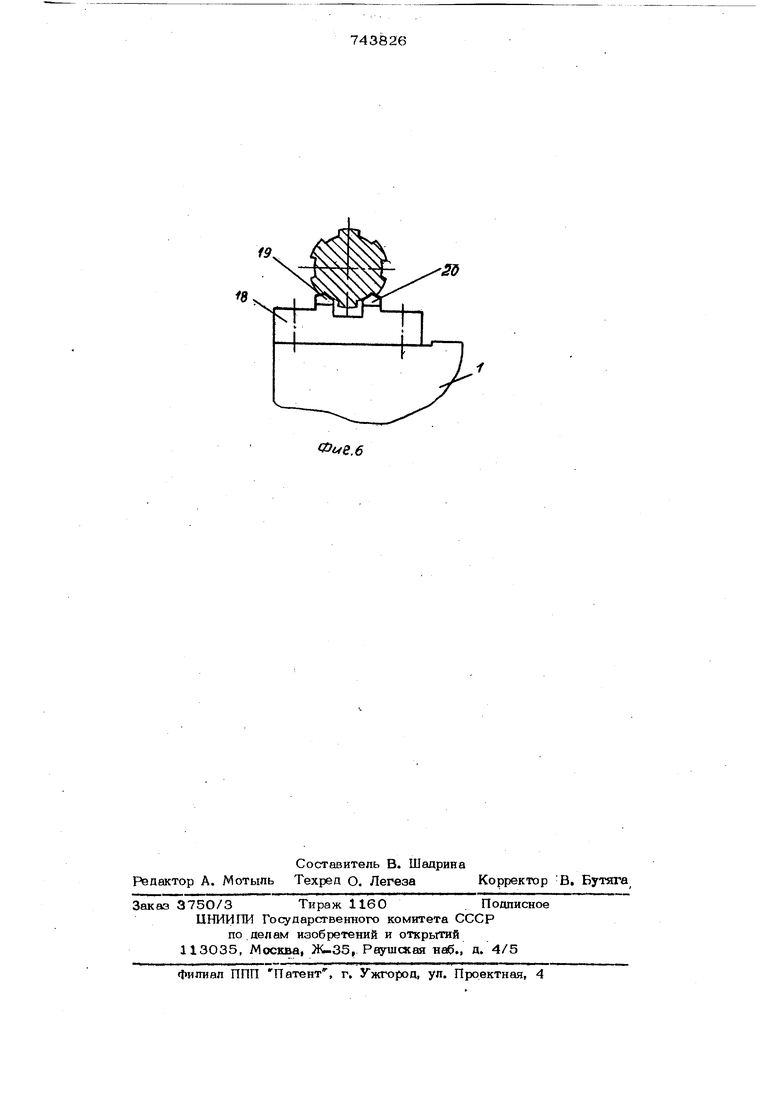
Изобретение. относится к электрохимическим и электрофизическим , методам обработки, в частности, к конструкциям стан ков для электрохимической, обработки замков на шпицевых участках вала, неориенти рованных по углу относительно друг друга Известны электрохимические станки для обработки замков на шлицевых участках вала неориентированных по углу относительно друг друга, содержащие центрыопоры и фиксапгоры для установки и ориентации обрабатываемого вала, головки с электродержателями, рабочие поверхности которых вьшолнены параллельно обрабатываемым поверхностям шлицев вала 1J . Недостатком известных станков является невозможность одновременной обработки обоих шпицевых участков одного вала, его нежесткая (фиксация и необесатечение ровных межэлектродных промежутков между всеми рабочими повер(хностямй элекгрс1До&-НЕСтрументов а обрабатываемыми поверхностями шлндев вала, что приводит к нарушению процесса обработки. , Цель изобретения - повышение произдодительности за счет одновременной обработки двух шпицевых участков вала, а также обеспечение равных межэлектродных промея утков между всеми рабочими поверхностями электродов-инструментов и обрабатываемыми поверхностями шл№цев вала. Поставленная цепь достигается за счет того, что станок снабжен механизмом зажима вала, ориентированногх) по Электродам-инструментам первой неподвижюй головки, причем головки вьшолнены горизонтально, соосно между собой и центрами-опорами, установленными горизонтально на подвижной загрузочно-раэгрузочной каретке, при этом вторая головка вьптопнена поворотной с угловой ориентацией ее по шлицам второго участка в ал а-посредством жестко закрепленного на ней фиксатора и которая оснащена зажимным механизмом. Кроме того, станок снабжен утапливаемым фиксатором, ориентирующим по йпектродам-инструментам первой головки, ycTaiioDneifflbiM на станине и вьшопненным в виде двух зубьев, повторяющих контур базовой нЬверхности шпица и BiiyTpeHj-je-го базового диаметра шпицевого участка вала. На фиго 1 изобралдан станок, общий вид; на фиг. 2 - загрузочно-разгрузочная каретка; на фиг. 3 - поворотная обрабатьг ваютцая гоповка; на фиг. 4 - неподвижная обрабатывающая гоповка на фиг. 5 - то же, разрез; на фиг, 6 - утаппиваемьй фиксатор, ориентирующий вал по электродам-инструментам первой обрабатывающей головки. Станок состоит из paзмeщe fflьк горизотетапьно на станине 1 неподвижной 2 и поворотной 3 обрабатывающих головок, по вижной загрузочно разгрузочной каретки 4 несушей «эсггко зшсрепленный на ней uejrt опору 5 и поданжный це1ггр-штант у 6, предназначенные для поддержания обрабат ваем огю вала 7, имеющего два щлицевых участка. Каретка 4 размещена на прямоугольны направляющих 8 станины 1 и оснащена пневмоцилиндром 9. Направляющие 8 стро го параллельны oai,. проходящей через центры-опоры 5 и 6, На каретке 4 размещен также механизм 10 зажима вала Обрабатьюаемый вал 7 посредством токоподводящих шин 1 подсоединен с коло жите льному полюсу источника питания (на фигурах не показан) Отрицательный полюс источника питания посредством шин 12, 13 подсоединен к обрабатываемым головкам 2 и 3. Внутри каждой из обрабатываемых головок 2 и 3 установлены электро до держатели 14, 15 с электродами-инструментами 16. и 17. Электроды-Инс1руме еты 16, 17 установлены в электрододержателях 14, 15 жест ко и таким образом, что кх рабочие пег. параллельны обрабатываемым поверхностям щлицев вала 7. Электрододержатели 14, 15 соосны между собой и центрами-опорами 5 и 6. На станине 1 .установлен, жесткий утап Л1гоаемый фиксатор 18, ориентирующий ка загрузочной позиции первый шлицевый участок обрабатываемого вала 7 по элект родам инструментам. 16 обрабатывающей головки 2.
Фиксатор 18 вьшолнен в виде двух зубьев 19 и 20, повторяющих контур базовой поверхности шпиле первого шлицевого участка вала 7 и его внутреннего вязового диаметра. 7
Формула изобретения
1. Станок для электрохимической обработки замков на шлицевых участках, неориентированных по углу относительно друг Друга, содержащий це ггры-опоры и 64 Обрабатывающая головка 3 оснащена ыдвижным фиксатором 21, ориентируюим ее угловое положение по шлицам втоого шлицевого участка обрабатываемого ала 7. Для жесткой фиксации гоповки 3 ориентированном угловом положении редусмотрен механизм 22 зажима. К головкам 2 и 3 присоединены шланги для подачи под давлением электролита. Станок работает следующим образом. Вал в загрузочной позиции устанавливается первым шлицевым участком на фиксатор 18 и одевается на опору 5. Затем пневмоцилиндром 23 через центральные отверстия электрододержателей 14, 15 обрабатывающих головок 2, 3 слева к детали подводится центр-штанга 6, являющаяся второй опорой вала 7 в процессе обработки. Сориентированный фиксатором 18 вал зажимается механизмом 10. Затем выдвигается фиксатор 21, ориентирующий обрабатывающую головку 3 по шлицам второго щлицевого участка обрабатываемого вала 7, Головка 3 жестко фиксируется в сориентированном угловом положении механизмом 22. Фиксатор 21 возвращается Б исходное положение. Пневмоцилиндр 9 перет дащает каретку 4 по направляклцим 8; устанавливая деталь 7 в рабочую позицию (при этом фиксатор 18 утапл шается), при которой первый шлицевый участок вала оказывается внутри злектрододержателя 14, а второй шлицевый участок- внутри электрододер г ателя 15, Включается ток, подается электролит, происходит обработка вала одновременно на двух шлицевых участках. После окончания обработки тшевмодили.ндр 9, пер&мещая каретку 4, возвращает обработанный вал на загрузочно-разгрузо ную позицию, зажимной механизм 1О освобождает вал 7, центр-штанга 6 выводится из контакта с валом 7 в исходное положеии, зажимной механизм 22 отключаерся, возвращая головку 3 в исходное положение, обработанный вал разгружают. Использование изобретения позволяет повысить производительность труда, улучшить условия обслуживания станка и сократить производсгвен1Пзге площади, занимаемые аналогичным оборудованием. фиксаторы дпя его установки и ориентации, гоповки с эпектрододержатепями, рабочие поверхности которьрс выполнены параппельно обрабатываемым поверхностям шлицев вала, отличающийся тем, что, с целью повышения гфонзводи- тольности за счет одновременной обработки двух шлицевых участков вала, он снабжен механизмом зажима вала, ориентированного по электродам-инструментам первой неподвижной головки, причем головки выполнены горизонтально, соосно между собой и центрами-опорами, установленным горизонтальна на подвижной загрузочноразгрузочной каретке, при этом вторая головка выполнена поворотной с угловой ориентацией ее по шлицам второго участка вала посредством жестко закрепленного н 6 2f Q II I
Фие. 1 ней фиксатора и которая оснацена зажимным механизмом. 2. Станок по п. 1, отличающий с я тем, что, с целью обеспечения равных межэлектродных промежутков между всеми рабочими поверхностями электродов-инструментов и обрабатываемыми поверхностями щлицев вала,устанавливаемыЙ фиксатор, ориентирующий вал по электродам-инсгрументам первой головки, установлен на станине и выполнен в виде двух зубьев, повторяющих контур базовой поверхности шлица и внутреннего базового диаметра щлицевого участка вала. Источники -информации, принятьв во внимание при экспертизе 1. Электрохимическая установка мод. ЕСМ 0804 000 214 фирмы Во8сЬ(ФРГ). 6 7 II
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальный станок для обработки цилиндрических поверхностей | 1978 |
|
SU867620A2 |
| Станок для электроэрозионной обработки криволинейных каналов | 1972 |
|
SU506480A1 |
| Многопозиционный станок для двухсторонней обработки деталей | 1980 |
|
SU929399A1 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| Станок для электрообработки | 1983 |
|
SU1164015A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| СТАНОК ДЛЯ СБОРКИ ГУСЕИИЧИОЙ ЦЕПИ | 1966 |
|
SU189670A1 |
| ХОНИНГОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU295657A1 |
| Агрегатный станок | 1975 |
|
SU553088A1 |
У
.6
se
