1
Известны устройства для надевания труб на оправки, содержащие две пары лриводных биконических тянущих роликов, смонтироваиных в качаемой раме, установленной на передвижной в направлении транспортирования труб каретке.
Однако в таких устройствах при зажиме между тянущими роликами тонкостенных труб и т.руб из цветных металлов возникает продольный изгиб последних.
С целью устранения указанного недостатка предложенное устройство снабжено верхними и нижними относительно трубы нажимными роликами, установленными в одной вертикальной плоскости соосно с тянущими роликами, нижний из которых установлен стационарно на ПОДВИЖНОЙ каретке, а механизм качания рамы выполнен в виде шарнирно соединенных с ней шатунов, подвешенных к подвижному в вертикальной плоскости механизму. Для ускорения настройки подвижный в вертикальной плоскости механизм жестко связан с верхними нажимными роликами.
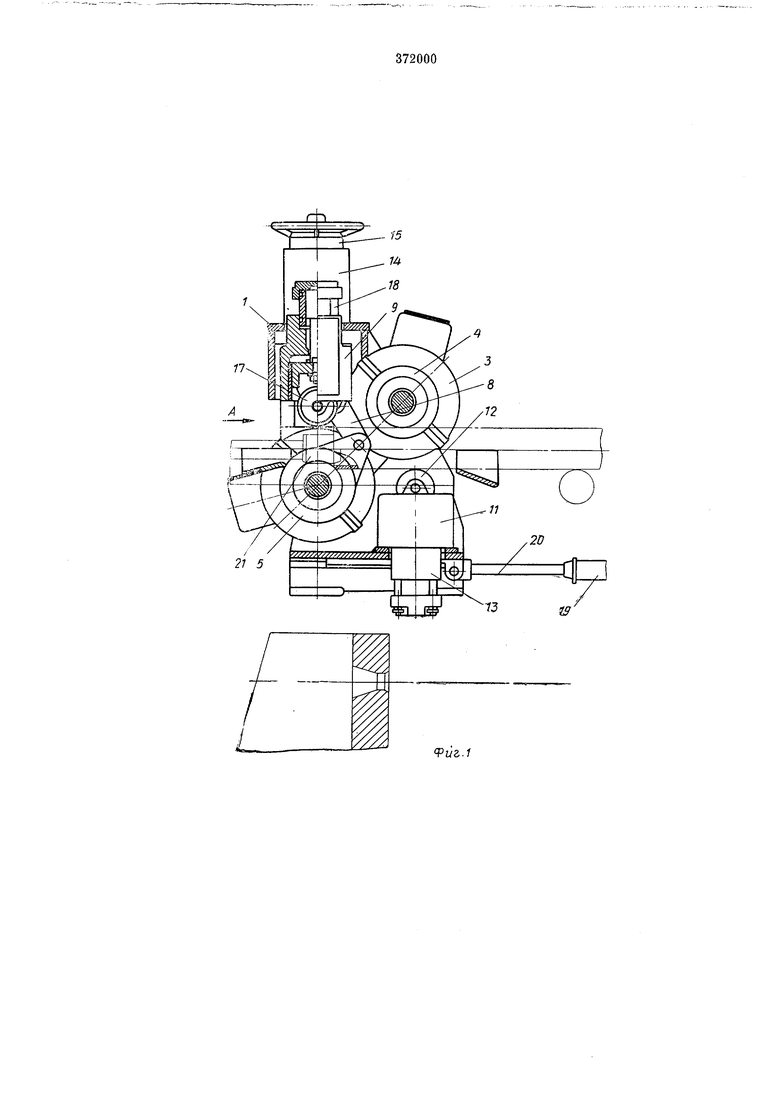
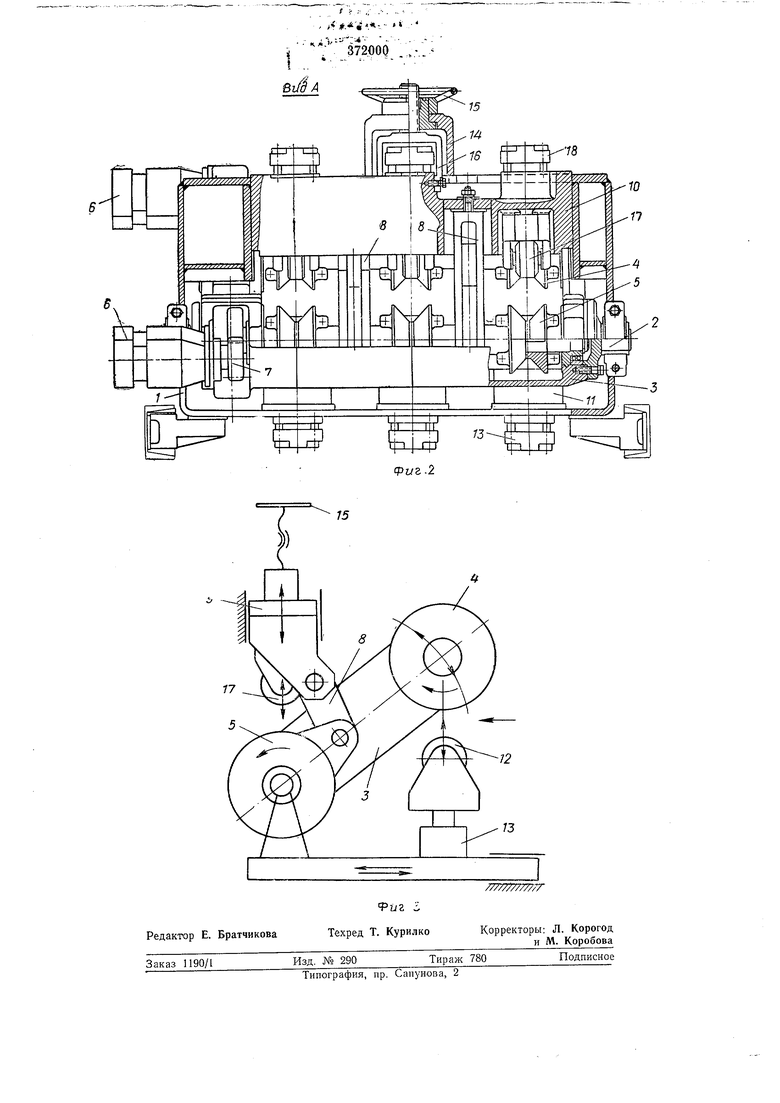
На фиг. 1 изображено предложенное устройство, вид сбоку; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг, 3 - кинематическая схема , устройства.
Устройство /включает корпус /, в котором на цапфах 2 размещена подвижная рама 3 с приводными биконическими роликами 4 и 5, снабженными гидроприводами 6 с коробками зубчатых передач 7.
Рама 3 шарнирно скреплена с шатунами 8, подвешена к подвижному в вертикальной плоскости механизму Я который расположен в пазах 10 (фиг. 2).
В нижнем неподвижном блоке 11 смонтированы нижние цилиндрические нажимные ролики 12, снабженные гидроцилиндрами 13. На
корпусе 1 закреплен механизм настройки 14, содержащий гайку с маховичком 15 и коромысло с винтом 16.
Устройство снабжено верхними цилиндрическими нажимными роликами 17, расположенными в одной вертикальной плоскости с нижними приводными роликами 5. Верхние нажимные ролики 17 закреплены на штоках гидроцилиндров 18. К корпусу / присоединен гидроцилиндр 19 со штоком 20.
