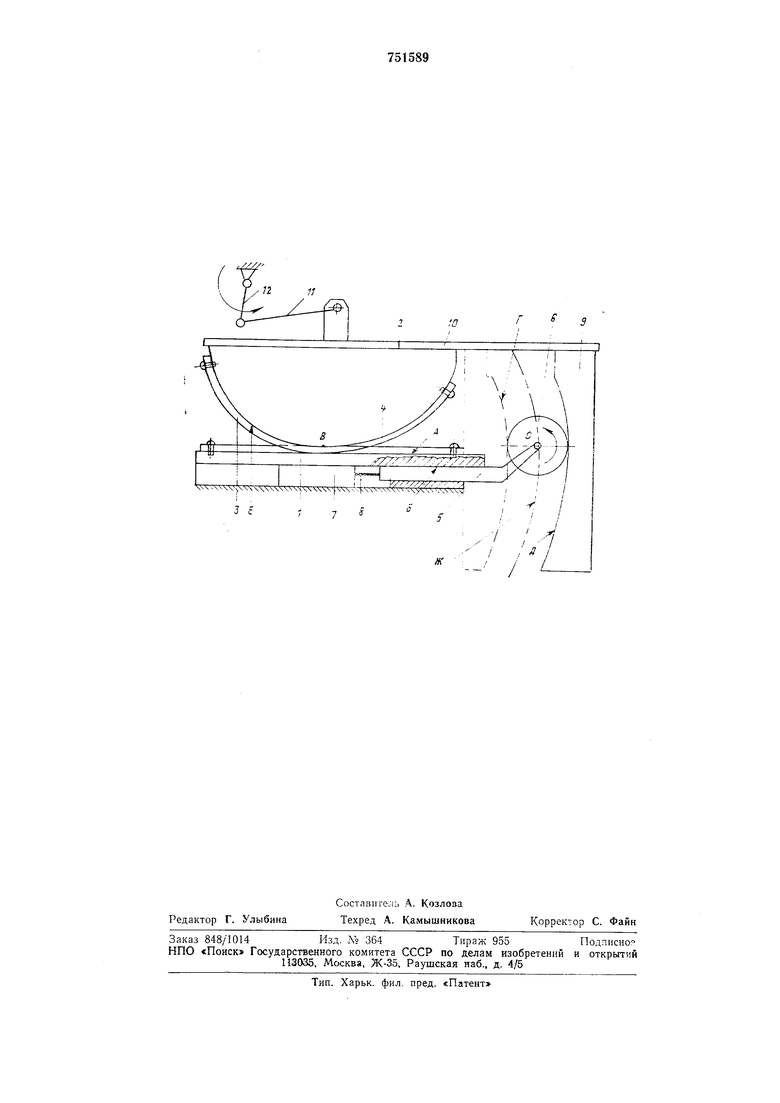
Обрабатываемая деталь 9 закреплена U1 .кронштейне 10, жестко соединенном с копиром 2. В зависимости от формы обрабатываемой поаерхностн (Г - вынуклая, Д - вогнутая) деталь размещают слева или справа от оси О вращения инструмента. При этом профиль копира 2 выполь:2н в форме эволюты обрабатываемого профиля Д (или Г).
Если обрабатываемый профиль (эвольвента) задан napaMieitpHqecKHMH уравнениями (f); г/п i,(t), то координаты Хк И УК профиля копи1ра (эволюты) определяются по формулам:
.i +
dx dx
V
- - п
d
I
djc
dx
Устройство снабжено механизмам качания копира, содержащим щатун 11, шаркирно соединенный одним концом с копиром, а вторым с кривошипом 12, установленным на выходном валу редуктора (не показан).
При работе устройства вращается к(рир-ошип 12 и через щатун // сообщает копиру 2 качание без скольжения по опорной плите 1. Вместе с копиром перемещается обрабатываемая деталь 9, при этом в процессе обкатки вращак щимся инструментом
6обрабатывается ее профиль. При износе инструмента по диаметру его дополнительно подают на врезание механизмом подачи
7на величину износа.
Траектория Ж перемещения оси О режущего инструмента в относительном движении является эквидистантной обрабатыраемого профиля Д, представляющего собой эвольвенту профиля копира. Все эвольвенты эквидистантны между собой, поэтому траектория Ж также является
эвольвентой копира. Так как любая касательная iK эволюте (профилю Е копира 2) является нормалью к эвольвенте (профилю Д детали), то при подаче изнощенного 5 инструмента на врезание на величину износа вдоль этой касательной, т. е. опорной плоскости плиты, припуск во всех точках профиля детали будет снят одинаковой величины, т. е. износ инструмента по диаметру не вызовет появления кинематической погрещности обработки.
Возможен вариант исполнения устройства, когда копир с деталью неподвижны, а качания по копиру совершает опорная плита с установленными на ней столом, инструментом и механизмом подачи. В это1М варианте устройство целесообразно использовать для обработки крупногабаритных деталей.
Формула изобретения
Устройство для копи(ровальной обработки фасонных поверхностей деталей, закрепленных на копире, расположенном на опорной плите и связанном с ней натянутыми в противоположных направлениях гибкими нерастяжимыми лентами, закрепленными
одними концами на плите, а другими на копире, отличающееся тем, что, с целью повыщения точности обработки путем обеспечения возможности полной компенсации геометрического износа режущего инструмента во всех точках обрабатываемой поверхности, в опорной плите выполнены расположенные параллельно ее рабочей поверхности продольные направляющие, в которых установлен с возможностью воз0 вратно-поступательного перемещения введенный в устройство стол с закрепленным на нем инструментом, при этом профиль контактной поверхности копира выполнен в форме эволюты обрабатываемого профиля.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР № 183619, кл. В 24 В 19/14, 1962.
;о
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ копировальной обработки | 1975 |
|
SU558783A1 |
| Способ шлифования криволинейных поверхностей | 1977 |
|
SU634912A1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Копировальный станок | 1979 |
|
SU821078A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU880700A1 |
| Способ шлифования сложнопрофильных изделий | 1981 |
|
SU965733A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU891364A2 |
| Копировальный станок | 1979 |
|
SU795751A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |