Изобретение относится к обработке металлов резанием, в частности к способам сверления контровочных отверстий малых диаметров в шестигранных гайках или голо- в.ках болтов.
Цель изобретения - повышение производительности са счет обработки отверстий одновременно в нескольких шестигранниках.
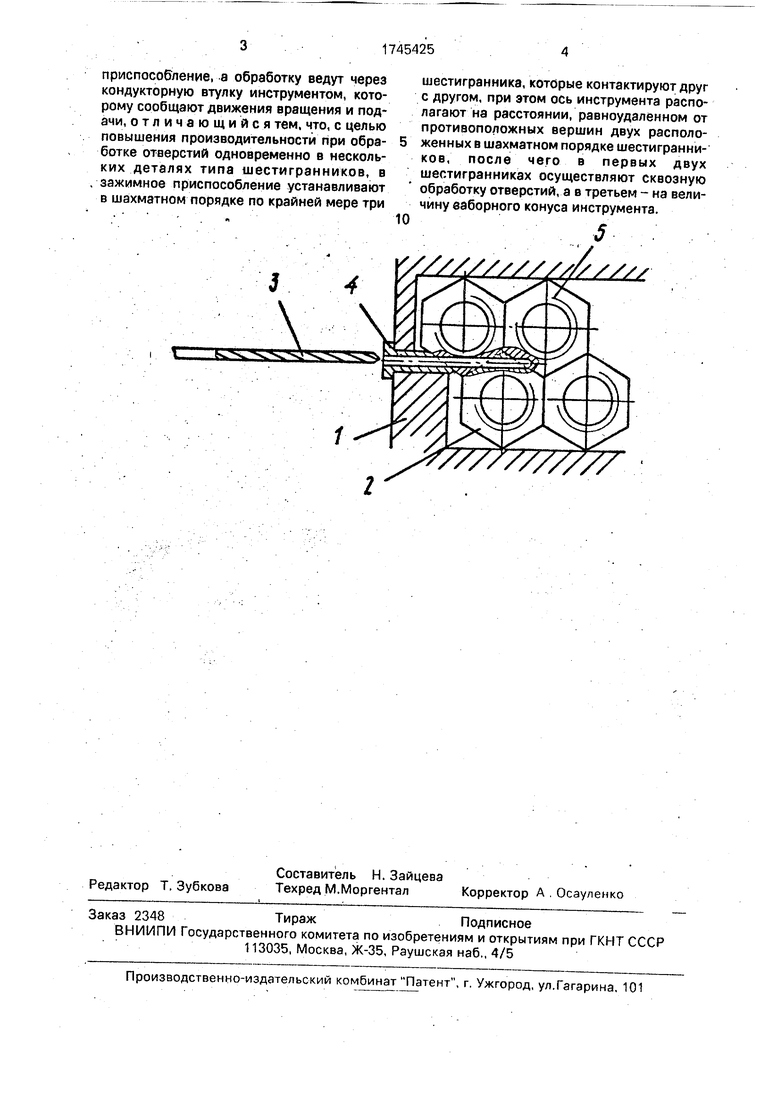
На чертеже представлена схема реализации предлагаемого способа.
В зажимное приспособление 1 устанавливают шестигранники 2. Сверло 3 направляют по оси контровочного отверстия кондукторной втулки 4 и сверление осуществляют на глубину одного иди двух шестигранников. Сверление шестигранника 5, установленного на максимальном удалении от кондукторной втулки 4, осуществляют на глубину, равную высоте заборного конуса сверла 3, По окончании сверления сверло
отводится в исходное положение, обработанные шестигранники 2 извлекаются из кондуктора, а последующие продвигаются до упора в зажимное приспособление 1. При этом ось отверстия, засверленного на глубину заборного конуса сверла, совмещают с осью кондукторной втулки 4.
Предлагаемый способ позволяет повысить надежность и производительность процесса сверления отверстий в наклонных поверхностях. Сверление контровочных отверстий диаметром 1,5 мм в шестигранных гайках из стали ЗОХГСА показало, что сверло работает до естественного износа, в то время как при сверлении по принятому в настоящее время процессу поломки сверл доходят до 50%.
Формула изобретения Способ обработки отверстий с наклонным входом в деталях, при котором последнюю устанавливают в зажимное
Ч
hO (Л
.ювА
приспособление, а обработку ведут через кондукторную втулку инструментом, которому сообщают движения вращения и подачи, отличающийся тем. что, с целью повышения производительности при обработке отверстий одновременно в нескольких деталях типа шестигранников, в зажимное приспособление устанавливают в шахматном порядке по крайней мере три
шестигранника, которые контактируют друг с другом, при этом ось инструмента располагают на расстоянии, равноудаленном от противоположных вершин двух расположенных в шахматном порядке шести гранни- ков, после чего в первых двух шестигранниках осуществляют сквозную обработку отверстий, а в третьем - на величину заборного конуса инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Переналаживаемый кондуктор | 1986 |
|
SU1388198A1 |
| Кондукторная втулка | 1978 |
|
SU707700A1 |
| Устройство для сверления отверстий | 1981 |
|
SU984706A1 |
| Кондуктор для сверления отверстий | 1981 |
|
SU1115864A1 |
| СПОСОБ СВЕРЛЕНИЯ СКВОЗНОГО ОТВЕРСТИЯ | 1990 |
|
RU2023544C1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2737658C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СВЕРЛЕНИЯ ПРОДОЛЬНЫХОТВЕРСТИЙ | 1972 |
|
SU343780A1 |
| ВРАЩАЮЩАЯСЯ КОНДУКТОРНАЯ ВТУЛКА | 2001 |
|
RU2202447C2 |
| Способ обработки отверстий с наклонным входом мерным лезвийным инструментом и устройство для осуществления способа | 1977 |
|
SU768566A1 |
| Способ многопроходной обработки отверстий | 1989 |
|
SU1779478A1 |
Использование: при обработке металлов резанием. Сущность изобретения: в зажимное приспособление 1 устанавливают детали в виде шестигранников 2, которые располагают в шахматном порядке. Обработку ведут инструментом 3 через кондукторную втулку 4 на глубину одного или двух шестигранников. Сверление шестигранника 5 осуществляют на глубину, равную высоте заборного конуса инструмента, который по окончании обработки отводится в исходное положение. Обработанные шестигранники извлекают ся, а оставшиеся продвигаются до упора в зажимном приспособлении 1. 1 ил. (Л С
W
I .
S ///////////
| ПРИСПОСОБЛЕНИЕ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В НАКЛОННЫХ ПОВЕРХНОСТЯХ | 0 |
|
SU322236A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
