Изоб(ретен.ие относится к шлифовани.ю.
Известны устройст1ва для обработ1ки профильных поверхностей деталей, в которых кони|р, несущий заготов1ку и об|катываю;Ш,ийся но опорной плите без скольжения, эквидистантен обрабатываемой паверхиости.
В известных устройствах силы резамия, действуя через обрабатываемую деталь, отжимают несущий копир вместе с лесчтами от опорной поверх-ности, по которой его обкатыв.аю1Т.
Для устраНенИЯ у1казаппого недостатка в првдлатае-мом устройстве профиль ;копира расПОложен зеркально обра|баты1ваемой поверхности и коррегирован в зависимости от формы режущей поверхности инструмента, причем величила эквидистаНты Прввы.шает м,инимальный радиус /кривизны обрабатываемого профиля.
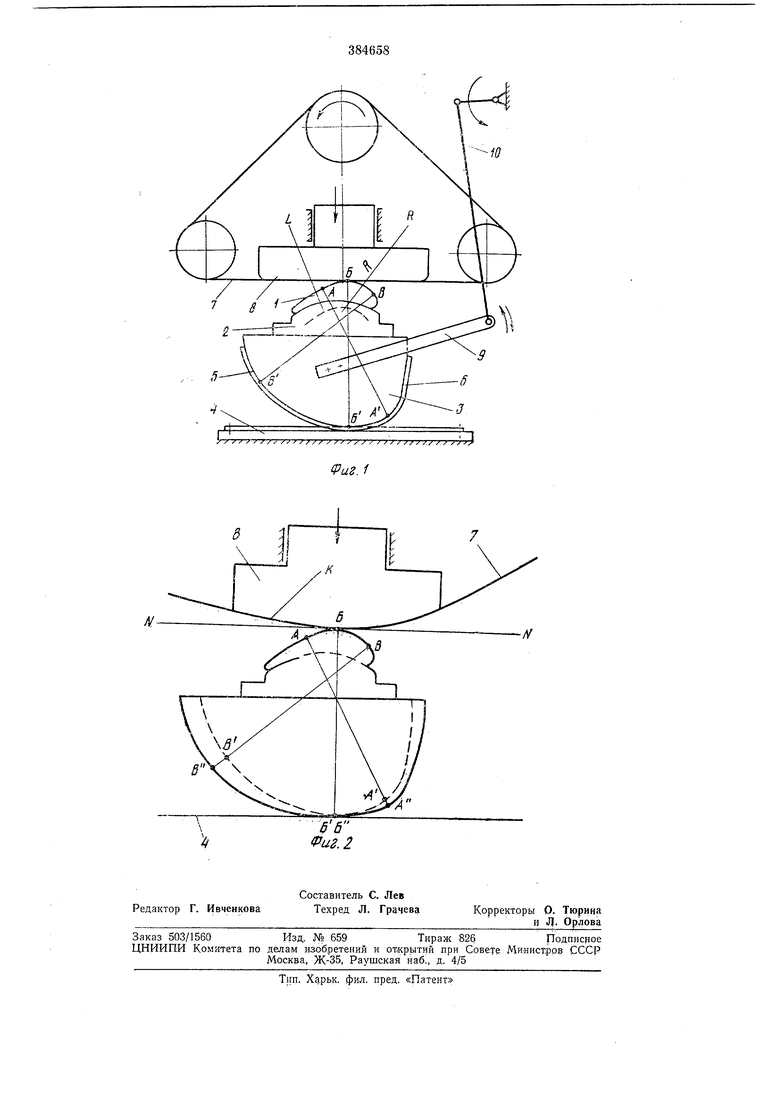
На ф.иг. 1 и 2 изображено предлагаемое устройство.
Обрабатываемая деталь 1 с помощью npiiспособлеиия 2 закреплена на несущем копире 3, зтта«овленном на опорной плите 4 с помощью натянутых гибких нерастяжнмых лент 5 У 6, за1юре(ПЛвННых одним концом на КОнире 3, а другим на опорной плите 4. Обрабатываемая деталь / обкатывается относительно Плоокости 7 режущего инструмента 8, пода2
ваемо.го па гВ(резаКие. Движение Обкатки несущему копиру по опорной плите задается с помощью, например, за(крвпленного на 1)ем рычага 9, которому какИМ-ли;бо из вестным устр о йс твои, н aHip и м &р кр и в ощ иян о -ш а ту/; i иым механизмом 10, сообщается качательное движение.
При использовании режущего инстру.ме::та, у которого режущая поверхность не плоская (Выпуклая), профильную поверхность несущего (колира выполняют (Коррегированной (фиг. 2).
Предмет изобретения
Устройство для обработки профи.тьны/х поверхностей, в котором копир, несущий заготовку и обкатывающейся по опорной плите без Скольжения, эквидистантен обрабатываемой пОВерхмссти, отличающееся тем, что, с целью предотвращепия отжима копира от опорной плиты с помощью сил резания, профиль коннра расположен зеркально обрабатываемой поверхности и коррегирован в зависимости от формы режущей поверХНости инструмента, првчсМ величина зйвидистанты превыщает минимальный радиус кривизны обрабатываемого профиля.
W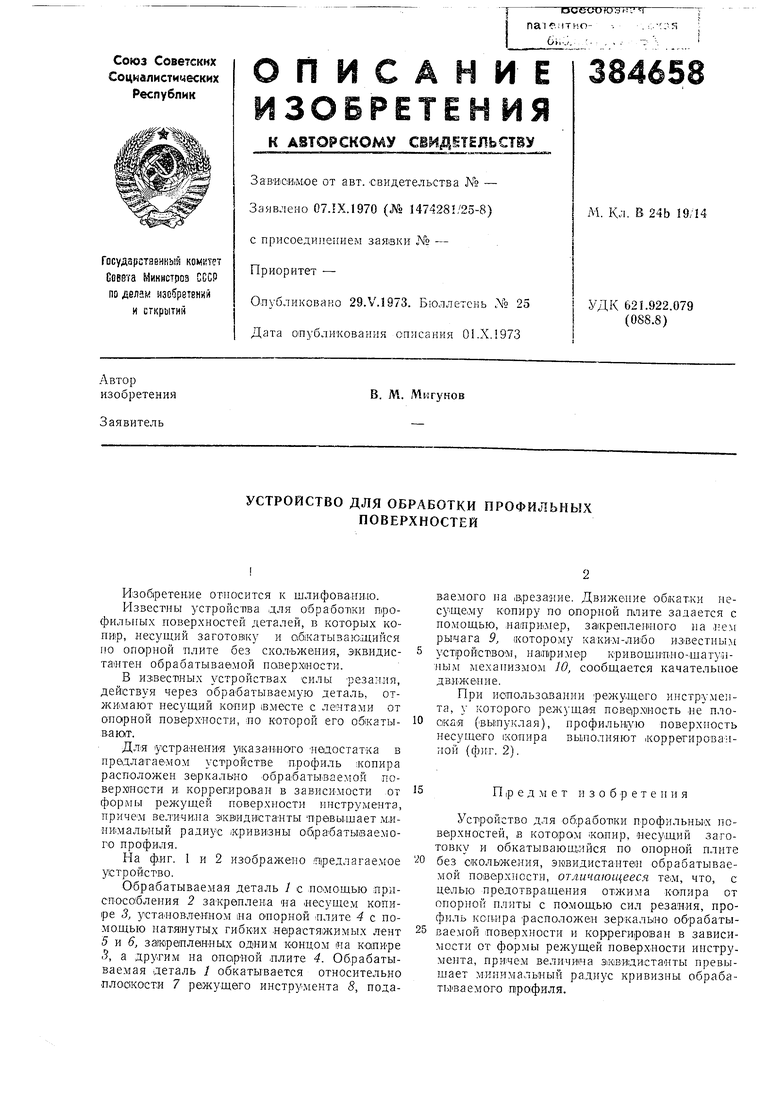
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ С ПОСТОЯННОЙ ПРОДОЛЬНОЙ ОБРАЗУЮЩЕЙ | 1973 |
|
SU371059A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU404613A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Приспособление для обработки глобоидальных кулачков | 1976 |
|
SU667338A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
SU1823295A1 |
| Станок для обработки статора роторно-ппоршневого двигателя | 1972 |
|
SU510318A1 |
| Копировально-шлифовальный станок | 1974 |
|
SU554139A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| Способ обработки криволинейных поверхностей и станок для его осуществления | 1982 |
|
SU1061785A2 |
| Устройство для обработки деталей аэродинамического профиля | 1984 |
|
SU1165555A1 |