Устройство работает следующим образом. При выдвижении штока 20 гидроцилиндра 19 устройство перемещается и останавливается на минимальном расстоянии от волочильного барабана так, чтобы концы оправок 21 (калибрующий поясок) разместились между приводными тянущими нижними роликами 5 и нажимными роликами 17 (фиг. 1).
После этого устройство настраивают на заданный диаметр трубы путем поворота маховичка 15, который приводит в движение подвижный механизм 9 с нажимными роликами 17, перемещающийся в вертикальных пазах 10. Вместе -с подвижным механизмом 9 перемещаются шатуны 8, поворачивающие вокруг оси раму 5 с приводными тянущими роликами 4.
Настройка устройства ведется по одной трубе. При соприкосновении верхнего приводного ролика 4 € поверхностью трубы настройка прекращается. Таким образом, упрощение настройки устройства обеспечивается тем, что приводные тянущие ролики 4, меха-низм 5 и нажимные ролики 17 соединены посредством шатунов 8, что позволяет одновременно перемещаться раме 3 с приводными роликами 4 и нажимными роликами 17.
После этого трубы .подаются рольгангом в устройство. При этом концы труб направляются между приводными тянущими роликами 4 и 5 и -нажимными роликами 12 и 17, образующими центрирующий лрофиль, в котором размещены огаравки. При включении гидроцилиндров 13 и 18 нажимные ролики 12 и 17 прижимаются К трубам, и происходит принудительное надевание труб на оправки.
После того как трубы надеты «а огаравки, щток 20 начинает втягиваться в гидроцилиндр 19 и уводит за собой устройст1во. При этом концы оправак с трубами остаются за пределами устройства. Нажим«ые ролики 12 и 17 отводятся в исходное положение. После этого цикл повторяется.
Лредметизобретения
1. Устройство для надевания труб на оправки, установленное на линии затрузки волочильного стана и включающее приводные тянущие биконические ролики, смонтированные в качаемой раме, имеющей при-вод качания и установленной на передвижной в направлении транспортирования труб каретке, отличающееся тем, что, с целью исключения продольной
деформации тонкостенных труби труб из цветных металлов, оно снабжено верхними и нижними относительно оси трубы нажимными роликами, установленными в Одной вертикальной ПЛОСКОСТИ соосно с тянущими роликами,
нижний из которых стационарно установлен на каретке, а механизм качания рамы выполнен в виде шарнирно соединенных с ней шатуноВ, шодвещенных к подвижному в вертикальной плоскости механизму.
2. Устройство по п. 1, отличающееся тем что, с целью ускорения его настройки, подвижный в вертикальной плоскости механизм жестко связан с верхними нажимными роликами.
ли
12
Z9
фуг.Г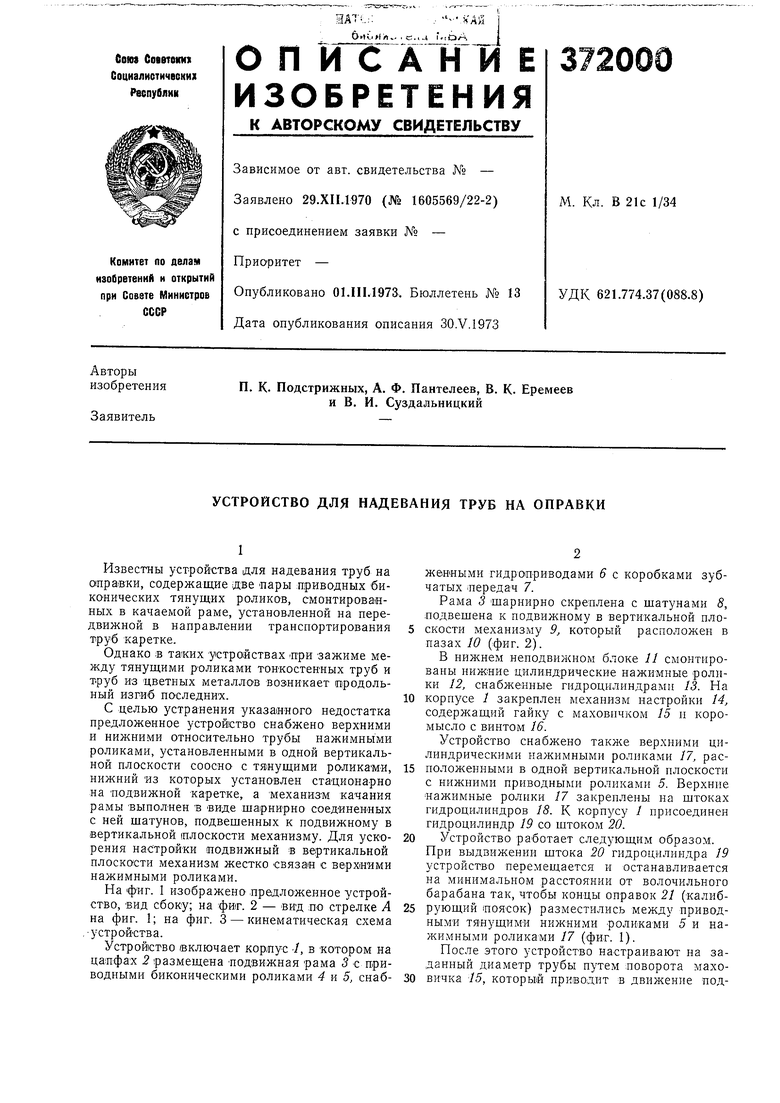
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для подачи полосы на размотку | 1990 |
|
SU1799651A1 |
| Правильно-отрезной автомат | 1985 |
|
SU1326379A1 |
| ВОЛОЧИЛЬНЫЙ СТАН | 1972 |
|
SU435026A1 |
| ПЕРЕДВИЖНОЙ СТАНОК-КАЧАЛКА | 1996 |
|
RU2135831C1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА«ик.;1^Л>&Юс$НАЯШ1цт~штчЕн^1^4Н&Л!/,иГЕНА | 1972 |
|
SU344714A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| Стан волочильный для лейнирования труб | 2023 |
|
RU2803709C1 |
| Устройство для обработки труб | 1985 |
|
SU1291307A1 |
| Правильно-тянущая секция машины непрерывного литья заготовок | 1991 |
|
SU1759539A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОБРАБОТАННЫХ ЛИСТОВЫХ | 1973 |
|
SU368075A1 |