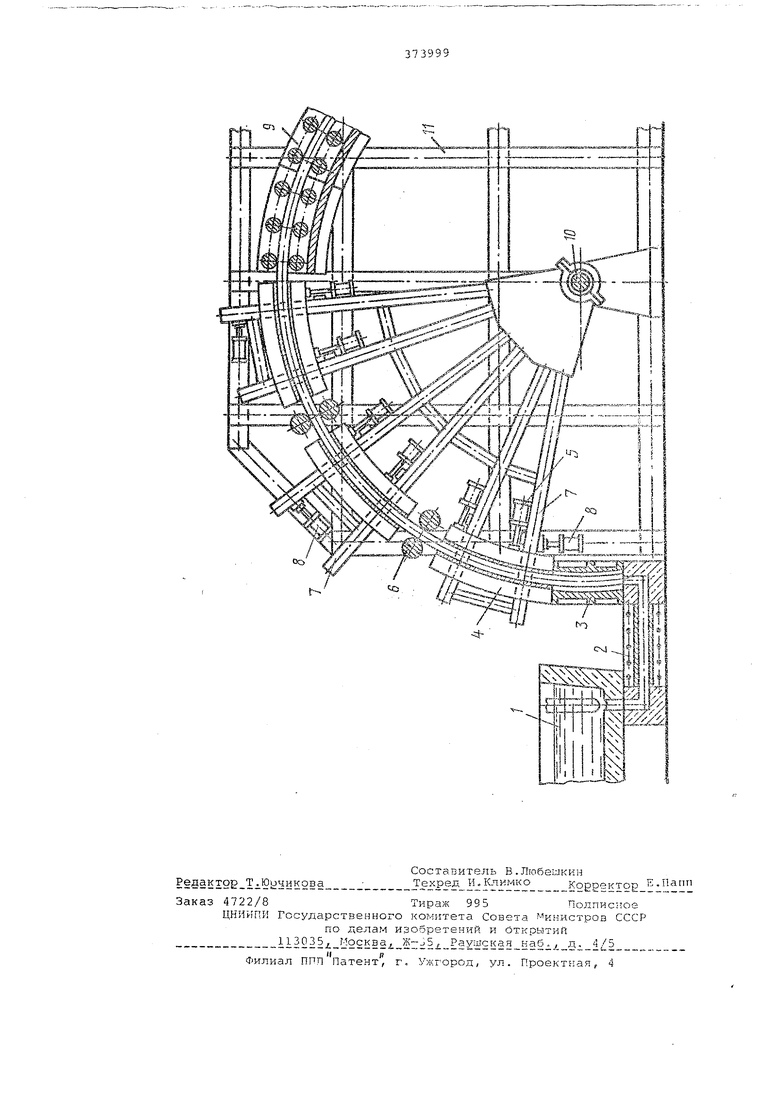
Установка может быть использована для непрерывной разливки металлов и сплавов. Известна установка радиального типа для непрерывной разливки металлов с верхней выдачей слитка из.кристаллизатора, на восходящем участке зоны вторичного охлаждения которой установлены индукционные насосы. В такой установке индукторы индукционных насосов установлены на неподвижных радиальных балках с возможностью перемещения на небольшое расстояние толь ко в радиальном направлении. Перед вытягиванием слитка из кристаллизатора с помощью индукционных насосоа индукторы приходится отводить от слитка на небольшое расстояние, в результате чего зазор между индукторами насосов увеличивается и снижается эффек тивность их работы. В целях создания дополнительного усилия вытягивания слитка из кристаллизатора и создания усилия на слиток как по ходу/ так и против хода его движения в предлагаемой установке часть или все половины индукционных насосов за кристаллизатором установлены накачающихся балках, центр качания которых совмещен с центром кри2визны оттЬиваемого слитка. КачагЙщйеся балки снабжены приводом,например гидравлическим, прижимающим половины индукторов к слитку. На чертеже показана предлагаемая , установка, общий вид, Проз 1ежуточвк1й ковш 1 установки си фонной системой 2 соединен с кристаллизатором 3v На восходящем участке Зоны вторичного, охлаждения установки расположены индукторы 4 индукционных, .насосов с приводами 5 перемещения ин дуктороВа На опорйик злементак метал локонструкции установлены неприводные опорные ролики 6. На качающихся радиальггьас балкак 7 установлены по два индукто.ра каждого индукционного насоса с таким расчетомf чтобы между STmvjH индукторами мог поместиться от.ливаемый слиток с мекапизм(л.1 поджатия шин. Центр качания балок 7 совмещен с центром кривизны отливаемого слитка. Второй, опорой Качающихся балок являются штоки гидроцилиндров 8 привода качания балок, когда установка работает, или выдвигающиеся выступы .на .металлоконструкциях, когда установка находится в нерабочем состоянии. На Нисходящем участке зоны вторичного охлаждения установки расположены роликовые секции 9 вторичного охлаждения В центре качания балок находится шарнирная опора 10. Гидроцилиндры привода качания балок размещены на элемен тах 11 опорных металлоконструкций.
