1
Предлагаемый способ предназначен для обработки (шлифовки и полировки) большого количества глубоких отверстий различного диаметра.
Для обработки большого количества отверстий, расположенных под равным углом обычно каждое отверстие после сверления зенкуют и разворачивают для получения достаточно точного и хорошего качества отверстия. Затем поочередно заполировывают оставшиеся от сверления риски шлифовальным камнем малого диаметра и абразивной шкуркой при помош,и пневмомашинки или электродрели. Эта ручная трудоемкая операция требует поочередной обработки всех отверстий. При сверлении происходит увод сверла, и поэтому даже при сверлении в одном кондукторе, особенно когда сверловка начинается по сферической поверхности, расположение и направление отверстий получаются разные. Обрабатываются эти отверстия в кондукторах с поочередной сменой инструмента: сверло-зенкерразвертка. Поэтому предварительно обработанные отверстия приходится шлифовать и полировать раздельно каждое.
При известном способе электрохимической обработки, невозможно добиться точного совпадения баз и отверстий, так как в производстве имеется несколько различных кондукторов или специальных агрегатов. Из-за неточности установки электрода- инструмента отверстие обрабатывается неравномерно, что приводит к получению эллиптических отверстий.
При обработке многих отверстий, расположенных близко и под разными углами, трудно расположить направляюшие кондукторных втулок для электродов, а также изолировать их и подвести рабочее напряжение. В местах перемешения электрода-инструмента и направляющей втулки электрический контакт ненадежный. В процессе электрохимической обработки электролит проходит под давлением по зазору; лри этом не обеспечивается необходимая фиксация электрода-инструмента и возможно перемеш.ение электрода-инструмента электролитом.
Цель изобретения - создать способ для одновременной обработки большого количества отверстий, расположенных под разными углами.
Для этого электрод-инструмент вместе с направляющей кондукторной втулкой вводят в предварительно обработанное отверстие, а другой конец электрода-инструмента помещают в предварительно расплавленный легоплавкий металл или сплав. При остывании сплава электрод-инструмент точно фиксируется относительно предварительно обработанных отверстий (сверленых) и при перемещеНИИ по электроду-инструменту направляющей кондукторной втулки расположение электрода-инструмента остается концентричным, строго зафиксированным по оси отверстия.
Предлагаемый способ исключает такие операции, как зенковка, разворачивание, шлифовка, полировка отверстий. Одновременная обработка всех отверстий значительно сокращает время, необходимое для смены инструмента и позволяет за небольшой промежуток времени обработать большое количество различных отверстий, удалив технологически необходимое количество металла и получить полированную Поверхность в отверстиях.
