1
Изобретение относится к способам регулирования процесса тепловой обработки изделий стройиндустрии и может быть использовано на предприятиях по изготовлению сборного бетона и железобетона.
Известен способ регулирования процесса тепловой обработки путем оптимизации вводимых в систему регулирования сигналов коррекции, однако он не осуществляет коррекции в зависимости от изменяющихся свойств обрабатываемых изделий.
Целью изобретения является улучпшиие качества регулирования и снижение расхода энергии на обработку изделий.
Эта цель достигается тем, что оптимизацию вводимых сигналов коррекции осуществляют квантованием их с частотой, устанавливаемой по виду тар.ировочной кривой переходной функции, определяемой по изменению свойств обрабатываемых изделий, например, из зависимости потенциала массоцереноса от времени.
Сущность и техническое осуществление способа поясняются чертежами.
На фиг. 1 изображены кривые изменения прочности изделия сж электросопротивления эталонного тела (датчика) R,,, и температуры поверхности обрабатываемого изделия в зависимости от времени термообработки; на
2
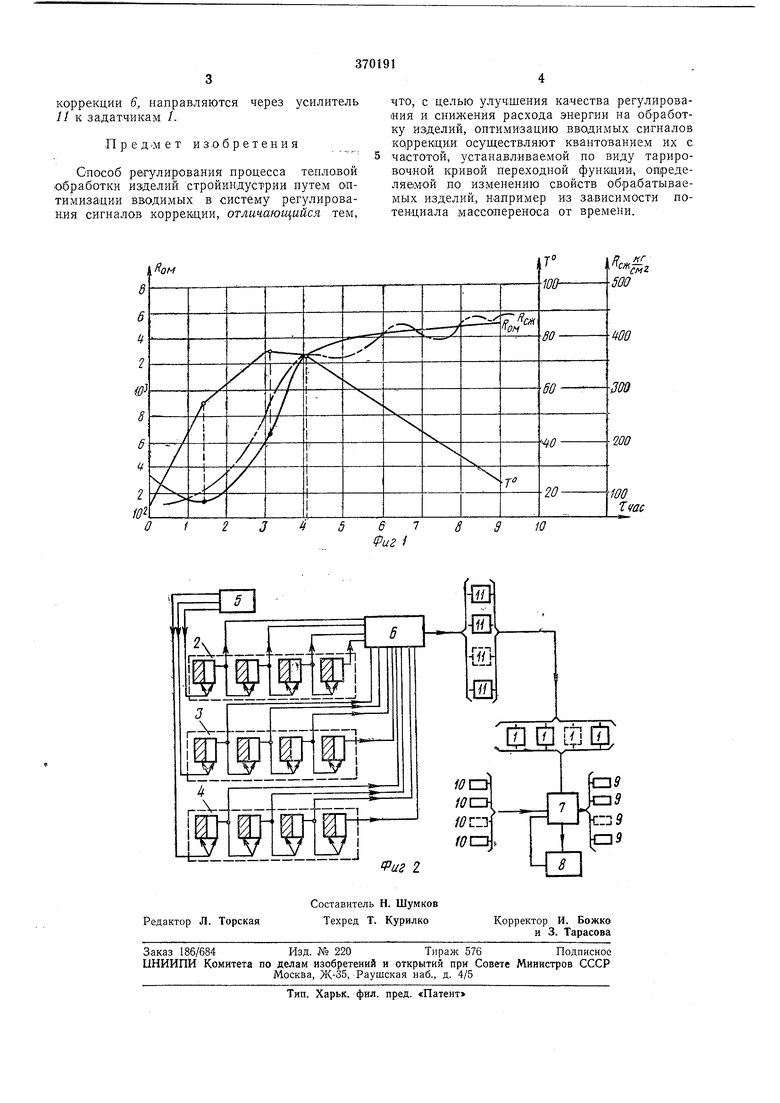
фиг. 2 - блок-схе.ма устройства реализации способа.
В изделие закладывают датчик потен-циала массопереноса и, осуществляя запись изменения электрического сопротивления эталонного тела, получают переходную функцию (7°,г) где 7° - те.лшература изделия, t - время.
Имея кривую /(Т°,г), которая коррелируется с кривой, характеризующей нарастание прочности изделия, осуществляют изменение частоты задающего воздействия на входе системы регулирования.
Величина задающего воздействия формируется задатчиками 1, в которые поступает сигиал на изменение частоты входной величины от бло,ков 2. 3 и 4, пересчитывающих величины интервалов частот, поступающих от
генератора импульсов 5. В блоке 6 осуществляется выбор величины интервала частоты входного сигнала. Задающее воздействие от задатчиков / через обегающее устройство 7 подается .на сравнивающий элемент управляющего устройства 8. .которое выдает сигнал через обегающее устройство 7 на исполнительные механизмы 9. Термодатчики 10 фиксируют отклоиение регулируемой величины (температуры) в объекте регулирования. Сигналы, избираемые переключателями блока
коррекции 6, направляются через усилитель 11 к задатчикам /.
П р е д .м е т изобретения
Способ регулирования процесса тепловой обработки из;делий стройиндустрии путем оптимизации вводимых в систему регулирования сигналов коррекции, отличающийся тем,
что, с целью улучшения качества регулирования и снижения расхода энергии на обработку изделий, оптимизацию вводимых сигналов коррекция осуществляют квантованием их с частотой, устанавливаемой по виду тарировочной кривой переходной функции, определяемой по изменению свойств обрабатываемых изделий, например из зависимости потенциала массапереноса от времени.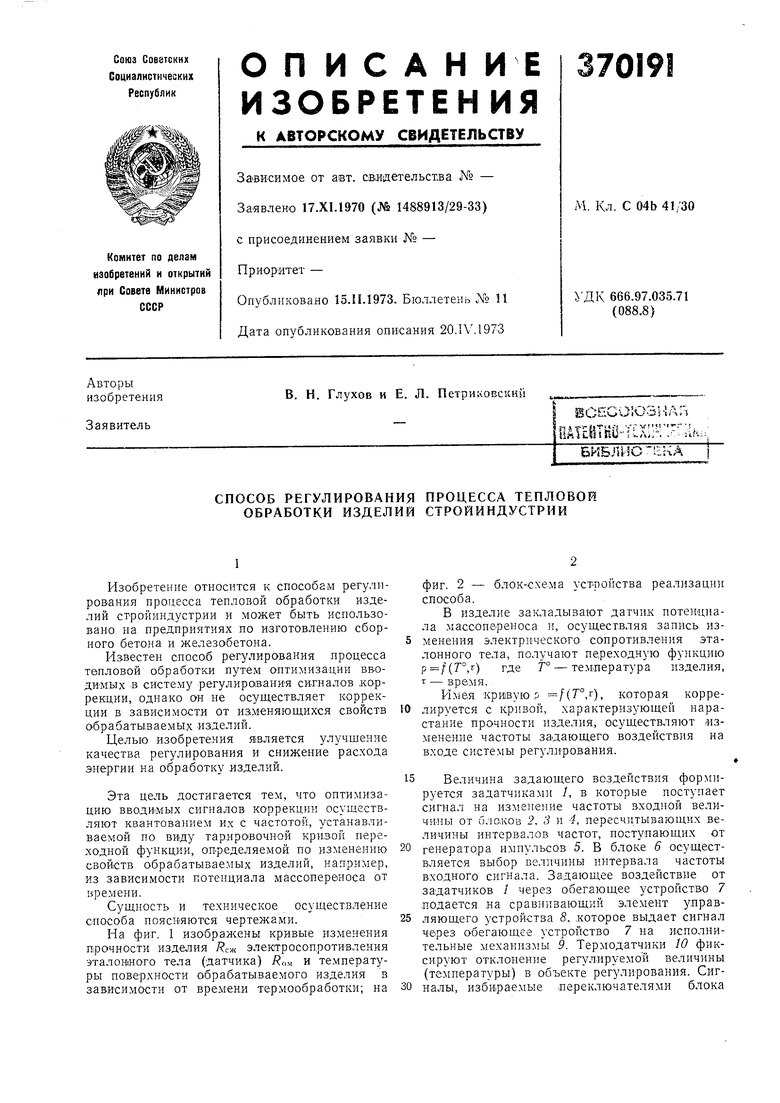
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирова-Ния пРОцЕССА ТЕРМООбРАбОТКи бЕТОН-НыХ и жЕлЕзОбЕТОННыХ издЕлий и уСТРОй-CTBO для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU846540A1 |
| Способ автоматического управления тепловой обработки бетонных изделий | 1978 |
|
SU729169A1 |
| УСТРОЙСТВО ПРОГРАММНОГО МНОГОКАНАЛЬНОГО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕПЛОВЫХПРОЦЕССОВ | 1972 |
|
SU334558A1 |
| Адаптивная система управления | 1985 |
|
SU1257612A1 |
| СПОСОБ ОПТИМИЗАЦИИ ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ПОСЛЕДУЮЩИМ АВТОМАТИЧЕСКИМ ОБЕСПЕЧЕНИЕМ ЗАДАННОЙ ИЗНОСОСТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА И КАЧЕСТВА ФОРМИРОВАНИЯ ПОВЕРХНОСТНОГО СЛОЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2104143C1 |
| Многоканальный регулятор тепловых процессов (его варианты) | 1980 |
|
SU943667A1 |
| Устройство для термической обработки сосудов высокого давления | 1978 |
|
SU750247A2 |
| Устройство для программного поддержания температуры в автоклаве | 1990 |
|
SU1770951A2 |
| ЦИФРОВАЯ СЛЕДЯЩАЯ СИСТЕМА | 1991 |
|
RU2018899C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЦИФРОВЫМ ЧАСТОТНО-РЕГУЛИРУЕМЫМ ЭЛЕКТРОПРИВОДОМ | 2013 |
|
RU2543970C1 |
ff f(f