Разливка металла начинается сфор-/ мирования головной части слитка. Металл на ковше 1 через сифонную систему 2 подается в зону кристаллизатора 3 и первого индукционного насоса/ примкнутого вплотную к кристаллизатос ру вместе с боковыми шинами, В верхней части первого индукционного насоса установлена крышка-холодильник, препятствующая переполнению металлом зоны кристгтлизатора и индукционного насоса и обеспечивающая затвердевание торца головной части слитка.
После заполнения металлам указанной выше зоны в ЖИ1КОЙ фазе формируемого слитка с помощью индукционного насоса сифонной cиcтe Ы (на чертеже не показан) создается давление порядка 3-5 ати, которое плотно прижимает корочку слитка по всей высоте кристаллизатора и первого индукционного насоса и обеспечивает качественное формирование поверхности затвердевшей корочки слитка.
Через определенное время, когда толщина корочки достигнет неэобходимой величины, повышанное давление в жидкой фазе зоны кристаллизатора снимается за счет снятия давления в сифонной системе и урав{юве111ивания жидкой фазы слитка за кристаллизатором с помощью первого инг,укционного насоса. Далее период быстрог-о Еытягинакия слитка из кристаллизаторл. и начальный момент вьттягивания, когда имеет место наибольшее сопротивление Ектягиванню из кристаллизатора, индукторы и боковые пр):й.:аты к слитку и слиток через крыилку-холодильник сцеплен с индукторами индукционного насоса. Это позво-ляет с noMOi-tirjiCi боковых шин (на чертеже не показан) и приводов качаю:..;.хся радиальных балок осуществить от1л-:лз корочки слитка от стенок кристаллизатора с
После некоторого перемещения индугЦионного насоса вместе со слитком индукторы с помощью привода отводятся от слитка и,дальнейшее перемещение слитка на за.цанную величину осуществляетсуЧ за смет электромагкитнкх сил. которые наводятся в жидкой и твердой фазах слитка 1:ндукционным насосом, и за счет привода прижатых к слитку боковых шин. Яурты крышкн-холодиль.ника сразу же после отхода индукторов от слитка выходят из пазов и крышка свободно сбрасывается с тор;ца отливаемого слитка.
За время цикла вытягивания слитиа из кристаллизатора на величину 0,80,9 длины кристаллизатора сифонная система обеспечивает подачу очередной порции металла, и движение слитка прекращается. Как только слиток останавливается, к нему подводятся
10 индукторы индукционных насосов, питание их током прекращается, в результате прекращается-уравновешивание жидкой фазы отливаемого слитка на восходящем участке. Боковые шины в
15 это время возвращаются в исходное положение, но немного не доходят до своего нижнего положения. Сифонная система установки переводится в режим стопорения. В зоне кристаллизатора
вновь создается значительное давление в жидкгй фазе (4-5 ати) для качествен,ного формирования очередного участка затвердевающей корочки отливаемого слитка.
5
Чтобы стык между очередными участками формирующего слитка, который после вытягивания оказывается в верхней части кристаллизатора, бы.л качественным, отливаемому слитку обеспечивает0ся некоторое обратное движение через прижатые к слитку индукторы и боковые шины за счет привода радиальных балок и привода боковых шин.
Далее цикл работы установки повтО ряется с той лишь разницей, что не надо сбрасывать с торца отливаемого
слитка Крг.111ЛКу-ХОЛОДИЛЬНИ С .
. Форк-гула изобретения
Установка для непрерывной разливки металлов преимущественно радиального типа с периодической выдачей слитка из кристаллизатора вверх, состоящая из стационарно установленного кристаллизатора, индукционных насосов за кристаллизатором и оборудования вторичного охлаждения, отличающаяся тем, что, с целью создания дополнительного усилия вытягивания слитка из кристаллизатора и создания усилия на слиток как по ходу, так и против хода его движения, часть или все половины индукционных насосов за кристаллизатором установлены на качающихся балках, центр качания которых совмещен с центром кривизны отливаемого слитка и которые снабжены приводом, например гидравлическим, прижимающим половины индукторов к слитку.
b
| название | год | авторы | номер документа |
|---|---|---|---|
| "Установка для непрерывной разливки металлов | 1967 |
|
SU293429A1 |
| Кольцевая установка для совмещенной разливки и прокатки металлов | 1970 |
|
SU330700A1 |
| Способ непрерывной разливки металлов | 1971 |
|
SU343516A1 |
| Полукольцо-проводка для кольцевой непрерывной разливки металлов | 1971 |
|
SU466709A1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 1995 |
|
RU2080206C1 |
| Устройство для вторичного охлаждения установок непрерывной разливки металлов | 1975 |
|
SU559766A1 |
| СПОСОБ ДЛЯ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457064C1 |
| Машина полунепрерывного литья слитков | 1980 |
|
SU933216A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |