11 Изобретение относится к оборудовй нию для сборки труб под сварку, з частности для сборки труб с заданным зазором в стыке. Известно устройство для ценгрирования и сборки труб, снабженное механизмом настройки сварочного зазора вьшолненным в виде направляющего зве на и шарнирнык многозвенников, каждый из которых включает в себя двуплечий рычаг, связывающий его с направляющим звеном, отклоняющими звеньями и индивидуальным приводом 11 3. . Недостатки известного устройства СЛОЖНОСТЬ и ненадежность конструкции так как необходимо применение для каждого рычага индивидуального привода . Наиболее близким к изобретению по своей технической сущности и достигаемому положительному эффекту двляется внутренний центратор для сборки стыков труб под сварку, содер раму с опорными рычагами и свя занный с ней центрирующий блок, имею возможность посредством силового 1далиндра, закрепленного на раме. Рама снабжена корпусом, установленным с возможностью перемещения относительно рамы и подпружиненным относительно нее в осевом направлении, а опорные элементы размещены в корпусе и связаны со штоком силового цилиндра 2 J. НедостаткЬм известного центратора является возможность перемещения собираемых труб только на стягивание, что усложняет технологический процесс и снижает производительность сборки в тех случаях, когда исходный зазор между торца1 ш труб оказьшается меньше требуемого при сварке. Цель изобретения - повышение производительности сборки за счет обеспечения возможности установки свариваемых труб с заданном зазором в стыке. Указанная цель достигается тем, что внутренний центратор для сборки труб под сварку, содержащий раму, опорные рычаги и силовой цилиндр, смонтированный на раме, на штоке которого шарнирно закреплены концы опорных рычагов, снабжены дополнитейышки цилиндрами разжима опорных рычагов со штоками, ползуном и тягами, при зтом ползун установлен на 32 силовом цилиндре с гозможностью осевого перемещения, дополнительные цилиндры и тяги шарнирно смонтированы на ползуне, штоки дополнительных цилиндров связаны с шарниром крепления концов опорных рычагов, а свободные концы тяг шарнирно закреплены на средней части опорных рычагов. Кроме того, тяги выполнены переменной длины, а опорные рычаги снабжены несколькими шарнирными узлами крепления тяг, размещенными на разном расстоянии от концов рычагов. На чертеже изображен внутренний центратор для сборки труб под сварку, общий вид. Устройство содержит раму 1, на которой закреплен силовой цилиндр 2, к штоку 3 которого шарнирно присоединены два опорных рычага 4 с опорными башмаками 5. На силовом цилиндре 2 с возможностью осевого перемещения установлены ползун 6, который соединен тягами 7 переменной длины с опорными рычагами 4 , и два симметрично расположенные цилиндра разжима 8, шарнирно связанные со штоком 3 силового цилиндра 2, и ползуном 6. Рама 1 через фланец 9 соединена с центратором 10 с одной стороны, а другой стороны через шарнир 11 - с подающей штангой 12. На раме 1 имеется упор 13, который поддерживает силовой цилиндр 2 сжатых опорных рычагах 4 в горизонтальном положении. Для регулировки центратора при сборке и центрировании труб различj ных диаметров на опорных рычагах 4 вьшолнены несколько шарнирных узлов крепления в виде отверстий, места расположения которых соответствуют изменению длины тяг 7. Устройство работает следующим образом. При помощи штанги 12 центратор вводится внутрь двух собираемых труб и устанавливается на стык. Разжимается ряд А центрируницих жимков и фиксирует одну из собираемых труб,затем разжимается ряд В центрирующих жимков до соприкосновения с внутренней поверхностью второй трубы. После этого цилиндрами разжима 8 .