1
Известен внутренний щентратор, преимущественно для сборки и сварки тонкостенных труб, содержащий подвижную в осевом направлении штангу, в .корпусе которой телескопически установлена выдвижная в осевом направлении труба, причем к штанге и выдвижной трубе .шарнирно .прикреплены разжимные .рычаги, связанные между собой и -формирующим элементом.
Однако известное устройство не 0|беспечи1вает равномерного (превышения кромок труб, имеющих отклонение по диаметру.
Целью изо бретения является повышение качества сварки за счет совмещения кромок стыкуемых труб.
Это достигается тем, что предлагаемый дентратор дополнительно снабжен выдвижным штоком, телескопически установленным в выдвижной трубе и .шарнирно связанным посредcTiBOM рычага € формирующим элементом.
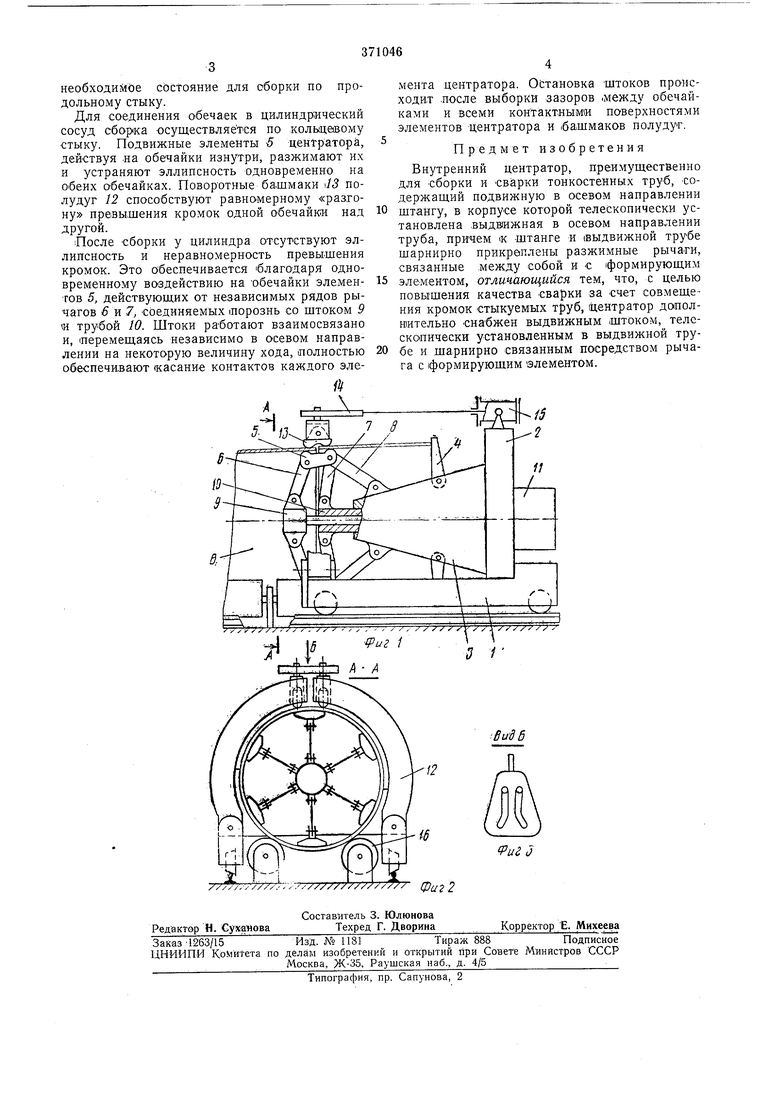
.На фиг. 1 .показан продольный разрез предлагаемого центратора; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2.
На раме тележк;и / установлена стойка 2, в которой консольно закреплена штанга 3 с ограничительно-дистанционными упорами 4, служащими для поджима обечаек и установки .стыка в рабочую зону. Формирующие элементы 5 Центратора шарнирно Соединены с рычагами 6 к 7 .наружного и .внутреннего рядов, с которыми одновременно связаны рычаги 8, закрепленные шарнирно на корпусе центратора. Шток 9 наружного ряда рычагов соосно взаимодействует с трубой W внутреннего ряда .рычагов -центратора. Штоки и труба лриводят.ся в действие приводом //. В зоне формирующих элементов центратора расположены раздвижные Полудуги 12, шарнирно закрепленные на раме тележки и снабженные поворотными башмаками 13. Полудуги приводятся в действие замком 14 через тягу от гидропривода 15.
Тележка установлена на катках для перемещения устройства .по рельсам вдоль роликовой постели 16, на которой установлены собираемые обечайки В. Управление осуществляется с пульта.
Центратор работает следующим образом. Собираемая обечайка В устанавливается на роликовую постель 16. С помощью электрокнопочного управления оператор подводит тележку / к обечайке, предварительно установив элементы 5 центратора на малый диа.метр, а полудуги 12 на наибольший охват. В таком состоянии центратор вводится в обечайку и путем последовательного сжигма-отж-има полудуг и разжима-отжима элементов
центратора собираемая обечайка принимает
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки кольцевых стыков обечаек | 1985 |
|
SU1296346A1 |
| ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ СТЫКОВ ТРУБ | 2005 |
|
RU2298129C1 |
| Внутренний центратор для сборки стыков труб под сварку | 1978 |
|
SU733944A1 |
| УСТРОЙСТВО ДЛЯ ЗАПАСОВКИ В КАМЕРУ ЗАПУСКА И ИЗВЛЕЧЕНИЯ ИЗ КАМЕРЫ ПРИЕМА СРЕДСТВ ОЧИСТКИ И ДИАГНОСТИКИ ТРУБОПРОВОДОВ | 2008 |
|
RU2390392C1 |
| НАРУЖНЫЙ ЦЕНТРАТОР ДЛЯ СБОРКИ ТРУБ ПОД СВАРКУ | 1972 |
|
SU428897A1 |
| Внутренний центратор для сборки труб под сварку | 1983 |
|
SU1123813A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
| Устройство для сборки под сварку кольцевых стыков цилиндрических обечаек | 1985 |
|
SU1323310A1 |
| Устройство для выравнивания торцовых кромок собираемых обечаек | 1987 |
|
SU1581544A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2021092C1 |