Предлагаемым способом можно обрабатывать корпусные детали, имеющие каналы прямоугольной или другой сложной конфигурации.
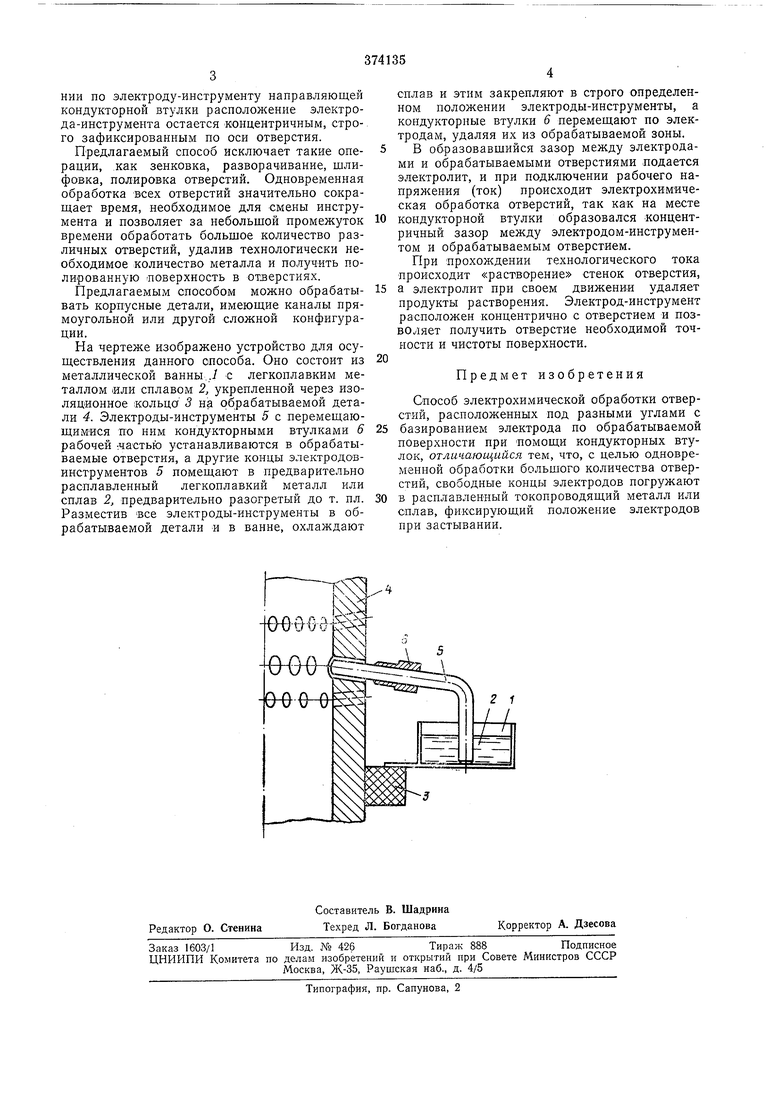
На чертеже изображено устройство для осуществления данного способа. Оно состоит из металлической ванны,. с легкоплавким металлом «ли сплавом 2, укрепленной через изоляционное кольцо 3 на обрабатываемой детали 4. Электроды-инструменты 5 с перемещающимися по ним кондукторными втулками 6 рабочей -частью устанавливаются в обрабатываемые отверстия, а другие концы электродовинструментов 5 помещают в предварительно расплавленный легкоплавкий металл или сплав 2, предварительно разогретый до т. пл. Разместив все электроды-инструменты в обрабатываемой детали и в ванне, охлаждают
сплав и этим закрепляют в строго определенном положении электроды-инструменты, а кондукторные втулки 6 перемещают по электродам, удаляя их из обрабатываемой зоны. В образовавшийся зазор между электродами и обрабатываемыми отверстиями подается электролит, и при подключении рабочего напряжения (ток) происходит электрохимическая обработка отверстий, так как на месте
кондукторной втулки образовался концентричный зазор между электродом-инструментом и обрабатываемым отверстием.
При прохождении технологического тока происходит «растворение стенок отверстия,
а электролит при своем движении удаляет продукты растворения. Электрод-инструмент расположен концентрично с отверстием и позволяет получить отверстие необходимой точности и чистоты поверхности.
Предмет изобретения
Способ электрохимической обработки отверстий, расположенных под разными углами с
базированием электрода по обрабатываемой поверхности при помощи кондукторных втулок, отличающийся тем, что, с целью одновременной обработки большого количества отверстий, свободные концы электродов погружают
в расплавленный токопроводящий металл или
сплав, фиксирующий
положение электродов при застывании.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство сверления заготовки в упруго напряженном состоянии. | 2021 |
|
RU2779438C1 |
| Способ обработки отверстий с наклонным входом | 1990 |
|
SU1745425A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМ ДЛЯ ПОЛУЧЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ НЕКРУГЛЫХ ЗУБЧАТЫХ КОЛЕС | 1995 |
|
RU2093298C1 |
| СПОСОБ СКОРОСТНОГО СВЕРЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2534176C1 |
| Переналаживаемый кондуктор | 1986 |
|
SU1388198A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ В СУДОВЫХ ФУНДАМЕНТАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2076019C1 |
| Способ обработки отверстий | 1983 |
|
SU1175624A1 |
| Кондуктор для сверления отверстий | 1979 |
|
SU837602A1 |
| КОНДУКТОРНОЕ УСТРОЙСТВО | 1972 |
|
SU338310A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2358842C1 |
