2. Устройство по п. 1, о т л и чающееся тем, что, с целью исключения ложного срабатывания устройства при изменении сортамента нарезанных полос, четвертый выход блока разрешения счета импульсов соединен с входом Сброс второго счетчика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| Устройство для счета предметов,перемещаемых конвейером | 1983 |
|
SU1095208A1 |
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1982 |
|
SU1049200A1 |
| Устройство для автоматического конт-РОля пРОКАТКи МЕТАллА B пОлЕ дОпуС-KOB пО ТОлщиНЕ | 1979 |
|
SU850242A1 |
| Способ повышения скорости прокатки на мелкосортном прокатном стане и устройство для его осуществления | 1978 |
|
SU910248A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1980 |
|
SU865458A1 |
| Устройство управления приводом многоклетевого профилегибочного стана с порезкой проката на ходу | 1984 |
|
SU1178553A2 |
| Автоматизированная система безотходного раскроя проката | 1983 |
|
SU1209383A1 |
| Способ автоматического управления процессом термоупрочнения проката на выходной стороне мелкосортного стана и устройство для его реализации | 1984 |
|
SU1219190A1 |
| Устройство для безотходного раскроя проката | 1987 |
|
SU1493397A1 |
1. УСТРОЙСТВО ДЛЯ ABTOMAtM ЧЕСКрГО КОНТРОЛЯ ЗАБОЯ ПРОКАТА В ПРОФИЛЕГИБОЧНОМ СТАНЕ, содержащее два датчика наличия полосы и соединенный с ними блок формирования аварийного сигнала, отличающ е е с я тем, что, с целью повышения надежности работы стана, в него введены датчик импульсов, соединенный с .измерительным роликом, два счет чика, блок разрешения счета импульсов и блок сравнения, при этом датчики наличия полосы расположены перед входом в стан, входы блока разрешения счета импульсов соединены с Датчиком импульсов и вторым датчиком наличия полосы, первый и второй выходы его - со счетными входами счетчиков, а третий - с входом Сброс одного из счетчиков, подсоединенных выходами к первому и второму входам блока сравне(Л ния, третий вход которого подсоединен к второму датчику наличия полосы, а Г выход его - к входу блока формирования аварийного сигнала.Н оо
Изобретение относится к автоматизации прокатного производства и может быть использовано для управления профилегибочным станом и механизмом торможения проката При забое его в стане,
Прокатная полоса, разматываемая с рулона, режется на мерные длины и .по рольгангу .подается к профилегибочному стану. За счет разности скоростей ножниц и рольганга между полосами создается .разрыв, обеспечивающий последовательное прохождение полос по стану.
При з адаче в стан полоса может затормозиться или остановиться в направляющих проводках или в валках первых трех клетей стана. При этом последующая по.лоса догоняет ее, разрыв между ними уменьшается или исчезает вообще. Это приводит к тому, что последующая полоса нахлестывается на предыдуи4ую и вместе с ней задается в клеть, что вызывает поломку валков. Необходимо постоянно контролировать положение полос и расстояние между ними на входе в стан, чтобы своевременно предотвратить аварийную ситуацию. л
i .
Известна система контроля многоклетьевого прокатного стана, содержащая индикаторы наличия прокатаj установленные между группами клетей, а также блок ввода уставок, подключенный к регулируемой задержке времени,, выход которой соединен с приводом аварийных ножниц. В данном устройстве забой проката в клетях определяется тем, что через заданное |Время металл не появляется под индикатором наличия проката, находящимся на выходе группы клетей. При этом сигнал с задержки времени приводит, в действие аварийные летучие ножницы Ci3.
