{Изобретение огассятся к иеразрушающему ко.н. материалио-в и изделий и может быть й 1юльзовано для контроля как листовых, так :И л офилированиых материа.1ов по толгдиие в rijjvOiiecce непрерывного движения, включая толщину покрытий материалов, например борированных. Причем результат контроля может ймть получен как в абсолютных значениях, так и в относительных, например в удельной деф,ект1юстн материала на единицу площади.
HsBiCCTHO по авт. св. ЛГд 303500 контрольносортирующее устройство для листового материала, содержащее датчики толщины и блок регистрации количества предельных значений их сигналов.
Однако известное устройство не обеспечивает необходимую точность контроля, в особенности проката с борироваиными поверхностями в процессе движения.
С целью повышения точности контроля материалов в процессе непрерывного движения, а также контроля проката с борнрованными поверхностями в предложенном устройстве блок регистрации количества заданных предельных значений сигналов датчиков выполнен Б виде фотодатчиков и связанных с ними нескольких реле времени.
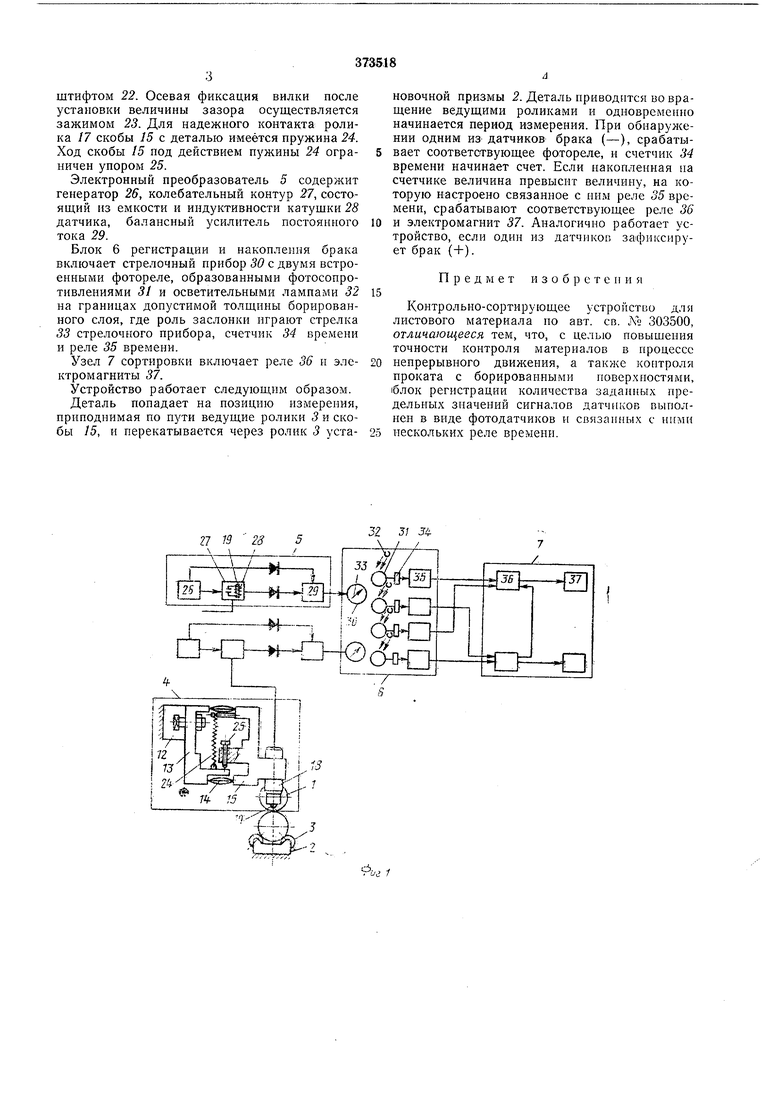
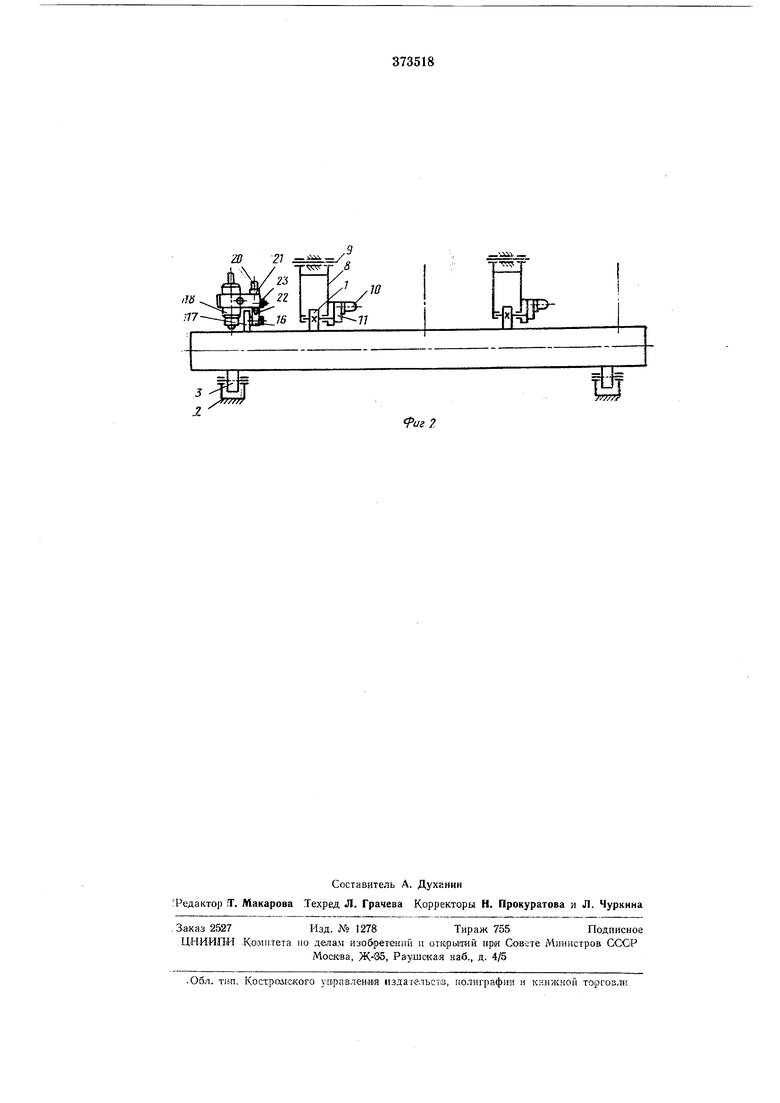
На фиг. 1 показана схема измерительного блока предложенного устройства и блок-схема
преобразователя информации; иа фиг. 2 - схема размещения узлов устройства.
Устройство содержит узел принудительного взанмного перемещения датчика и детали, выполиенный в виде двух ведущих роликов /, установочную призму 2, имеющую два ролика .9, измерительный блок 4, электронный преобразователь 5, блок 6 регистрации и накопления брака и узел 7 сортировки.
Ведущие ролнкн У установлены на рычаге 8, покачивающемся на оси 9, и получают вра цение от электродвигателя 10 через редуктор //. Угол между роликами .3, установочной призмы 2 составляет 90°.
Измерительный блок 4 имеет траверсу 12, в Т-образном пазу которой устанавливаются в заданном положении вдоль оси траверсы кронштейны 13, каждый из которых несет
на плоских пружинах 14 скобу 15 с вилкой }6, опорным роликом 17 и вихретоковым датчико.м J8. Для установки заданной величины, на которую ролик 17 выступает относительно феррнтового сердечника 19 датчика 18, пмеется винт 20, головка которого опирается на плоскость скобы 15, а резьбовая часть ввернута в резьбовое отверстие по оси внлки 16. От осевого перемещения винт 20 зафиксирован планкой 21. От углового поворота при
осевом перемещении вилка 16 зафиксирована
штифтом 22. Осевая фиксация вилки после установки величины зазора осуществляется зажимом 23. Для надежного контакта ролика 17 скобы 15 с деталью имеется пружина 24. Ход скобы /5 под действием пужины 24 ограничен упором 25.
Электронный преобразователь 5 содержит генератор 26, колебательный контур 27, состоящий из емкости и индуктивности катущки 28 датчика, балансный усилитель постоянного тока 29.
Блок 6 регистрации и накопления брака включает стрелочный прибор 30 с двумя встроенными фотореле, образованными фотосопротивлениями 31 и осветительными лампами 32 на границах допустимой толщины борированного слоя, где роль заслонки играют стрелка 33 стрелочного прибора, счетчик 34 времени и реле 35 времени.
Узел 7 сортировки включает реле 36 и электромагниты 37.
Устройство работает следующим образом.
Деталь попадает на позицию измерения, приподнимая по пути ведущие ролики 3 и скобы 15, и перекатывается через ролик 3 установочной призмы 2. Деталь приводятся во вращение ведущими роликами и одновременно начинается период измерения. При обнаружении одним из датчиков брака (-), срабатывает соответствующее фотореле, и счетчик 34 времени начинает счет. Если накопленная па счетчике величина превысит величину, на которую настроено связанное с ним реле 35 времени, срабатывают соответствующее реле 36
и электромагнит 37. Аналогично работает устройство, если один из датчиков зафиксирует брак {+).
Предмет изобретения
Контрольно-сортирующее устройство для листового материала по авт. св. Л1 303500, отличающееся тем, что, с целью повышения точности контроля материалов в процессе непрерывного движения, а также контроля проката с борированными поверхностями, |блок регистрации количества заданных предельных значений сигналов датчиков выполнен в виде фотодатчиков и связанных с ними нескольких реле времени.
т
/7(S
т
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического центрирования полосы | 1980 |
|
SU931253A1 |
| Устройство для автоматической сортировки изделий,отрезаемых от заготовок | 1985 |
|
SU1240477A1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЛИНЫ ГОРЯЧЕГО ПРОКАТА | 2007 |
|
RU2362117C1 |
| Устройство для автоматического контроля "забоя" проката в профилегибочном стане | 1982 |
|
SU1015947A1 |
| Устройство для автоматического определения сорта листа на агрегате поперечной резки | 1989 |
|
SU1690875A1 |
| Фотоэлектрический счетчик | 1980 |
|
SU892455A1 |
| Устройство для регистрации сварных швов | 1981 |
|
SU984531A1 |
| Устройство для контроля равномерности перемещения суппорта зуборезного станка | 1968 |
|
SU277272A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1977 |
|
SU745576A1 |
| ФОТОЭЛЕКТРИЧЕСКИЙ ПРОГРАММНЫЙ РЕГУЛЯТОР ТЕМПЕРАТУРЫ | 1948 |
|
SU77245A1 |
wy/y
иг2
