1
Известен способ правки листового проката путем знакопеременного изгиба в продольном и поперечном паправлениях.
Одпако при таком способе паблюдается неравномерное распределение деформаций по ширине листа, что приводит к поперечной кривизне листового проката.
С целью повышения качества правки по предлагаемому способу одповремеппо с изгибом в продольном направлении лист растягивают, а изгиб Б поперечном направлении осуществляют после растяженпя по дуге с радиусом, меньшим радиуса упругого изгиба в продольпом направлепии.
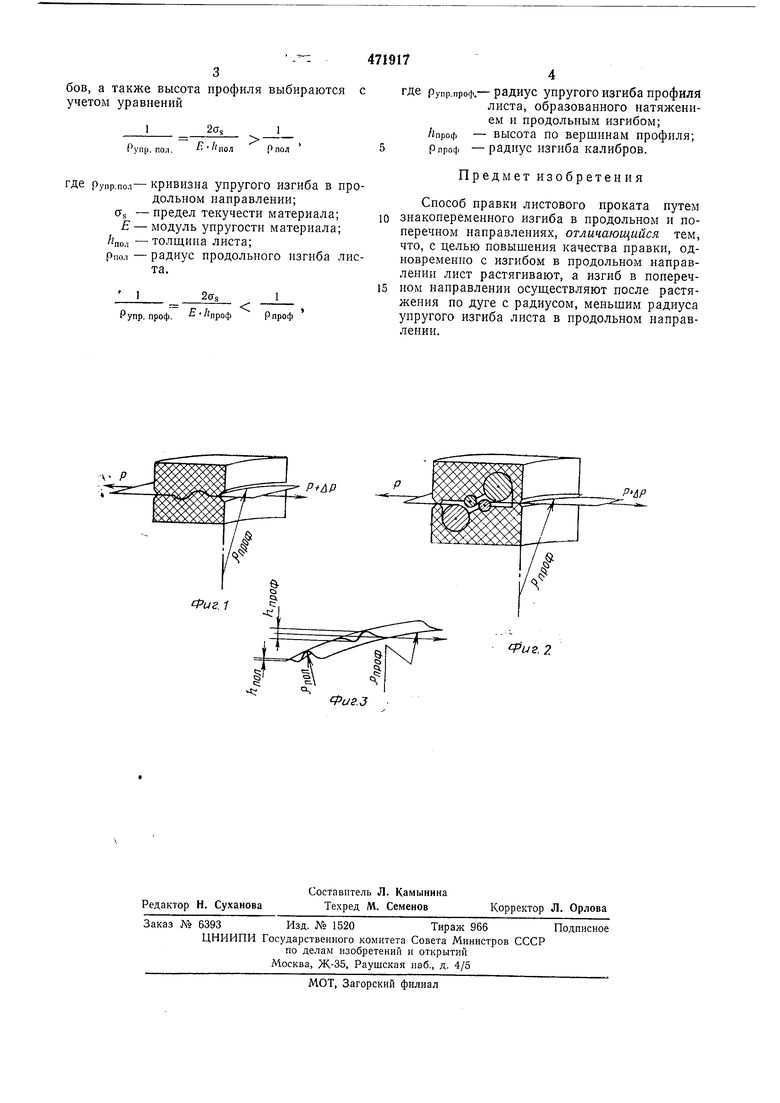
На фиг. 1 схематично показано устройство для осуществления способа правки поперечной кривизны листа при помощи калибров; па фиг. 2 - устройство для осуществления способа при иомощи роликов и калибров; па фиг. 3 - лист изогнутый в калибрах при правке в поперечном направлеиин.
Каждая рабочая поверхность калибров (фиг. 1) в сечепии вертикальной плоскостью, проходящей в паправлении движепия полосы, имеет сипусопдальпую форму с одинаковыми по ширине радиусами при вершинах этой синусоиды. Кроме того каждая ее образующая, находящаяся в вертикальной плоскости, проходящей в поперечном направлении ПОЛОСЕ), имеет форму изогнутой по дуге окружности кривой. Высота профиля п его поперечная кривизна выбираются в завнсимост от механических и геометрических свойств полосы.
Для того, чтобы реализовать данный способ псправлення поперечной кривизны полосы, необходимо, чтобы она ирипяла форму сближенных собой калибров и под действием натяжения Р и Р + АР все ее участки прошли в продольном 1аправлепии через этот калибр.
В результате упругого продольпого пзгиба и иатяжения из листа формируется жесткш профпль с высотой сечения Лпроф, во много раз
большей, чем толщииа листа Лпо.т Этот профиль в то же время получает изгиб по радиусу, меиьшему радиуса упругого изгиба этого профиля в поперечиом иаправлении листа.
Таким образом, в иаиболее удаленных точках от осп нонеречного изгиба профиля листа возникают одновременно нластические деформации соответственно растяжеЕ1ия и
сжатия в поперечном направлении, которые изгибают профиль, а следовательно, и каждый поперечпый элемент листа в стороиу, нротивоположпую исходной кривизне листа и приводят к исправлеишо этой кривизиы.
Радиусы продольиого и поперечного изгпбов, а также высота профиля выбираются с учетом уравнений
2а,
E-h,
рпол
Кривизна упругого изгиба в продольном направлении; предел текучести материала; модуль упругости материала; толщина листа; радиус продольного изгиба листа.
205
1
ЛпрофРпроф
где рупр.проф.- радиус упругого изгиба профили листа, образованного натяжением и продольным изгибом; Лпроф - высота по вершинам профиля; рпроф -радиус изгиба калибров.
Предмет изобретения
Способ правки листового проката путем знакопеременного изгиба в продольном и поперечном направлениях, отличающийся тем, что, с целью повышения качества правки, одновременно с изгибом в продольном направлении лист растягивают, а изгиб в поперечном направлении осуш;естБляют после растяжения по дуге с радиусом, меньшим радиуса упругого изгиба листа в продольном направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных замкнутых профилей | 1989 |
|
SU1764907A1 |
| Способ правки листового проката | 1989 |
|
SU1690887A1 |
| Способ формообразования листовых профилей и устройство для его осуществления | 1982 |
|
SU1049138A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ СТАЛЬНЫХ ПОЛОС | 1998 |
|
RU2149072C1 |
| Способ правки длинномерных заготовок с плоскими поверхностями | 1990 |
|
SU1779430A1 |
| СПОСОБ ПРАВКИ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2255825C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2576355C1 |
| Способ термической обработки движу-щЕгОСя пРОКАТА | 1978 |
|
SU850683A1 |
| Способ правки стального проката | 2021 |
|
RU2784711C1 |
| СПОСОБ ВАЛКОВОЙ ПРАВКИ ИЗДЕЛИЙ | 1997 |
|
RU2113305C1 |
Фиг.З и.2.