Наиболее близким к изобретению .по технической сущности является уст
роиство для автоматической адаптивной блокировки непрерывного многоклетьёвого прокатного стана при забое прокатов в клетях, содержащее индика5торы наличия проката, установленные между группами клетей, блоки автоматического включения и -выключения блокировок и подключенные к ним блоки управления механизмами стана (механиз
0(/юм загрузки стана, аварийными ле.тучими ножницами), а также генератор временных интервалов и блоки измерения пауз между заготовками, Забой проката в соответствующей группе клетей определяется путем сравнения пауз между заготовками на выходе из группы клетей с паузами между ними на входе в эту группу t .Ъ
Известные устройства не могут быть
0 использованы на профилегибочных станах вследствие особенностей технолоГ1 и обработки проката на них, заключающихся том, что скорости движения полос по рольгангу и по профилегибоч5 ному стану, т.е, скорости полос на.входе и на выходе из стана, различны, причем их соотношение меняется в зависимости от сортамента полос. Поэтому нельзя сравнивать паузу между полосами на выходе с паузой между ними на входе в стан, Забой проката происходит в первых трех клетях проф.илегибочного стана или-на входе в стан. Информация о забое, полученная на выходе из стана, оказывается запаздывающей и не позволяет предотвратить нахлёст полос и одновременную задачу их в клеть стана.
Цель изобретения - повышение надежности работы стана.
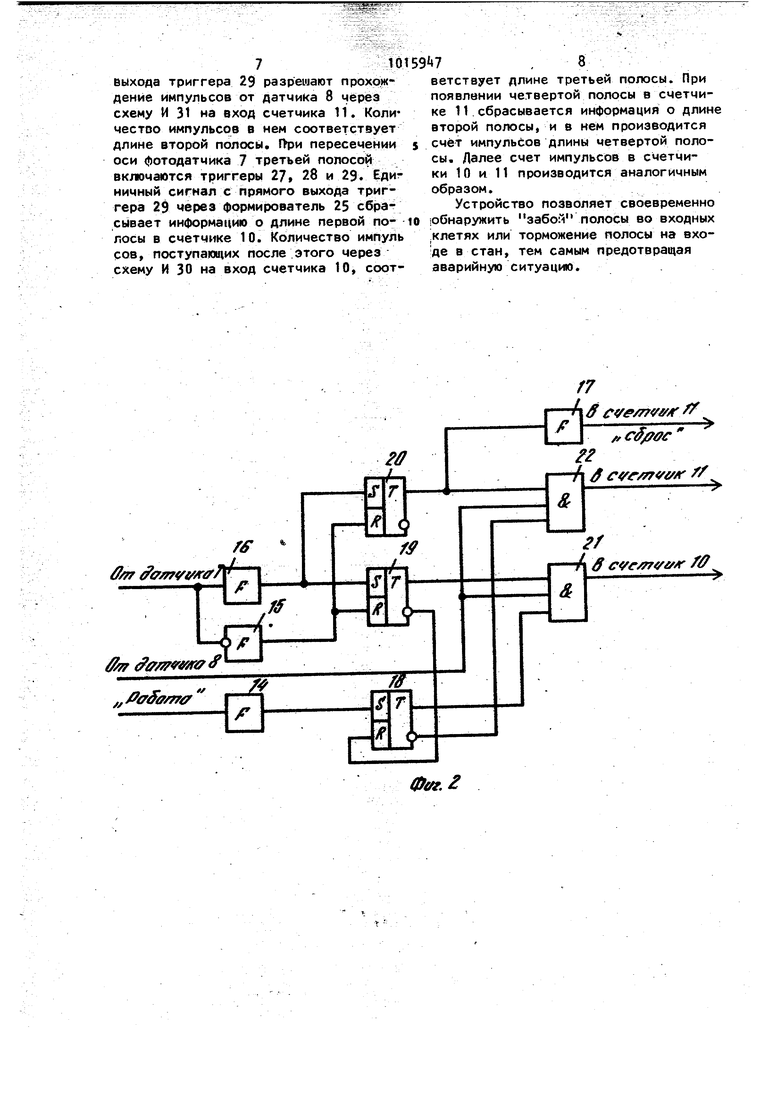
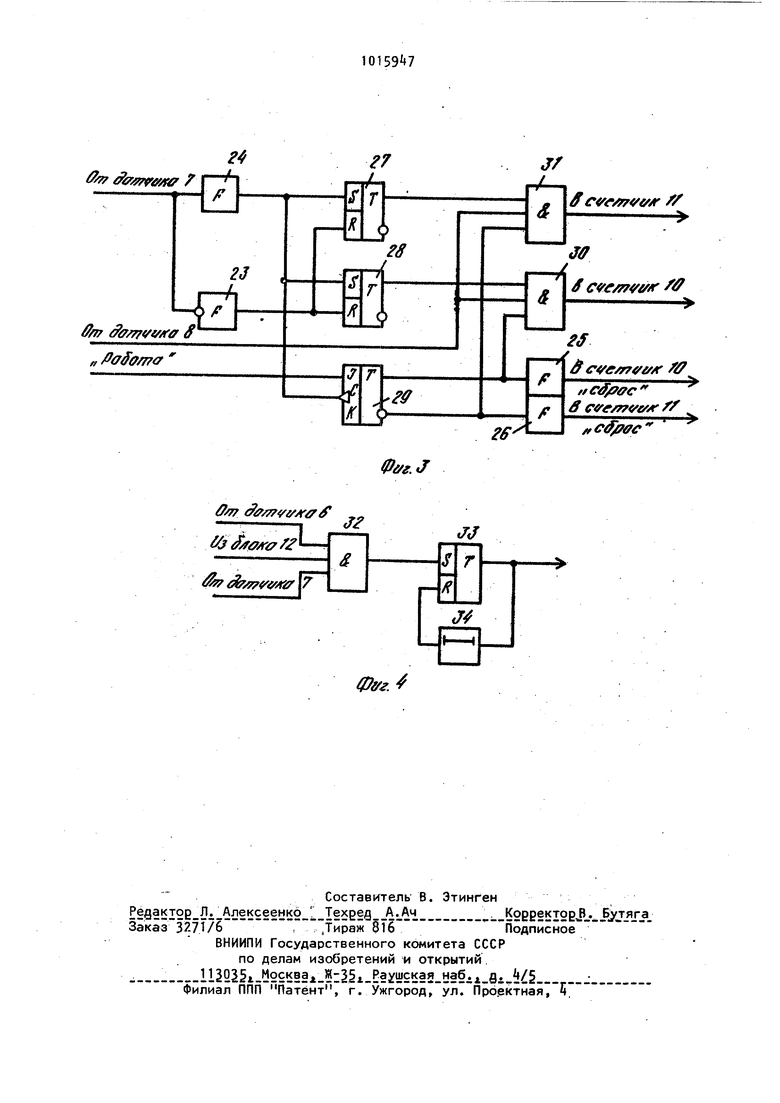
Указанная, цель достигается тем, что устройство, содержащее два датчика наличия проката и подключенный к ним блок формирования аварийного сигнала, содержит датчик импульсов, со единенный с измерительным роликом, два счетчика, блок разрешения счета импульсов и блок сравнения, при этом датчики наличия проката расположены перёд входом в стан, входы блока раз решения счета импульсов соединены с датчиком импульсов и вторым датчиком наличия проката, первый и второй выходы его - со счетными входами счетч ков, а третий выход - с входом Сбро одного из счетчиков, подсоединенных выходами к первому и второму входам блока сравнения, третий вход которого подсоединен к второму датчику наличия проката, а выход его - к входу блока формирования аварийного сиг .нала. Кроме того, с целью исключения ложного.срабатывания устройства при изменении сортамента нарезанных полос, четвертый выход блока разрешени счета импульсов соединен с входом Сброс второго счетчика. На фиг. 1 представлена структурная схема устройства; на фиг. 2 и 3 функциональные схемы блока разрешени счета импульсов в счетчики; на фиг. .функциональная схемй блока формирова ния аварийного сигнала. „ . Полосы, порезанные на летучих ножницах 2, перемещаются по рольганГУ 3 к профилегибочному стану ц. Вдол направления движения полос перед станом распо/южены тормозной электромаг нит 5 и фотодатчики 6 и 7. Расстояние между.фотодатчиками равняется минимально допустимому расстоянию между полосами. Расстояние от фотода чика 6 до первой клети стана должно быть не более минимальной длины из сортамента формируемых полос, , С измерительным роликом, контэкти руинцим с порерхностью по/юсы 1, механически связан датчик В импульсов. Выход датчика 8 подсоединен к первому входу-блока 9 разрешения сче та импульсов, к второму входу которого подключен фотодатчик 7. Первый и -второй выходы блока 9 соединены со счетными входами счетчиков 10 и 11, а третий выход - с входом Сброссчетчика 11. Выходы счетчиков подклю чены к первому и второму входам блока 12 сравнения, третий вход которого соединен с фотодатчиком 7, а выход - с первым входо блока 13 Форми рования аварийного сигнала, к второму и третьему входам которого подсоединены фотодатчики 6 и 7, а к выходу - электромагниты 5. Блок 9 разрешения счета импульсов (фиг. 2) содержит четыре формирователя импульсов, три тирггёра 18, 19 и 20 и две схемы И 21 и 22. Вкрды формирователей и первые входы схем И подсоединены к входам блока Э. Выход формирователя 14 подключен к установочному §-входу триггера 18, прямой и инверсный выходы которого соединены с вторыми входами схем И 21 и 22, соответственно, а Й,-вход - с инверсным выходом триггера 19. Установочные §-входы триггеров 19 и 20 подсоединены к выходу формирователя 16, R -входы - к выходу формирователя 15. Прямой выход триггера 19 соединен с третьим входом схемы И 21, а триггера 20 с третьим входом схемы И 22 и формирователем 17. Выходы схем И 21 и 22 и формирователя 17 являотся выходами блока 9 С целью исключения ложного срабатывания устройства при изменении сортамента нарезанных полос четвертый выход блока 9 разрешения счета импульсов в счетчики соединен с входом Сброс счетчика 10. В этом случае используются блок 9, выполненный в другом варианте. g j содержит четыре 23-26, три триггера 27. - f- , - г28 и 29 и две схемы И 30 и 31. Входы форми-ро вате лей 23 и 2 и первые входы схем И являются входами блока. Выход формирователя 23 соединен с установочными R-входами триггеров 27 и 28. Выход формирователя 2 соединен с установочными S-входами триггеров 27 и 28 и счетньм входом триггера 29. Выходы триггеров 27 и 28 соединены с вторьми входами схем И 30 и 31 соответственно. Прямой выход триггера 29 соединен с входом формирователя 25 и третьим входом схемы И 30, а инверсный выход с вхо формирователя 26 и третьим входом схемы И 31. Выходы формирователей 25 и 26 и схем .И 30 и 31 являются выходами блока. Блок 3 формирбвания аварийного сигнала содержит схему И 32, триггер 33 и схему 3 задержки времени. Входы схемы И являются входами блока, выход ее соединён с §-входом триггера 33, выход которого соединен с Rвходом триггера 33 через схему 3 задержки времени и выходом блока. Устройство работает следующим образом. Оператор включает режим Работа и прослеживает движение первой полос по линии стана. При этом начинает ра ботать блок 9 разрешения счета импул сов. При появлении сигнала на входе формирователя }Ц на его выходе появл ется сигнал, который устанавливает триггер 18 в единичное состояние. В момент пересечения передней кромкой первой полосы оси фотодатчика 7, т.е при появлении сигнала на входе формирователя 16, импульсный сигнал с его выхода устанавливает триггеры 19 и 20 в единичное состояние. Сигнал с прямого выхода триггера 19 дает разрешение на прохождение сигнала с дат чика 8 импульсов через схемь И 21 на счетный вход счетчика 10. В то же вр мя сигнал с инверсного выхода тригге ра 18 запрещает прохождение сигнала с датчика 8 через схему И 22 в счетчик 1 1 . В счетчике 10 происходит счет импульсов до тех пор, пока первая полоса на выйдет из поля зрения фотодатчика 7 и на его выходе не исчезнет сигнал. При засветке фотодатчика 7 сигнал с выхода формирователя 15 устанавливает триггеры 19 и 20 в нулевое состояние. Единичный сигнал с инверсного выхода триггера 19 устанавливаеттриггер 18 в нулевое состояние, единичный сигнал с инверсного выхода которого поступает на второй .вход схемы И 22. При пересечении оси фотодатчика 7 передней кромкой второй и последующей полос импульсы с датчика 8 через схему И 22 поступают в счетчик 11, в котором насчитывается количество импульсов, пропорциональное длине соответствующей полосы. Предваритель но импульсным сигналом, с(1юрмировамным формирователем 17, счетчик 11 сбрасывается в нулевое состояние. Таким образом, в счетчике 10 постоянно хранится информация о длине первой полосы, в то время как содержимое счетчика 11 меняется и являетс информацией о длине всех последующих полос. Как только счетчиком 11 насчитыва ется количество импульсов, равное со держимому счетчика 10, блок 12 сравнения выдает сигнал в блок 13 формирования аварийного сигнала. При забое в первой клети задний конец полосы останавливается в таком положении, что затемнены оба фотодат чика. При забое полосы во второй и третьей клетях остается затемненным фотодатчик 7. Последующая полоса затемняет и фотодатчик 6. При ударе формуемой полосы о направляющие проводки, расположенные перед станом, полоса тормозится таким образом, что расстояние между нею и последуюи4ей полосой становится меньшим допустимого или равным О, и в момент равенства количества импульсов в обоих счетчиках оказываются затемненными оба фотодатчика 6 и 7. При затемненеии обоих фотодатчиков 6 и 7 в блоке 13 формирования аварийного сигнала на втором входе схемы И 32, на первый вход которой поступил сигнал из блока 12 сравнения, устанавливается единица, и сигнал с ее выхода устанавливает триггер 33 в единичное состояние. Сигнал с прямого выхода триггера 33 поступает в схему управлен1 я профилегибочным станом на останов стана и в схему управления электро,магнитом 5 для торможения полос, а также через схему 3 задержки времени - на 1 -вход триггера 33. При использовании блока 9 выполненного во втором варианте, содер жимое счетчиков 10 и 11 меняется таким образом, что один из них выдает информацию о длине нечетных полос, другой - о длине четных. В этом случае блок 9 работает следующим образом. При появлении сигнала на входе . формирователя 2k на его выходе, появляется сигнал, который устанавливает триггеры 27, 28 и 29 в единичное состояние. В момент пересечения передней кромкой полосы оси фотодатчика 7 единичные сигналы с выходов тригге- . ров 28 и 29 разрешают прохождение импульсов с датчика 8 импульсов через схему И 30 на вход счетчика 10. При выходе полосы из поля зрения фотодатчика 7 на входе формирователя 23 исчезает сигнал. Сигнал с его выхода устанавливает триггеры 27 и 28 в нулевое состояние. Счет импульсов в с счетчике 10 прекращается. Количество импульсов в нем соответствует длине Первой полосы. При появлении в поле зрения фотс датчика 7 второй полосы триггеры 27 и 28 устанавливаются в единичное состояние, а триггер 29 в нулевое. Единичные сигналы с прямого выхода триггера 27 и с обратного выхода триггера 29 разрешают прохо кденйе импульсов от датчика 8 через схему И 3t на вход счетчика 11. Количество импульсов в нем соответствует длине второй полосы. пересечении оси фотодатчика 7 третьей полосой включаются триггеры 27, 28 и 29. Единичный сигнал с прямого выхода триггера 29 мерез формирователь 25 сбра.сывает информацию о длине первой полосы в счетчике 10. Количество импуЛь CQB, поступающих после.этого через схему И 30 на вход счетчика 10, соот10
0tff,2 7 ветствует длине третьей полосы. При появлении четвертой полосы в счетчике 1 1 . сбрасывается информация о длине второй полосы, и в нем производится счёт импульсов длины четвертой полосы, Лалее счет импульсов в счетчики 10 и 1 1 производится аналогичным образом. Устройство позволяет своевременно обнаружить забой полосы во входных .клетях или торможение полосы на входе в стан, тем самым предотвращая аварийную ситуацию.
г
ff ffi ayiff /
23
47
ff/ff ff t/y/fff f
„ flffffffmff
ff/
J/
/
ff //
;
Jff
r
c e/rftfe /r tff
cff/yffc
//
S //
г
ffe.J
JJ
фуг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| (З) | |||
