1
Известны устройства для шлифования профильных поверхностей, преимущественно лопаток газотурбинных двигателей, в которых обрабатываемая деталь укреплена на несущем копире, эквидистантным обрабатываемой поверхности и связанным с опорной плитой натянутыми в противоположных направлениях гибкими нерастяжимыми лентами, причем обработка ведется торцом щлифовального круга.
Предложенное устройство отличается от известного тем, что контактный копир, прижимающий абразивную ленту, выполнен эквидистантно отраженным обрабатываемой поверхности. Это обеспечивает возможность обработки нелинейчатых и неразвертывающихся поверхностей.
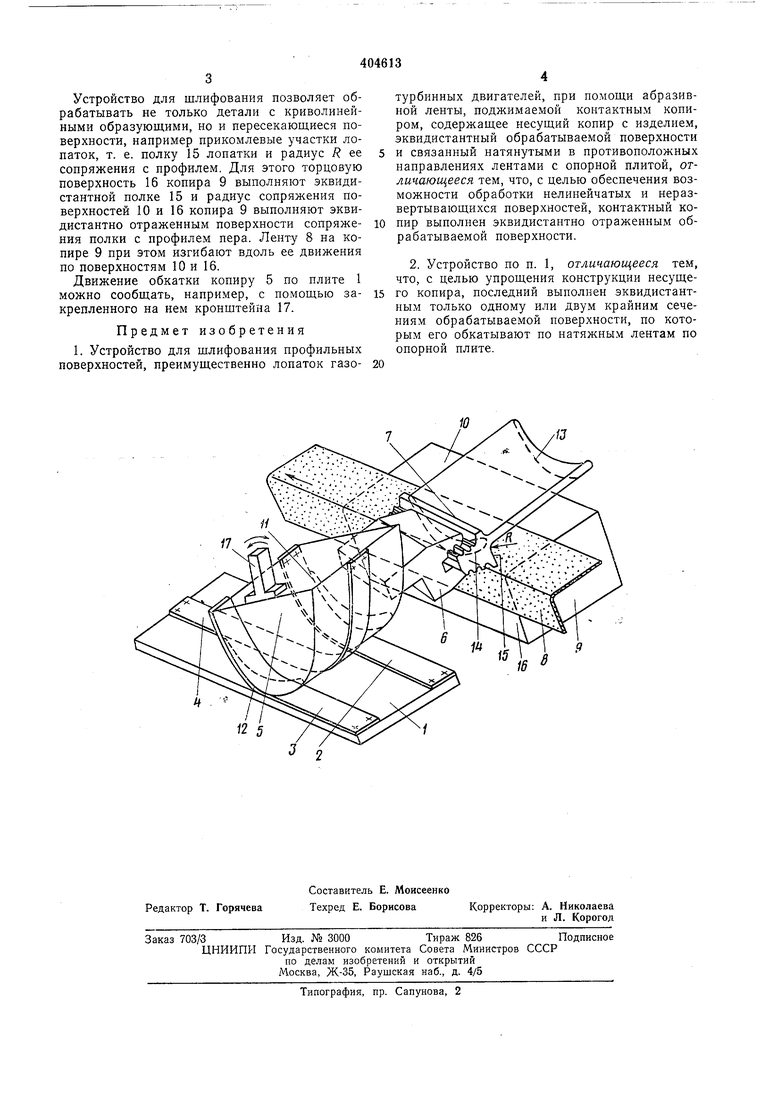
На чертеже показано описываемое устройство.
На опорной плите 1 укреплены натяжные ленты 2-4, вторые концы которых закреплены на несущем копире 5. На последнем установлено зажимное приспособление 6, в котором крепится обрабатываемое изделие 7, находящееся в контакте с абразивной лентой 8, огибающей контактный эквидистантно отраженный копир 9.
При работе устройства копир 5 перекатывается по плите 1 и перемещает изделие 7 относительно копира 9, но которому со скоростью
резания движется лента 8. При такой обкатке изделие имеет с копиром 9 линейный контакт. При этом в каждом положении обкатки линия контакта на копире 9 эквидистантна с соответствующей линией на обрабатываемой поверхности изделия 7. Так как для обработки используется не абразивный круг, имеющий плоские торцы, а гибкая лента с копиром, то линия контакта может иметь любую форму, т. е. может быть непрямолинейной. Копир 9 при этом не эквидистантен обрабатываемой поверхности, но каждому продольному сечению (параллельному оси обкатки) изделия на копире 9 соответствуют эквидистантные линии. Такой контактный копир называют эквидистантно отраженным.
Копир 5 целесообразно выполнять с двумя сечениями, эквидистантными крайним сечениям обрабатываемой поверхности, что упрощает конструкцию несущего копира и позволяет обкатывать его не по всей опорной поверхности 10, а только по направляющим на опорной плите, которыми являются места расположения лент 2 и 3. Крайние сечения 11 и 12 копира 5 соответственно эквидистантны крайним сечениям 13 и 14 изделия 7. Среднее сечение копира 5 при этом выполняют таким образом, что лента 4 обеспечивает натяжение лент 2 и 3. Это нужно для того, чтобы конир 5 обкатывался без скольжения по плите 1.
Устройство для шлифования позволяет обрабатывать не только детали с криволинейными образующими, но и пересекающиеся поверхности, например прикомлевые участки лопаток, т. е. полку 15 лопатки и радиус / ее сопряжения с профилем. Для этого торцовую поверхность 16 копира 9 выполняют эквидистантной полке 15 и радиус сопряжения поверхностей 10 и 16 копира 9 выполняют эквидистантно отраженным поверхности сопряжения полки с профилем пера. Ленту 8 на копире 9 при этом изгибают вдоль ее движения по поверхностям 10 и 16.
Движение обкатки копиру 5 по плите 1 можно сообщать, например, с помощью закрепленного на нем кронштейна 17.
Предмет изобретения
1. Устройство для шлифования профильных поверхностей, преимущественно лопаток газотурбинных двигателей, при помощи абразивной ленты, поджимаемой контактным копиром, содержащее несущий копир с изделием, эквидистантный обрабатываемой поверхности и связанный натянутыми в противоположных направлениях лентами с опорной плитой, отличающееся тем, что, с целью обеспечения возможности обработки нелинейчатых и неразвертывающихся поверхностей, контактный копир выполнен эквидистантно отраженным обрабатываемой поверхности.
2. Устройство по п. 1, отличающееся тем, что, с целью упрощения конструкции несущего копира, последний выполнен эквидистантным только одному или двум крайним сечениям обрабатываемой поверхности, по которым его обкатывают по натяжным лентам по опорной плите.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ленточного шлифования лопаток газотурбинных двигателей | 1963 |
|
SU454984A1 |
| Способ совместного шлифования пересекающихся поверхностей | 1976 |
|
SU654397A1 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| СПОСОБ ШЛИФОВАНИЯ ПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ С ПОСТОЯННОЙ ПРОДОЛЬНОЙ ОБРАЗУЮЩЕЙ | 1973 |
|
SU371059A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU610664A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU663561A1 |
| Способ ленточного шлифования | 1979 |
|
SU929410A2 |
| Способ ленточного шлифования прикомлевых участков лопаток | 1972 |
|
SU603567A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU686850A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU580091A1 |
