1
Изобретение относится к области обработки криволинейных поверхностей деталей преимущественно постоянного профиля.
Известен способ шлифования криволинейных поверхностей деталей, при котором вращающийся абразивный инструмент подают на врезание, а обрабатываемой детали сообщают формообразующее движение обкатки относительно инструмента, положение которого в конце обработки корректируют иа величину его износа 1 Корректирование положения шлифовального инструмента в конце обработки повышает точность изготовления деталей. Однако известный снособ имеет кииематическую погрешность обработки, возникающую от износа шлифовального инструмента, что снижает точность обработки деталей и повышает расход шлифовального инструмента, так как с целью достижения требуемой точности обработки шлифовальный инструмент используют не до полного износа.
Цель изобретения - повышение точности обработки и коэффициента использования инструмента.
Для этого по предлагаемому способу инструмент дополнительно синхронно с формообразующим движением обкатки смещают в направлении, обеспечивающем контакт его с изделием.
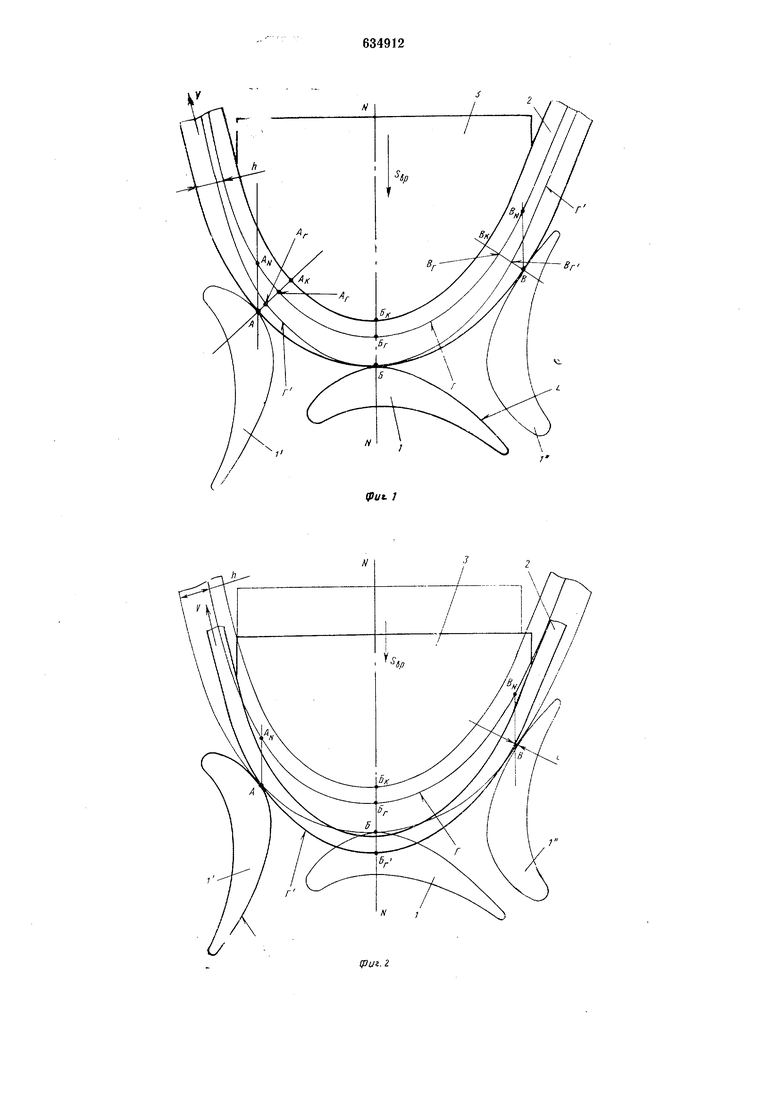
На фиг. 1 показано возникновение кинематической погрешности обработки по известному способу; на фиг. 2 - то же, по предлагаемому способу (тонкими линиями изображено исходное ноложение изношенной и новой абразивной лент с контактным копиром, а толстыми линиями - положение изношенной ленты с копиром при обработке точки А профиля детали в ее положении Г).
Обрабатываемой детали 1 с помощью специального устройства - механизма обката (не изображен) сообщают формообразующее движение обкатки относительно шлифовального инструмента, например абразивной ленты 2, движушейся со скоростью V но огибаемому ею профильному контактному элементу- копир 3.
В процессе формообразующего движения обкатки обрабатываемая деталь занимает различные положения: 1, Г, 1 и т. д. относительно шлифовального инструмента.
Контактный копир 3 вместе с лентой подают на врезание в направление 5вр., параллельном линии NN, перпендикулярной к среднему положению обрабатываемой детали в процессе обкатки.
Если абразивная лента не изношена по толщине, то в конце подачи на врезание теоретический профиль L обрабатываемой детали касается ленты в точках А, Б и В,
соответствующих положениям детали 1, 1 и . При этом никакой кинематической погрешности обработки не возникает, т. е. деталь будет обработана точно, так как расстояния ААк, ББк и ВВк от детали до контактной новерхности конира 3 будут одинаковыми и равными толщине абразивной ленты.
Допустим, в процессе шлифования абразивная лента изнашивается ио толщине на величину /г, в результате чего ее рабочий абразивный нокров приобретает форму Г. Если копир 3 в конце обработки.оставить в этом же положении, то различные точки профиля L обрабатываемой детали 1 будут недоработаны на величину износа ленты
, Bb,EBr.
Чтобы этого не произошло, согласно известному способу копир 3 смешают в направлении подачи 5вр. на величину износа ленты /I. При этом точка Бг попадает на точку Б, а рабочий профиль ленты занимает положение Г , причем во всех положениях обрабатываемой детали, кроме положения 1, между лентой и теоретическим профилем L детали оказывается зазор. Например, в положении детали Г между точкой А и ближайшей точкой Ар- ленты появляется зазор ААГ , аналогично в положении 1 детали появляется зазор ВВг Следовательно, в положениях 1 и Г детали ее точчн А и В будут недоработаны на величины этих «зазоров - ААг, ВВг, которые и представляют собой так называемую кинематическую погрешность обработки.
Отличительная особенность предлагаемого способа состоит в том, что копир с лентой дополнительно смещают в направлении обрабатываемой детали до контакта с ней синхронно с формообразующим движением ее обкатки на величины, при которых устраняются кинематические погрешности обработки, возникающие от износа ленты по толщине.
Чтобы определить величины дополнительных смещений копира, проведем через точки А, В (и т. п.) линии AA,Y, ВВдг (см. фиг. 1), параллельные направлению подачи 5вр., до их пересечения е кривой Г.
В положении лопатки Г копир 2 смещают в направлении на величину ААд, при которой, точка A.V изношенного профиля Г ленты касается точки А обрабатываемой детали в новом положении Г режущей поверхности ленты. /Аналогично в положении детали копир смещают на величину ВВдг, чтобы точка B.Y ленты касалась обрабатываемой детали в точке В (на фиг. 2 не изображено), причем смещения ААдг, ВВди т. п. не равны между собой.
Обязательным условием способа является
синхронность смещения копира (шлифовального инструмента) и формообразующего движения обкатки обрабатываемой детали. Если это условие не выдерживается, то будут получаться бракованные детали. Это
видно на фиг. 2. Если, например, в положении детали 1 лента 2 касается детали в расчетной точке А, то при том же положении копира (т. е. в том же положении режущей поверхности Г щлифовального инструмента) в положении детали 1 точка Б г ленты зарезает теоретический профиль детали на- величину ББг, а в положении детали I ее точка В будет недоработана на величину е.
Величины смещений щлифовального инструмента в каждом конкретном случае могут быть определены, например, выщеизложенным графическим построением.
Синхронность смещения щлифовального
инструмента (копира с лентой) с формообразующим движением обкатки детали может быть обеспечена устройствами, которые могут быть разработаны при обычном проектировании.
.
Формула изобретения
Способ шлифовапия криволинейных поверхностей, при котором вращающийся абразивный инструмент подают на врезание,
а обрабатываемой детали сообщают формообразующее движение обкатки относительно инструмента, положение которого в конце обработки корректируют на величину его износа, отличающийся тем, что, с
целью повышения точности обработки, инструмент дополнительно синхронно с формообразующим движением обкатки смещают в направлении, обеспечивающем контакт его с изделием.
Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 411986, кл. В 21В 21/16, 1963.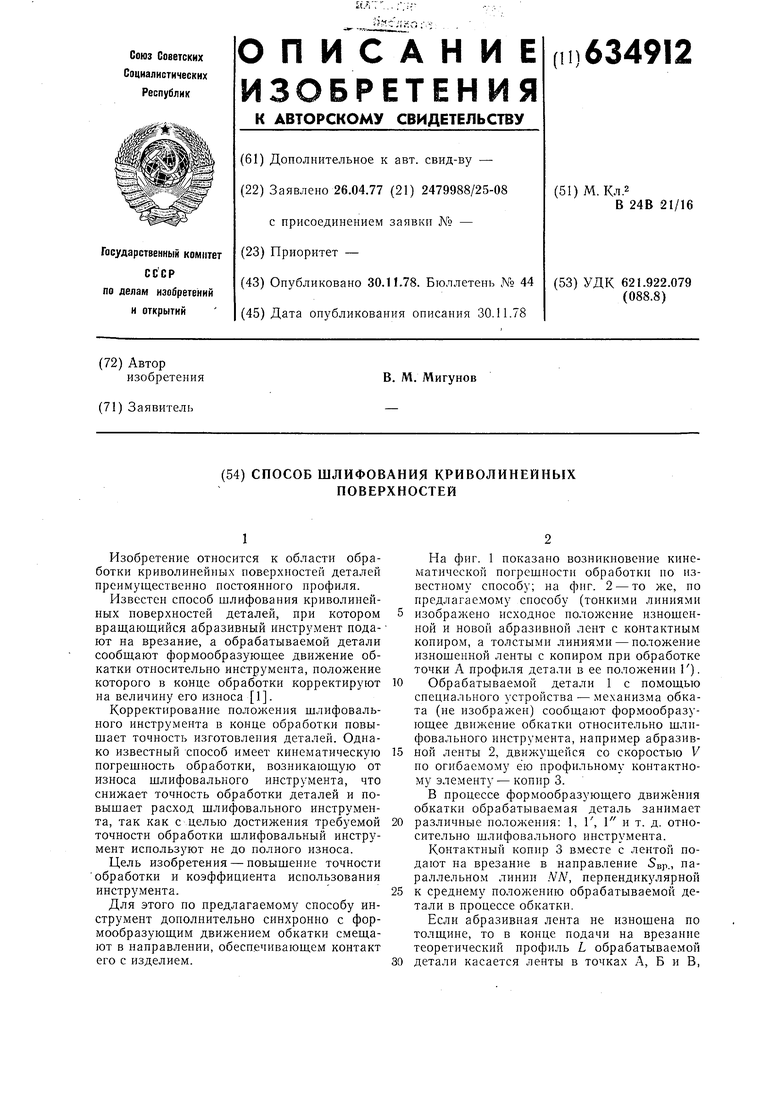
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU891364A2 |
| Способ совместного шлифования пересекающихся поверхностей | 1976 |
|
SU654397A1 |
| Ленточно-шлифовальный станок дляОбРАбОТКи лОпАТОК гАзОТуРбиННыХдВигАТЕлЕй | 1977 |
|
SU810454A1 |
| Способ шлифования пера лопаток | 1981 |
|
SU986740A1 |
| Способ настройкт ленточно-шлифовального станка | 1976 |
|
SU606715A1 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Способ ленточного шлифования профильных поверхностей | 1978 |
|
SU732125A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU657976A2 |