Изобретение относится к соединению труб, в частности к сварным соединениям, и может быть использовано в составе трубосварочных баз и трубосварочных комплексов в качестве оборудования для сборки и сварки поворотных стыков труб на строительстве трубопроводов в полевых условиях.
Известна линия сборки труб ЛСТ-81 для сборки и сварки корневым слоем шва труб малого и среднего диаметров - 325-820 мм, с заводской стандартной разделкой кромок, в трубные секции длиной до 36 м в составе трубосварочной базы БНС-81 (Каталог машин для строительства трубопроводов, издание VIII, СКБ «Газстроймашина», 1990 г., с.127, 128 (Приложение 2) и Приложение 1, рис.1.1-5.1).
Известен стенд ССТ-141А для сборки и сварки труб больших диаметров - 1020-1420 мм, с заводской стандартной разделкой кромок, в трубные секции длиной до 36 м (Каталог машин для строительства трубопроводов, издание VIII, СКБ «Газстроймашина», 1990 г., с.129 (Приложение 2).
На ЛСТ-81 и ССТ-141А центровка труб производится путем ввода в трубу сменного внутреннего гидравлического центратора типа ЦВ. Соответствующий диаметру трубы центратор устанавливается на тележке, которая перемещается на роликах по направляющим, закрепленным на раме линии сборки и сварки, с возможностью фиксироваться в различных положениях в зависимости от длин свариваемых труб. Для различных диаметров внутренних центраторов на основном ложементе тележки предусмотрена возможность установки соответствующих сменных ложементов и регулировка положений ложементов по высоте под диаметры свариваемых труб.
Подача центратора в трубу осуществляется штангой, перемещаемой посредством приводных роликов. Штанга установлена на дополнительной раме, которая имеет регулировку по высоте под диаметр соответственно свариваемых труб.
Известное трубосварочное оборудование имеет следующие недостатки:
Необходимость при сборке и сварке стыка корневым слоем шва производить потолочную сварку, т.к. центратор не вращается;
Увеличенную длину линии (стенда) сборки и сварки из-за габаритов штанги и тележки;
Необходимость дополнительного оснащения:
- тележкой с комплектом сменных ложементов для установки центраторов под соответствующие диаметры труб;
- приводом для перемещения штанги центратора;
- дополнительной рамой для поддержания штанги центратора;
Необходимость оснащения каждого типоразмера центратора встроенной гидростанцией с гидроаппаратурой управления;
Теряется технологическое время на величину времени вхождения центратора в трубу и выхода из нее;
Неудобство управления центратором при центровке труб, так как управление необходимо производить вручную в зоне центратора и в зоне конца штанги;
Неудобство или невозможность произвести сжатие жимков центратора при нахождении центратора в трубе и отказе в работе гидроаппаратуры или гидростанции.
Известна также линия сборки и сварки труб трубосварочной базы БТС-142В для сборки и сварки под слоем флюса труб большого диаметра - 1020-1420 мм, с предварительно переточенными под сварку кромками нового профиля, отличного от стандартного (Каталог машин для строительства трубопроводов, издание VIII, СКБ «Газстроймашина», 1990 г., с.126 (Приложение 2) и Приложение 3, рис.1.3-3.3), где центровка труб производится путем надвигания труб на сменный вращающийся гидравлический центратор, установленный на штанге. Задняя часть штанги закреплена шарнирно без возможности осевого вращения на регулируемой по высоте опоре, установленной на стенке поста внутренней сварки, который имеет возможность заданного небольшого перемещения вдоль рамы. В передней части штанга имеет сменную опору в виде сектора заданной длины, которой опирается на ролики выдвижной опоры, закрепленной на раме.
Линия сборки и сварки трубосварочной базы ETC-142B также имеет недостатки:
Предназначена только для сборки и сварки труб со специальной разделкой кромок, отличной от стандартной заводской;
Ограниченный диапазон свариваемых труб из-за конструктивного ограничения возможности уменьшения диаметра внутреннего центратора менее 1020 мм;
Каждый центратор для соответствующих диаметров свариваемых труб должен оснащаться встроенной гидростанцией с гидроаппаратурой управления;
Неудобство или невозможность доступа к гидроаппаратуре, гидростанции и аварийным заглушкам, при нахождении центратора в трубе, для осуществления сжатия жимков центратора в случае отказа в работе дистанционного управления.
Задача изобретения - обеспечить возможность вращения штанги вместе с трубами и возможность гидропитания центратора и управления им извне.
Технический результат - расширение технологических возможностей, повышение эксплуатационной надежности и производительности линии.
Это достигается тем, что в линии для сборки и сварки стыков труб, содержащей раму с регулируемыми по высоте передней и задней опорами и расположенную на них штангу с установленным на штанге центратором, соединенным с гидростанцией и гидроаппаратурой управления, задняя часть штанги снабжена опорой на подшипниках и гидрошарниром, а гидростанция и гидроаппаратура управления установлены вне центратора и соединены с ним через гидрошарнир. Кроме того, передняя часть штанги снабжена обечайкой, имеющей возможность контактировать с передней опорой, а линия снабжена комплектом обечаек, соответствующих диаметрам свариваемых труб.
Действительно, установка задней части штанги центратора на опоре на подшипниках и наличие гидравлического шарнира дает возможность придать штанге вращательное движение вместе с трубами и подсоединить центратор к гидростанции, которая размещена снаружи, вне центратора, в удобном для обслуживания месте, что позволяет: упростить конструкцию сменных внутренних гидравлических центраторов за счет питания от одной гидростанции; обеспечить удобство в обслуживании и сократить время на устранение возникших отказов при нахождении центратора в трубе; обеспечить удобство ручной и полуавтоматической сварки за счет поворота труб и исключения потолочной сварки; обеспечить возможность автоматической сварки при установке наружной сварочной головки и вращении труб с заданной скоростью; обеспечить возможность производить при необходимости поворотную сварку всех слоев шва.
Установка в передней части штанги обечайки, соответствующей диаметру штанги и диаметру центрируемых труб, упрощает конструкцию передней опоры и перенастройку линии под сварку труб в заданном диапазоне диаметров.
Заявляемая линия обеспечивает возможность сборки и сварки труб в заданном диапазоне диаметров, например, от 325 до 1420 мм со стандартной заводской разделкой кромок, т.к. она снабжена комплектом внутренних центраторов типа ЦВ, устанавливаемых на соответствующих штангах.
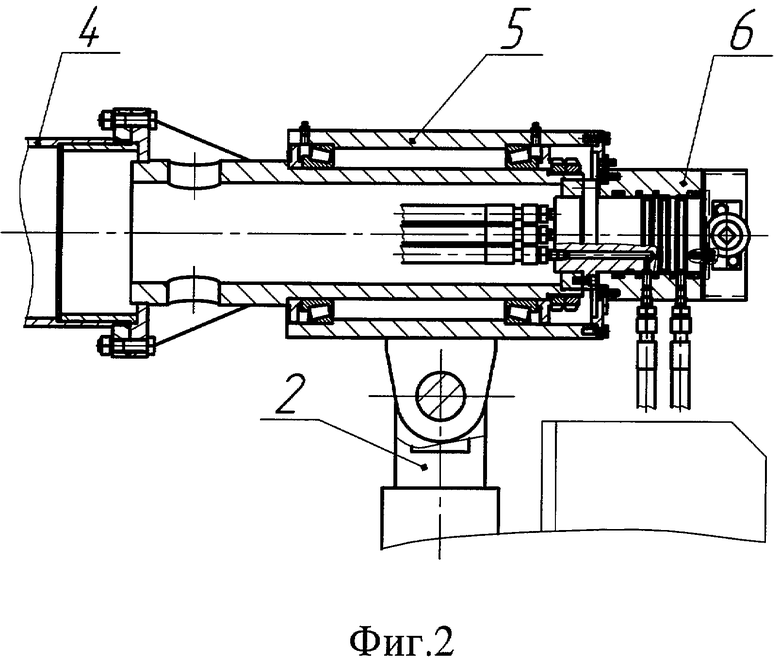
Изобретение иллюстрируется чертежами, где на фиг.1 - линия для сборки и сварки поворотных стыков труб (вид сбоку), на фиг.2 - задняя опора на подшипниках с гидравлическим шарниром (продольный разрез, увеличено).
Линия включает раму 1, регулируемые по высоте заднюю опору 2 и переднюю опору 3, штангу 4 с опорой на подшипниках 5 и гидравлическим шарниром 6, обечайку 7, внутренний гидравлический центратор 8, гидростанцию 9, гидроаппаратуру управления (не показана), рольганг 10, сварочное оборудование (не показано).
В зависимости от диаметра свариваемых труб на линии устанавливается соответствующая штанга 4 с обечайкой 7, центратор 8.
Линия работает следующим образом.
В исходном положении задняя часть штанги 4 опорой на подшипниках 5 шарнирно опирается на регулируемую по высоте опору 2, закрепленную на раме 1. Передняя часть штанги через обечайку 7 опирается на переднюю опору 3, закрепленную на раме 1. Центратор 8 посредством трубопроводов и рукавов высокого давления через гидравлический шарнир 6 соединяется с гидроаппаратурой управления и гидростанцией 9 (фиг.2).
