1
Известны способы шлифования профильных поверхностей с постоянной продольной образующей, по которым формообразующее движение обкатки обрабатываемого изделия относительно вращающегося режущего инструмента задают с помощью несущего копира, связанного натянутыми в противоположных направлениях гибкими нерастяжимыми лентами с опорной плитой, по которой без скольжения обкатывают несущий изделие копир, профилю которого придают форму, эквидистантную обрабатываемой поверхности.
Предложенный способ позволяет обрабатывать пелинейчатые и в том чис.те вогнутые поверхности благодаря тому, что периферийную цилиндрическую поверхность вращающегося инструмента используют в качестве огибающей обрабатываемой поверхности, а контактной поверхности опорной плиты придают цилиндрическую форму с радиусом, отличающимся от радиуса режущего инструмента на величину постоянной эквидистанты профиля несущего копира относительно обрабатываемой поверхности.
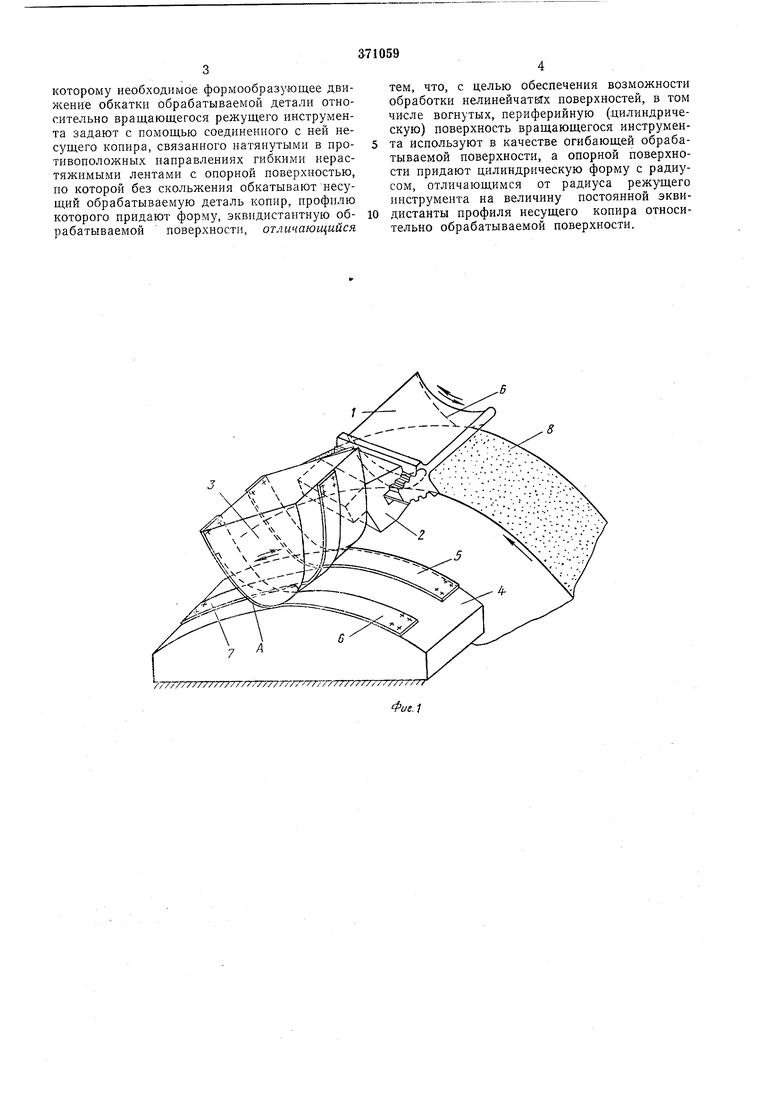
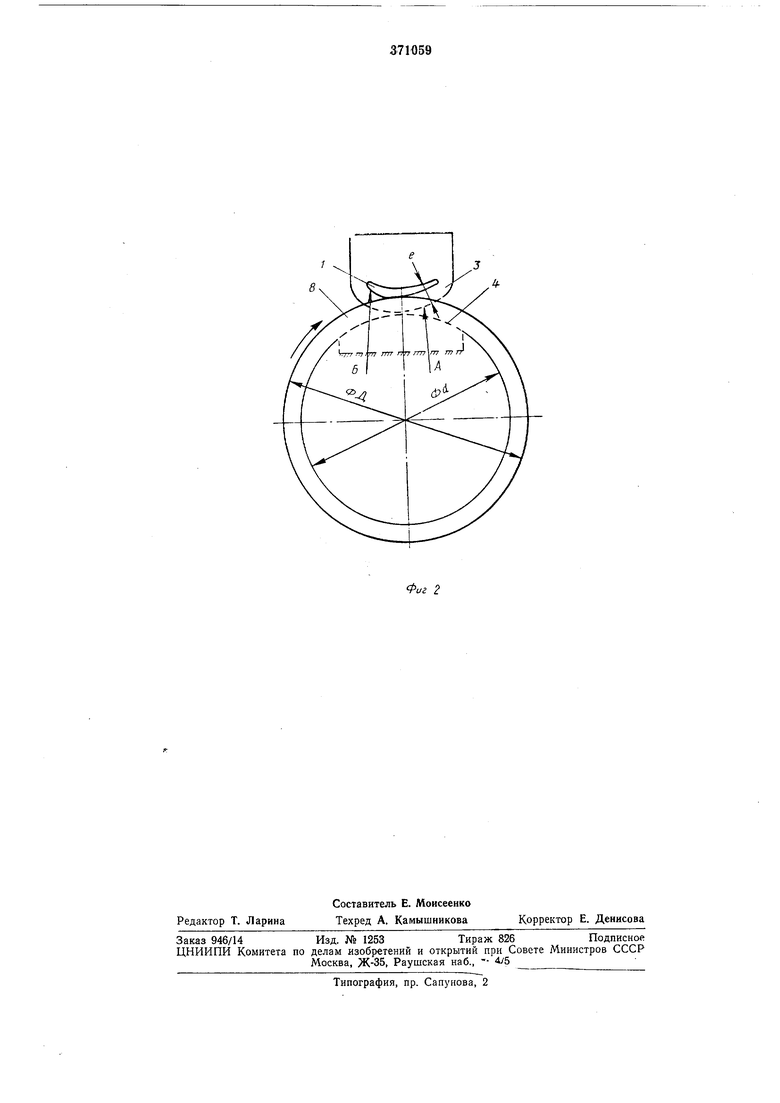
На фиг. I схематично изображена сущность описываемого способа, на фиг. 2 - соотнощение эквидистант копира с обрабатываемой деталью и опорной поверхности с абразивным
кругом..
Обрабатываемая деталь / с помощью крепежного приспособления 2 неподвижно установлена на несущем копире 3. Контактная поверхность А несущего копира эквидистантна обрабатываемой поверхности Б детали /.
Несущий обрабатываемую деталь / копир 3 установлен на опорной поверхности 4, с которой он связан натянутыми в противоположных направлениях гибкими нерастяжимыми лентами 5, 6 я 7, закрепленными одними концами на опорной поверхности 4, а другими на копире 3. В качестве огибающей обрабатываемую поверхность Б используют периферийную (цилиндрическую) поверхность вращающегося режущего инструмента 8 (щлифовального круга).
На фиг. 2 показано, что разность диаметров щлифовального круга 8 D и цилиндра d опорной поверхности равна расстоянию е профилем Б обрабатываемой детали / и профилем А несущего ее копира 3 ().
При работе устройства копир 3 перекатывается по цилиндрической поверхности опорной поверхности 4 и перемещает изделие /, которое при этом обкатывается по периферийкой поверхности вращающегося щлифовального круга.
Предмет изобретения
Способ щлифования профильных поверхностей с постоянной продольной обоазхюгпей, по
которому необходимое формообразующее движение обкатки обрабатываемой детали относительно вращающегося режущего инструмента задают с помощью соединенного с ней несущего копира, связанного натянутыми в противоположных направлениях гибкими нерастяжимыми лентами с опорной поверхностью, ио которой без скольжения обкатывают несущий обрабатываемую деталь копир, профилю которого придают форму, эквидистантную обрабатываемой поверхности, отличающийся
тем, что, с целью обеспечения возможности обработки нелинейчатвгх поверхностей, в том числе вогнутых, периферийную (цилиндрическую) поверхность вращающегося инструмента используют в качестве огибающей обрабатываемой поверхности, а опорной поверхности придают цилиндрическую форму с радиусом, отличающимся от радиуса режущего инструмента на величину постоянной эквидистанты профиля несущего копира относительно обрабатываемой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU404613A1 |
| И Е ЕНИЯ384658М. Кл. В 24Ь 19Л4УДК 621.922.079 (088.8) | 1973 |
|
SU384658A1 |
| Способ шлифования криволинейных поверхностей | 1977 |
|
SU634912A1 |
| Устройство для копировальной обработки фасонных поверхностей деталей | 1970 |
|
SU751589A1 |
| УСТРОЙСТВО для ОБРАБОТКИ ТРОХОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ | 1969 |
|
SU248446A1 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU749644A1 |
| Способ ленточного шлифования | 1979 |
|
SU929410A2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Способ шлифования криволинейных поверхностей | 1976 |
|
SU732126A1 |
| Копировальный станок | 1970 |
|
SU446397A1 |