(54) СПОСОБ ЛЕНТОЧНОГО ШЛИФОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ совместного шлифования пересекающихся поверхностей | 1976 |
|
SU654397A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU663561A1 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| Способ шлифования пера лопаток | 1981 |
|
SU986740A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU959985A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU931403A2 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU299336A1 |
| Способ ленточного шлифования прикомлевых участков лопаток | 1972 |
|
SU603567A1 |
1
Изобретение относится к обработке мест сопряжений пересекающихся профильных поверхностей деталей, преимущественно прикомлевых участков турбинных лопаток со стороны спинки и может быть использовано в авиационной, энергомашиностроительной, судостроительной и др. промышленностях.
По основному авт. св. № 831567 известен способ ленточного шлифования, при котором обработку прои,зводят узкой абразивной лентой, которой сообщают поперечные к плоскости ,ее вращения перемещения по контактному копиру синхронно с перемещением зоны контакта детали с копиром в процессе ее обкатки 1.
Однако обработка детали по известному способу производится только средней частью абразивной ленты, края которой в работе не участвуют и, следовательно, не изнашиваются.
Цель изобретения - сокращение расхода щлифовальных лент за счет использования для работы всей рабочей поверхности.
Поставленная цель достигается тем, что шлифовальной ленте дополнительно сообщают осцилляции в плоскости ее поперечных
перемещении с амплитудой, равной или меньшей ширины ленты.
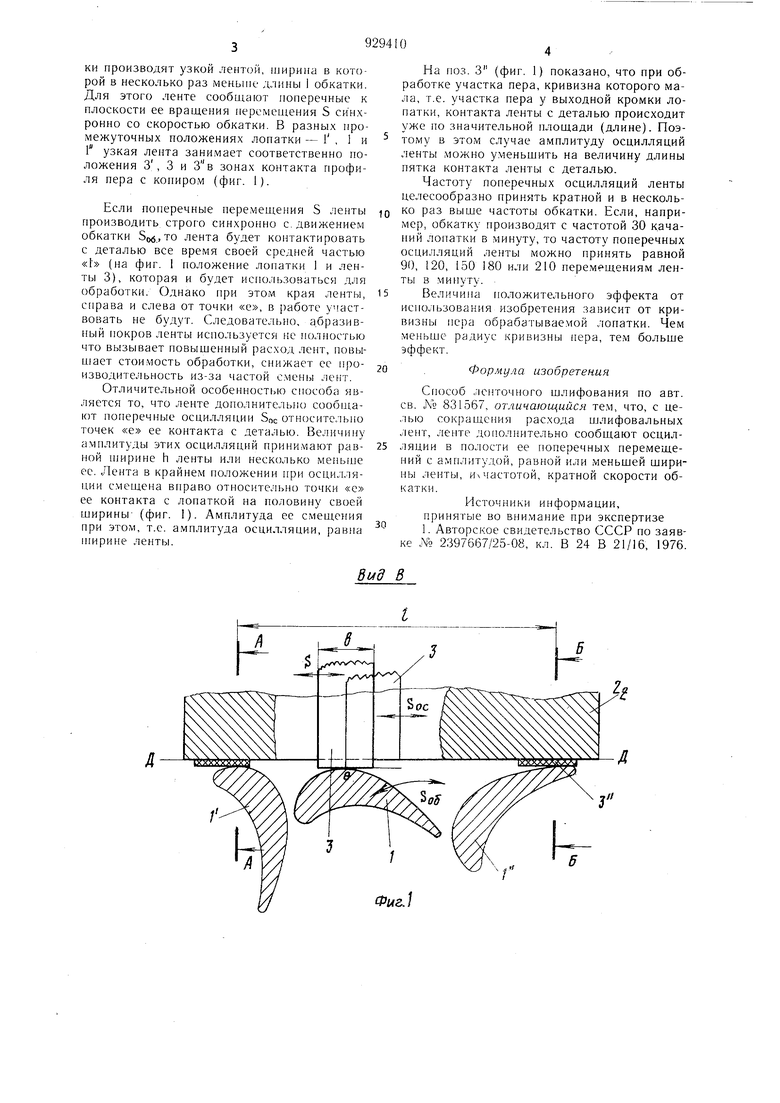
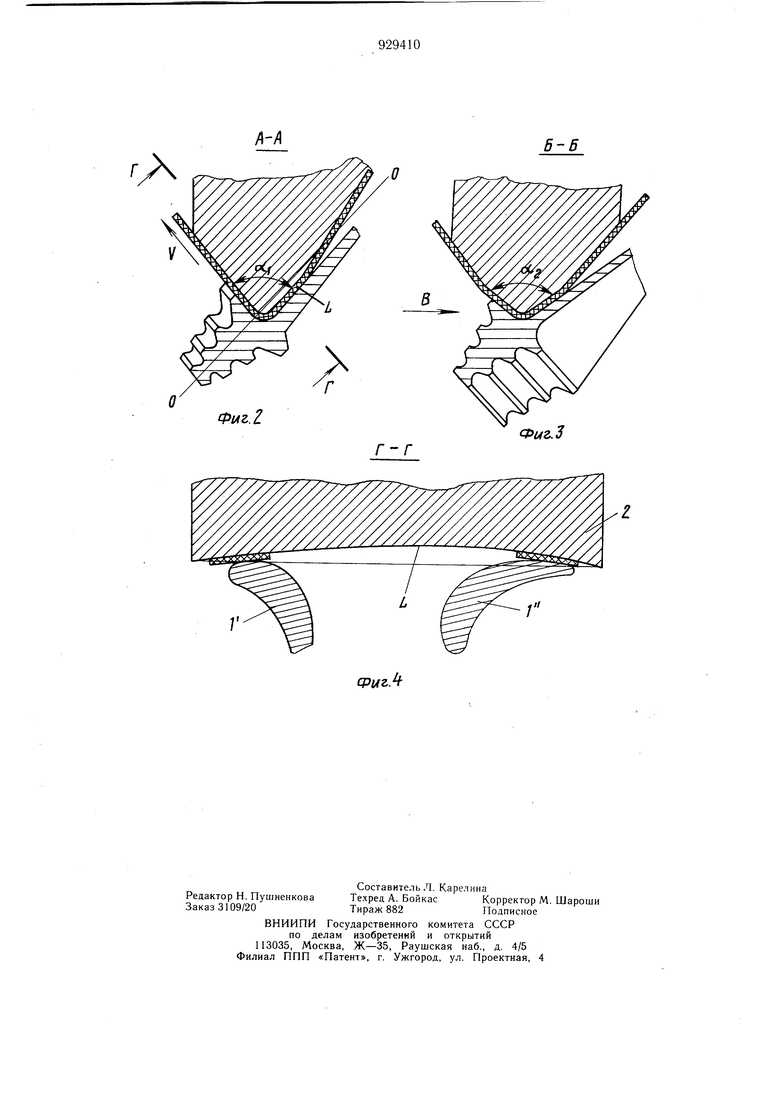
На фиг. 1 способ шлифования поясняется в плоскости обкатки, параллельной обрабатываемой полки; на фиг. 2 - сечение А-А
5 на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1;. на фиг. 4 - сечение Г-Г на фиг. 2.
Обрабатываемую лопатку 1 обкатывают по прямолинейной образующей Д-Д контактного копира 2 из одного крайнего положе10 ния Г в другое - 1.
Огибающей контактный копир щлифовальной ленте 3 сообщают вращение со скоростью шлифования V (. 2) вдоль продольной оси О-О пера обрабатываемой лопатки в направлении с пера на полку.
15 Контактный копир 2 продольных сечениях А-А и Б-Б, параллельных плоскости вращения ленты, эквидистантен на толщину ленты обрабатываемым сопряжениям лопатки (фиг. 2 и 3). Из-за значительного неравенства углов ot, и oLj пересечения полки с пером на лопатке в разных ее продольных сечениях образующая L (фиг. 4) боковой рабочей поверхности контактного копира получается криволинейной. Обработку лопатки производят узкой лентой, 1иирипа в которой в несколько раз меньше длины I обкатки. Для этого ленте сообщают поперечные к плоскости ее вращения перемещения S синхронно со скоростью обкатки. В разных промежуточных положениях лопатки - 1 , 1 и 1 узкая лента зани.мает соответственно положения 3, 3 и зонах контакта профиля пера с копиро.м (фиг. I).
Если поперечные перемещения S ленты производить строго синхронно с.движением обкатки Зой.,то лента будет контактировать с деталью все время своей средней частью (на фиг. 1 положение лопатки 1 и ленты 3), которая и будет использоваться для обработки. Однако при этом края ленты, справа и слева от точки «е, в работе участвовать не будут, Следовательно, а.бразивпый покров ленты испо.1ьзуется не полностью что вызывает повыщенный расход лент, повыП1ает стои.мость обработки, снижает ее производительность из-за частой смены лент.
Отличительной особенностью способа является то, что ленте дополнительно сообщают поперечные осцилляции Soc относительно точек «е ее контакта с деталью. Величину амплитуды этих осцилляции принимают равной ширине h ленты или несколько меньп е ее. Лента в крайнем положении при осцилляции смещена вправо относите.чьно точки «е ее контакта с лопаткой на половину своей щириньг (фиг. 1). Амплитуда ее смещения при этом, т.е. амплитуда осцилляции, равна нжрине ленты.
На поз. 3 (фиг. 1) показано, что при обработке участка пера, кривизна которого мала, т.е. участка пера у выходной кромки лопатки, контакта ленты с деталью происходит уже по значительной площади (длине). Поэтому в это.м случае амплитуду осцилляции ленты можно уменьщить на величину длины пятка контакта ленты с деталью.
Частоту поперечных осцилляции ленты целесообразно принять кратной и в несколько раз выще частоты обкатки. Если, например, обкатку производят с частотой 30 качапий лопатки в .минуту, то частоту поперечных осцилляции ленты можно принять равной 90, 120, 150 180 или 210 перемещениям ленты в минуту.
Величина положительного эффекта от иснользования изобретения зависит от кривизны пера обрабатываемой лопатки. Чем .меньше радиус кривизны пера, те.м больше эффект.
Формула изобретения
Способ .ленточного шлифования по авт. св. 831567, отличающийся те.м, что, с целью сокращения расхода шлифовальных лент, ленте дополнительно сообщают осцилляции в полости ее поперечных перемещений с амплитудой, равной или меньшей щирины ленты. Их частотой, кратной скорости обкатки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке .NO 2397667/25-08, кл. В 24 В 21/16, 1976.
Вид в Ф1лг.1 Фиг.3
