Известны способы непрерывной прокатки сортовой заготовки в приводных горизонтальных конических валках с паралельными в плоскости выхода металла из валков образующими, с попеременным обжатием заготовки во взаимно перпендикулярных направлениях. Изместпый способ требует скручивания заготовки .между клетями.
Для исключения кантования заготовки предлагается прокатку вести в валках с утлом наклона образующей к оси валка 45°.
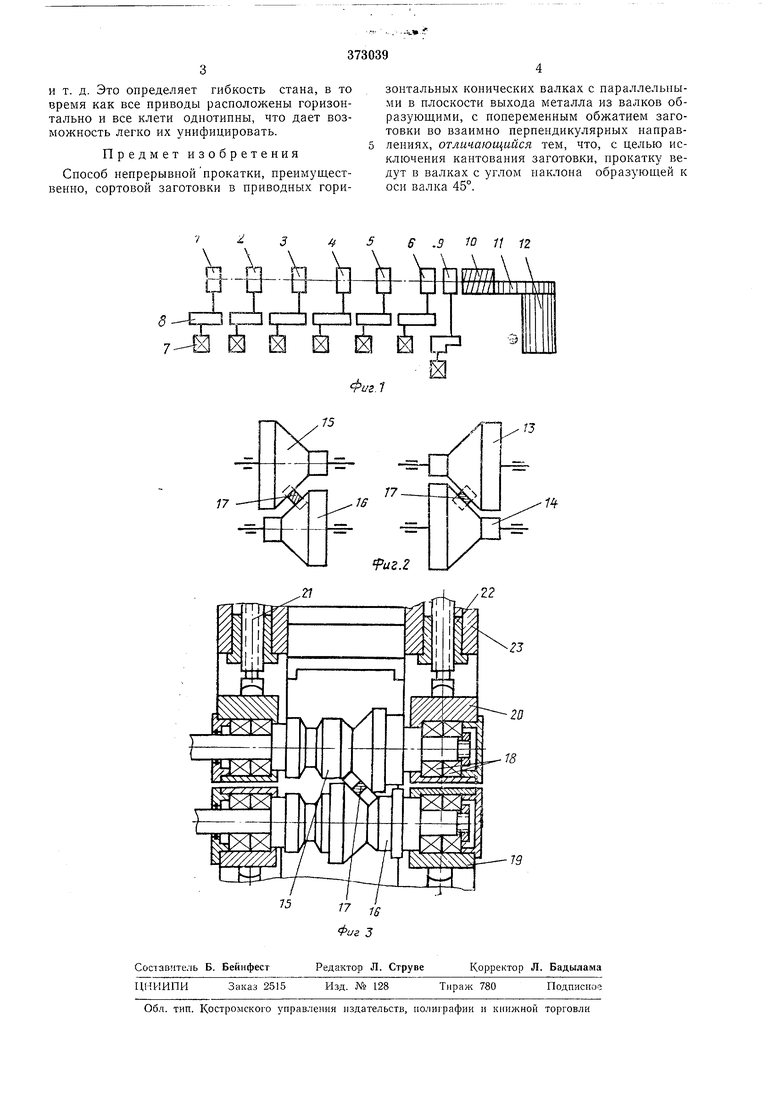
На фиг. ) показана схема расположения непрерывного стана для осуществления описываемого способа непрерывной прокатки; на (жг. 2 - расположение валков двух последовател1зных клетей непрерывной линии; на фиг. 3 - конструктивная схема прокатной .
Рабочие клети J-6 (число их может быть и иным) приводятся двигателями 7 через редукторы 8. За клетями /-6 установлены летучие ножницы 9, которые режут заготовки на мерные длины. Пакетирование осуи,ествляется на рольганге с косорасноложенными роликами 10. По рольгангу // заготовки подают на холоднльипкн 12. Каждая клеть (в данном прИ: мере) содержит но два валка, например 13 и 14,- валкн предпоследней клетн 5, а 15 н 16- валкн последней клети 6, из которой выходит заготовка 17. Поднптниковые опорг г 18 распо.чожены в подушках 19 и 20. Положение иодушек регулируется иажимными винтами 21. Нажимные гайкн 22 установлены в станине 23. При нрокатке полоса 17 деформируется
. коническими поверхностями валков с углом наклона образующей к оси валка 45°. Если в клети 5 валки 13 и 14 обжимают ее в одном направлении, то к клети 6 валки 15 и 16 обжимают ее в другом направлении. В центре
заготовки силы трения по обеим поверхностям валков уравновешены; с обеих сторон центра на одной поверхности валок отстает от полосы 17, а на другой - опережает ее, при этом суммарные силы трения н их подпор меньще,
чем при обычной прокатке, что приводит к уменьшению усилий прокатки. Помимо этих калибров, на валках можно расположить и обычные калибры: ромбические, круглые, ящичные н другие, что создает большую гибкость при работе стана. Так, на фиг. 3 показано, что на валках 15 н 16, помимо калибра с коническими поверхностями, расположен и обычный яш,ичный калибр. При осуществлении описываемого способа можио сравнительно
просто менять схему прокатки; для этого достаточно произвести перевалку валков, изменив иаправлеиие конусности. Можно расположить их так, что две клети будут деформировать слиток в одном направлении, третья в
другом, затем четвертая, пятая снова в первом
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 2004 |
|
RU2281820C2 |
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2277021C1 |
| Реверсивный листопрокатный стан | 1932 |
|
SU47630A1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ И ШИРОКОПОЛОСОВОЙ СТАН ГОРЯЧЕЙ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2154538C1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2182050C2 |
| ПРОКАТКА УГЛОВЫХ ПРОФИЛЕЙ | 2012 |
|
RU2530682C2 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2277022C1 |