опорные рычаги 4 разжимаются до заклишвания в трубе. При достижении достаточного усилия, начинает переме3 11238 щаться шток 3 силового цилиндра 2 с установленными на нем и зафиксированными рычагами 4, которые увлекают за собой трубу. При необходимости трубу можно переместить в обратном5 направлении, так как резжим рычагов осуществляется цилиндрами разжима 8, а перемещение трубы - силовым цилиндром 2, Ходом цилиндров разжима 8 и регу-Ю лировкой длины тяг 7 можно изменять 3 угол и усилие заклинивания рычагов. 4. Применениепредлагаемого устройства для сборки труб в большом диапазоне диаметров ( 720-1420) на механизированных трубосборочных стендах позволяет увеличить производительность сборки труб на 30% по сравнению с производительностью сборки труб при помощи известных устройств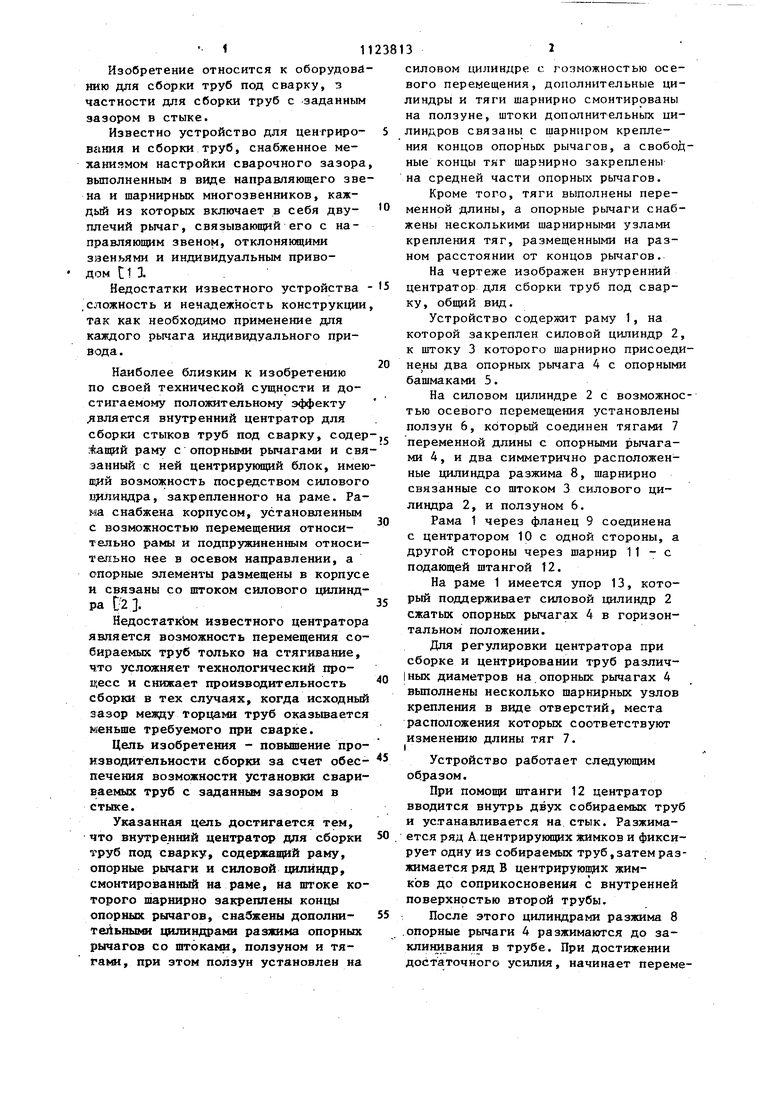

| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор для сборки стыков труб под сварку | 1978 |
|
SU733944A1 |
| Внутренний центратор | 1983 |
|
SU1126397A1 |
| Внутренний центратор | 1982 |
|
SU1076243A1 |
| Внутренний центратор для сборки стыков труб под сварку | 1981 |
|
SU963766A2 |
| Способ сборки под сварку труб в плети и устройство для его осуществления | 1979 |
|
SU867582A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАКЕТОВ ИЗ ОРЕБРЕННЫХ ТРУБ | 1995 |
|
RU2071897C1 |
| Центратор для сборки труб под сварку | 1985 |
|
SU1298028A1 |
| Устройство для сборки под сварку цилиндрических изделий | 1978 |
|
SU753574A1 |
| Установка для сборки и сварки трубопроводов | 1978 |
|
SU882714A1 |
| Устройство для формирования обратной стороны шва сварного кольцевого стыка | 1977 |
|
SU749611A1 |
1. ВНУТРЕННИЙ ЦЕНТРАТОР ДЛЯ СБОРКИ ТРУБ ПОД СВАРКУ, содержащий раму опорные рйчаги и силовой циЛиццр, смонтированный на раме, на itfroKe которого шарнирно закреплены концы опорных рычагов, отличающийся тем, что, с целью повышения производительности сборки за счет обеспечения возможности установки свариваемых труб с заданным зазором в стыке, центратор снабжен дополнительными цилиндрами разжима опорных рычагов со штоками, позлуном и тягами, при этом ползун устан.овлен на силовом цилиндре с возможностью осевого перемещения, дополнительные цилиндры и тяги шарнирно смонтированы на ползуне, штоки дополнительных цилиндров связаны с шарниром крепления концов опорных рычагов, а свободные концы тяг шарнирно закреплены на средней части опорных рычагов. 2. Центратор по п. 1, отличающийся тем, что тяги выполнены переменной длины, а опорные рычаги снабжены несколькими шарнирными узлами крепления тяг, размещенными на разном расстоянии от концов рычагов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР Н 8993015, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Внутренний центратор для сборки стыков труб под сварку | 1978 |
|
SU733944A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