При сборке и сварке двухтрубных секций трубу 11 перемещают по рольгангу 10 и надвигают на центратор 8. После вхождения центратора в трубу переднюю опору 3 опускают в нижнее положение. Трубу 11 перемещают в положение, при котором задний торец трубы окажется посередине, между жимками центратора. В этом положении трубу 11 фиксируют соответствующим рядом жимков центратора 8 (фиг.1). Затем по рольгангу 10 подают трубу 12 и надвигают на центратор 8. Трубу 12 устанавливают на центраторе с требуемым зазором относительно торца трубы 11 и фиксируют в этом положении соответствующим рядом жимков центратора. Производят подъем труб 11, 12 на опорах вращения (не показаны) и осуществляют центровку труб. После этого производят наружную сварку корневого слоя шва по известной технологии (ручной, полуавтоматической или автоматической сваркой) с дискретным или непрерывным вращением собранных труб. По завершении сварки двухтрубной секции производят разжатие жимков центратора и опускание ее на рольганг, а затем перемещают по рольгангу согласно технологической схеме. При выходе заднего торца сваренной двухтрубной секции за переднюю опору 3 производят подъем опоры в исходное положение для поддержания штанги 4 с центратором 8.
При всех других вариантах сборки и сварки труб работа линии будет аналогична.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛЕВАЯ МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ СВАРКИ ТРУБНЫХ УЗЛОВ И НЕСТАНДАРТНОГО ОБОРУДОВАНИЯ | 2009 |
|
RU2433897C2 |
| ЦЕНТРАТОР ВНУТРЕННИЙ ГИДРАВЛИЧЕСКИЙ | 2003 |
|
RU2249145C1 |
| СПОСОБ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ И ЦЕНТРАТОР ДЛЯ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ | 2008 |
|
RU2397854C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОВОРОТНЫХ СТЫКОВ ТРУБLL :'.и.и^ .•; ..i-^ r;v,:;iTi;3 -•>& 1;::;:-:^;[:с::;п р';5л:;о1^;:А | 1965 |
|
SU173358A1 |
| БАЗА ТРУБОСВАРОЧНАЯ | 2015 |
|
RU2629412C2 |
| Устройство для сборки и вращения цилиндрических изделий | 1985 |
|
SU1348124A1 |
| Внутренний центратор для сборки труб под сварку | 1983 |
|
SU1123813A1 |
| Способ изготовления прямошовных сварных труб конечной длины | 1991 |
|
SU1816525A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| Трубосварочный комплекс | 1984 |
|
SU1159750A1 |
Изобретение относится к строительству трубопроводного транспорта и может быть использовано в составе трубосварочных баз и трубосварочных комплексов при сборке и сварке поворотных стыков труб в диапазоне диаметров от 325 до 1420 мм. На раме размещены регулируемые по высоте передняя и задняя опоры, на которых расположена штанга с центратором, соединенным с гидростанцией и гидроаппаратурой управления. Задняя часть штанги снабжена опорой на подшипниках и гидравлическим шарниром, что обеспечивает вращательное движение штанги с центратором и позволяет вынести гидростанцию с гидроаппаратурой управления из центратора в удобное для обслуживания место. Соединение гидростанции с центратором и гидроаппаратурой управления осуществляется посредством трубопроводов через гидравлический шарнир. Передняя часть центратора содержит обечайку, которой штанга опирается на выдвижную опору, что упрощает конструкцию выдвижной опоры и перенастройку под сварку труб различных диаметров, расширяет технологические возможности устройства, повышает эксплуатационную надежность. 2 з.п. ф-лы, 2 ил.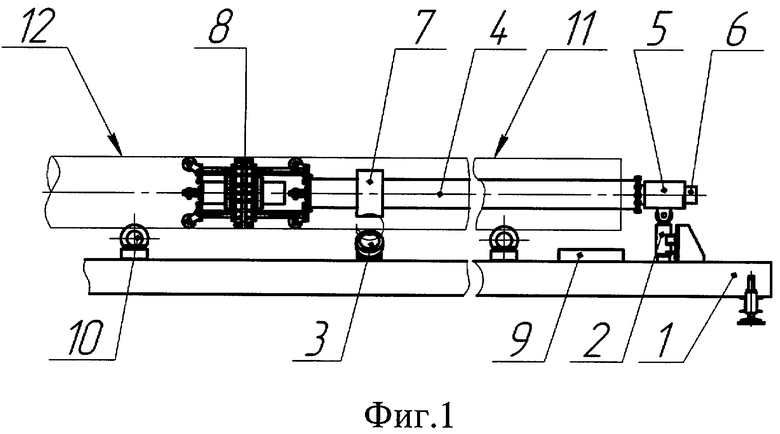
| Каталог машин для строительства трубопроводов | |||
| Издание VIII | |||
| СКБ «Газстроймашина» | |||
| Способ приготовления консистентных мазей | 1919 |
|
SU1990A1 |
| Устройство для сборки и вращения цилиндрических изделий | 1985 |
|
SU1348124A1 |
| Трубосварочный комплекс | 1984 |
|
SU1159750A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ | 1993 |
|
RU2034689C1 |
| Стан для сборки и сварки прямошовных труб | 1979 |
|
SU912321A1 |

