1
Изобретение касается шлифования и полирования сложнофасонных поверхностей деталей бесконечной лентой.
Известно ленточно-щлифовальное устройство, содержащее контактный элемент, эквидистантный обрабатываемой поверхности на толщину лешгы, и компенсатор .износа ленты по толщине l Недостатком этого устройства является низкая точность обработки концевых участков детали сложнофасонного профиля при износе шлифовальной ленты по толщине.
Цель изобретения - повыщение точности обработки путем устранения кинематической погрешности первого порядка, возникающей от износа ленты по толщине,
Это достигается тем, что части контактнохх копира снабжены державками и установлены с помощью их на валу с возможностью поворота относительно пинии их контакта между собой, лежащей на рабочей поверхности контактного копира и проходящей через геометрическую
ось указанного вала, а упомянутые державки щарнирно соединены тягами с ползуном, управление перемещением которого осуществляется от жомпемсатора износа по толщ1ше.
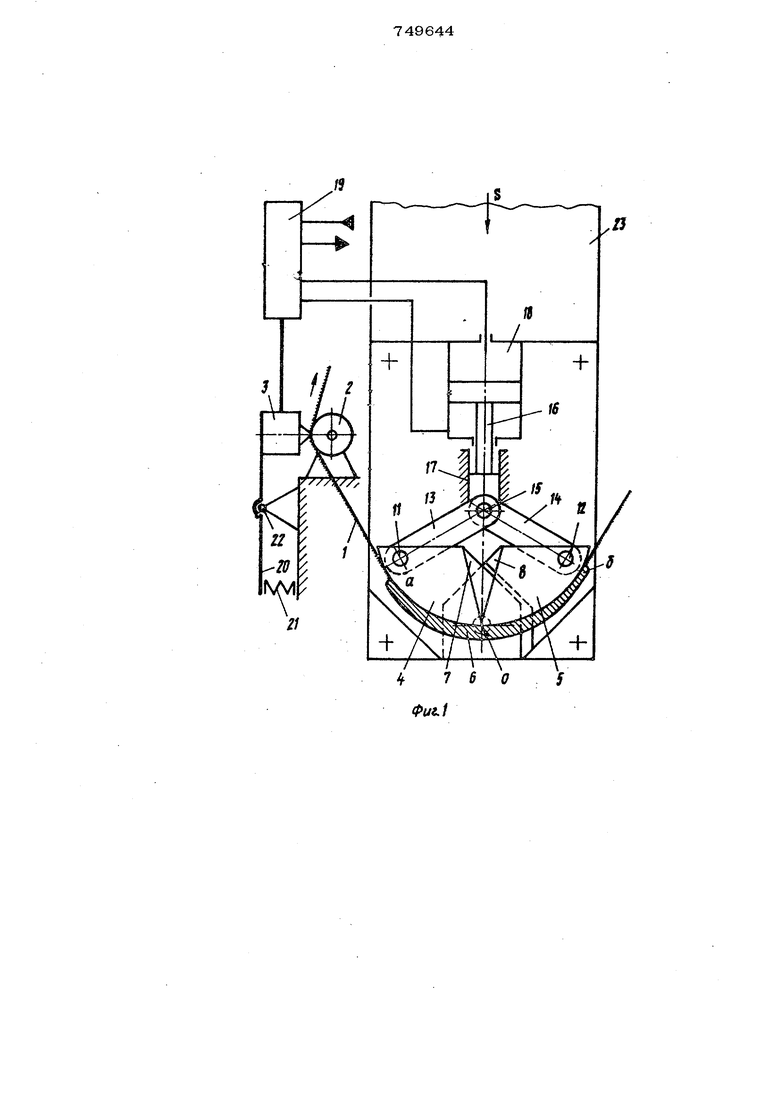
На фиг. 1 изображено устройство в плоскости поворота частей контактного копира; на фиг. 2 - то же, вид сбоку;
Движущаяся со скоростью шлифования Vjt шлифовальная лента 1 огибает
10 опорный ролик 2 компенсатора 3 износа ленты по толщине и контактный копир, выполненный из двух частей 4 и 5 (остальные элементы лентопротяжного механизма - 1ФИВОДНОЙ щкив, натяжной и
15 направляющие ролики - на чертеже не изображены). Рабочий профиль частей копира 4 и 5 эквидистантен на толщину ленты обрабатываемой поверхности детали 6.
