:&
Ч СП
to
Изобретение относится к метал- лургии, в частности к производству ,слитков для листовых заготовок.
Цель изобретения повышение качества слитка.
Согласно предлагаемому способу включающему пульсационное перемешивание жидкой фазы сплава в процессе затвердевания путем его периодичес- кого всасьюания и выталкивания из погруженной в прибыльную часть слитка огнеупорной трубы, пульсационное перемешшание жидкой фазы сплава осуществляют путем всасывания метал- да в осевой зоне и выталкивания в периферийных зонах слитка, причем при выталкршании металла из огнеу порной трубы пульсйрзпощую струю смещают вдоль большей боковой грани слитка на 0,2-0,3 ширины слитка..
Всасывание металла в центральной части слитка и выталкивание в пери- фернйш 1х зонах обеспечивает эффективное перемешивание расплава во всем объеме. Кроме того, выталкивание порций металла в периферийной зоне обеспечивает оплавление.и частичное разрушение растущих дендритов за счет воздействия на них более горячего металла, всасывание которого осу ществляется в осевой зоне При этом вследствие значительного снижения скорости- затвердевания металла в головной части слитка уменьшается глубина .проникновения усадочных де- фектов, а также увеличивается-зона равновесных кристаллов по всей высоте слитка.
Смещение пульсирующей струи вдол большей боковой грани слитка относи тельно оси слт-ка на 0,2-0,3 ширины слитка обеспечивает наиболее полное вовлечение и перемешивание как осевой, так и периферийных зон слитка. Уменьшение смещения пульсирушдей струи на величину менее 0,2 ширины жидкой фазы слитка нецелесообразно так как при этом ухудшается перемешивание периферийных зон расплава, следовательно, снижается химическая и физическая однородность слитка. Увеличение смещения пульсирующей струи на величину свыше 0,3 ширины жидкой фазы слитка нецелесообразно, так как при этом возрастает воздейс твие пульсирующей струи на затвердевающий расплав в головной части слика, следовательно, снижается его
5 0
5 5
0 5
0
5
химическая и физическая однородность по вертикали. На чертеже приведена схема осуществления способа.
Слиток получают следующим образом,
В изложницу 1 заливают металл 2. После кристаллизации части металла 3 в прибыльную часть слитка погружают огнеупорную трубу 4 и осущест- вляют пульсационное перемешивание металла. После всасывания металла в осевой зоне слитка (а,Ь) огнеупорную трубу смещают вдоль большей боковой грани и производят выталкивание металла (б,г-). Смещение огнеупорной трубы производят попеременно к противоположным стенкам изложницы.
Пример, В условиях мартеновского цеха обрабатьшали слитки массой 6,0 т, сечением 0,81x0,45 м, марка стали 09Г2. В качестве рабочего газа использовали технически чистый азот. Внутренний диаметр огнеупорной трубы составлял 0,08 м, глубина погружения в расплав 0,3 м, частота пульса- идй 0,4 Гц, Для предотвращения затвердевания расплава в огнеупорной трубе использовали слаботеплопрово- дящие смеси, которые наносили на ее внутреннюю полость перед началом обработки. Обработку начинали после оконча1шя заливки металла и завершали после затвердевания 60-65% общей массы металла.
Контроль качества получаемых слитков осуществляли по протяженности зоны столбчатых кристаллов (пробы отбирали из головной части слитка) и по отбраковке листа по пленам, заворотам и трещинам при прокатке в листы толщиной 20-25 мм. Формула изобретения
Способ получе «1я слитков листовых заготовок, включающий пульсационное перемешивание жидкой фазы металла в процессе затвердевания путем его периодического всасьшания и выталкивания из погруженной в прибыльную часть слитка огнеупорной трубы, о т- личающийся тем, что, с целью повышения качества слитка, всасывание металла осуществляют в осевой зоне слитка, а выталкивание - в его периферийных зонах, причем при выталкивании огнеупорную трубу смещают вдоль большей оси поперечного сечения слитка на величину, составляющую 0,2-0,3 его ширины.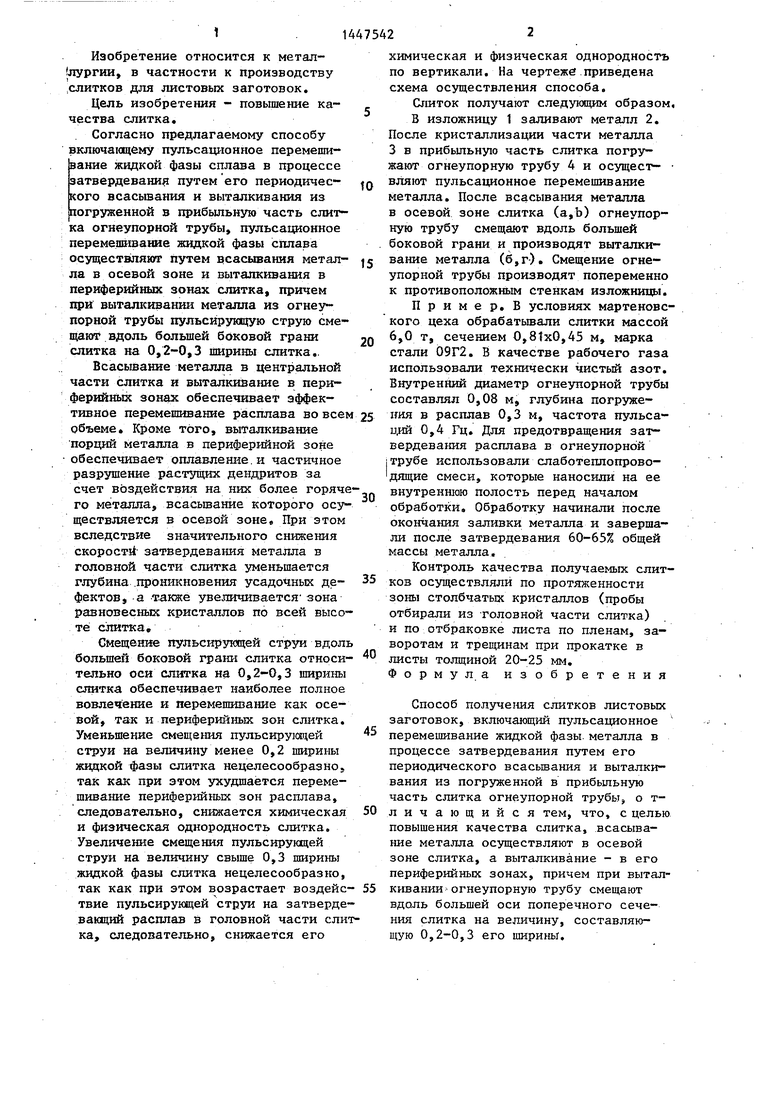
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения слитков | 1987 |
|
SU1509176A1 |
| Способ получения слитков | 1989 |
|
SU1671407A1 |
| Устройство для пульсационной обработки расплава | 1990 |
|
SU1764782A1 |
| Способ пульсационной обработки многоприбыльных отливок | 1989 |
|
SU1662754A1 |
| Способ получения слитка | 1983 |
|
SU1148697A1 |
| Способ непрерывного литья слитков | 1985 |
|
SU1301552A1 |
| Способ виброобработки жидкого металла | 1986 |
|
SU1424946A1 |
| Способ непрерывного литья слитков на установках вертикального и криволинейного типа | 1990 |
|
SU1736673A1 |
| Устройство для обработки металла | 1988 |
|
SU1555047A1 |
| Способ отливки крупных слитков и устройство для его осуществления | 1981 |
|
SU1011330A1 |
Изобретение относится к черной металлургии, в частности к производству слитков для листовьсх заготовок. Цель изобрете1шя - повьшешге качества слитка. По способу пульсационное перемешивание жидкой фазы.стали осуществляют путем всасьшания металла в осевой зоне слитка и выталкивания в периферийных зонах слитка. При выталкивании металла из огнеупорной трубы пульсирунщую струю смещают вдоль большей боковой грани слитка на величину, составляющую 0,2-0,3 ширины слитка. Вытеснение металла из трубки достигается путем создания в ней избыточного давления газа. 1 ил. с (У)
| Устройство для газодинамического перемешивания расплава | 1977 |
|
SU620682A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 0 |
|
SU372022A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
