1
Известен способ правки профилей растяжением со знакопеременным изгибом.
В результате правки этим способом не устраняют закрутки профилей в поперечном сечевии :по длине профиля.
Для повышения качества правки изделие дополнителыно подвергают знакопеременному кручению.
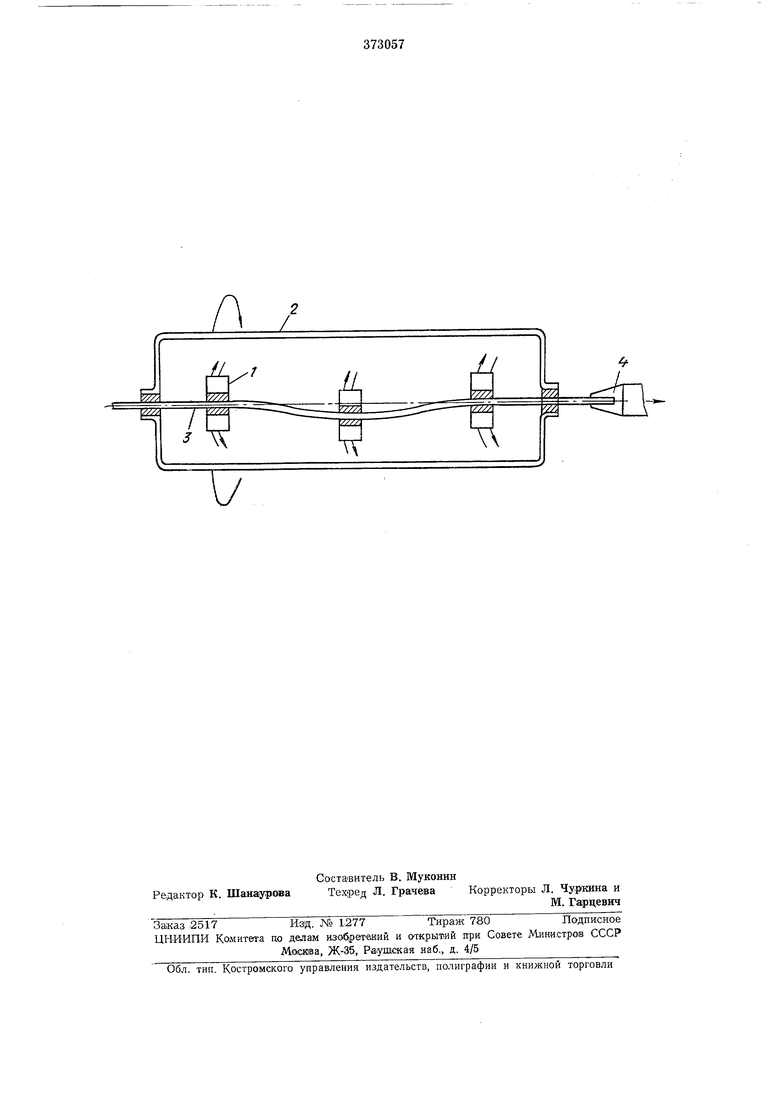
Чертеж поясняет предлагаемый способ.
Профильные раскруточно-изгибающие втулки 1 закреплены в рамке 2 в шахматном порядке и установлены с возмож-ностью качательного движения вокруг оси правки.
При протягивании изделия 3 зажимом 4
через рамку 2, совершающую вращательные
движения, изделие подвергают натяжению со
знакопеременным :изгибом и знакопеременным
кручением.
Предд{ет изобретения
Способ правки и раскрутки профилей растяжением со знакопеременным изгибом, отличающийся тем, что, с целью повышения качества правки, изделие дополнительно подвергают знакопеременному кручению.
iL
и.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки кольцевых деталей | 1983 |
|
SU1142193A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРАВКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2009 |
|
RU2486023C2 |
| СПОСОБ ПРАВКИ ТОЛСТОГО ЛИСТА ШТРИПСОВОЙ СТАЛИ | 2005 |
|
RU2299775C2 |
| Способ правки полых изделий | 1987 |
|
SU1433534A1 |
| Способ изготовления гнутых профилей | 1984 |
|
SU1232692A1 |
| Способ продольного разделения составных прокатных профилей | 1983 |
|
SU1166857A1 |
| СПОСОБ ПРАВКИ РАСТЯЖЕНИЕМ ХОЛОДНОКАТАНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2275263C2 |
| Способ правки полосы | 1987 |
|
SU1555011A1 |
| Способ правки листового проката | 1974 |
|
SU471917A1 |
| УСТРОЙСТВО для ПРАВКИ ИЗДЕЛИЙ-ПРОФИЛЕЙ | 1971 |
|
SU308790A1 |
3
Vv