20
Части копира 4 и 5 закреплены соответственно на державках 7 и 8, имеющих возможность поворачиваться на валу 9, закрепленном на плите 1О. Линия
контакта частей 4 и 5, лежащая на рабочей ловерхности контактного копира, проходит через геометрическую ось ОО вала 9.Для регулирования такого расположения линии контакта частей копира (например, после его износа и доводки) эти части закреплены на державках с
возможностью смещения относительно державок.
Державки с помощью шарниров 11 и 12 тягами 13 и 14 с помощью щарнира 15 соединены с ползуном 16, имеющими возможность перемещаться в направляющей 17, закрепленной на плите 10.
Ползун 16 соединен с приводом его перемещений, например с поршнем силового гидрошшиндра 18, корпус которого закреплен на плите 10.
Силовой циливдр 18 гидравли 1ески .связан с управляющим им гидравлическим устройством 19, которое кинематически соединено с компенсатором 3 износа ленты, зшфеплеиным на коромысле 20. Пружина 21, поворачивая на оси 22 коромысло, поджимает компенсатор 3 к шли фовагаьной ленте 1,
На врезание.подается контактный копир или деталь. В первом случае шигга 10 крепится на выходном звене 23 механизма подачи, а деталь на станине (или на шпшщеле механизма обката, если обработка производится по методу обкатки).
При работе устройства вращающаяся шлифовальная лента 1 обрабатывает де- та;1ь 6, постепенно изнашиваясь по толщине, что приводит к недоработке крайних точек а и б детали. ОЕЦШКО компенсатор 3, под катый пружиной к изношенной ленте, воздействует на гидравлическое устройство 19, которое выдает команду (сигнал, пропорциональный величине износа, которой пропорционален повороту коромысла с компенсатором) силовому штаищфу 18, смещающему ползун 16 вниз, в результате чего тяги 13 и 14 разворачивают державки 7 и 8 с частями а и б детали. При этом
происходит доработка участков детали, прилежащих к этим точкам.
Одновременно компенсатор 3 воздействует на механизм подачи (на чертеже
не изображен), смещающий деталь или контактный копир на величину, необходимую для полной доработки профиля в указанных точках,
Достигаемый эффект от использования
предлагаемого устройства, т.е. степень повышения точности обработки, зависит . от величины износа ленты по толщине и геометрических параметров обрабатываемой детали. При обработке лопаток
газотурбинных двигателей абразивными лентами зернистостью № 40 точность обработки по кромкам можно повысить на 0,2-0,3 мм.
Формула изобретения
Ленточно-щлифовальное устройство, содержащее профильный контшстный копир, вьшолненный из соединенных между собой
частей и компенсатор износа ленты по толщине, отличающееся тем, что, с целью повьш1ения точности обработки путем устранения кинематической погрешности первого порядка, возншсаюшей от износа ленты по толщине, части контактного копира снабжены державками, с помощью которых установлены на валу с возможностью поворота относительно линии их контакта между
собой, лежащей на рабочей поверхности контактного копира и проходящей через геометрическую ось указанного вала, а упомянутые державки шарнирно соеди1нены тягами с ползуном, управление
перемещением которого осуществлено
От компенсатора износа ленты ио тащцине.
Источники информации, принятые во внимание при экспертизе 1. Грисенко Е. В. Исследование и
разработка процесса шлифования труднообрабатьюаемых материалов абразивными лентами с прерывистой рабочей поверх- . ностью. Диссертация, Одесса, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальное устройство | 1978 |
|
SU891364A2 |
| Ленточно-шлифовальный станок | 1981 |
|
SU959985A1 |
| Устройство для ленточного шлифования | 1978 |
|
SU931401A2 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Ленточно-шлифовальный станок | 1979 |
|
SU865627A1 |
| Способ шлифования криволинейных поверхностей | 1977 |
|
SU634912A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU880700A1 |