1
Известны металлорежущие станки типа обрабатывающий центр, рабочий стол которых (перемещается по горизонтальным направляющим станины, а салазки, несущие щпиндельные головки, оси вращения шпинделей которых в рабочем положении параллельны продольной оси станка, расположены по обеим сторонам рабочего стола и перемещаются по горизонтальным направляющим, перпендикулярным к направляющим рабочего стола.
Предложенный станок отличается от известных тем, что направляющие для салазок перпендикулярны к осям вращения щпинделей и выполнены на мостах, за-крепленных на станине над направляющими, несущими рабочий стол.
Это позволяет повысить жесткость .конструкции, точность обработки деталей и уменьщить габариты станка.
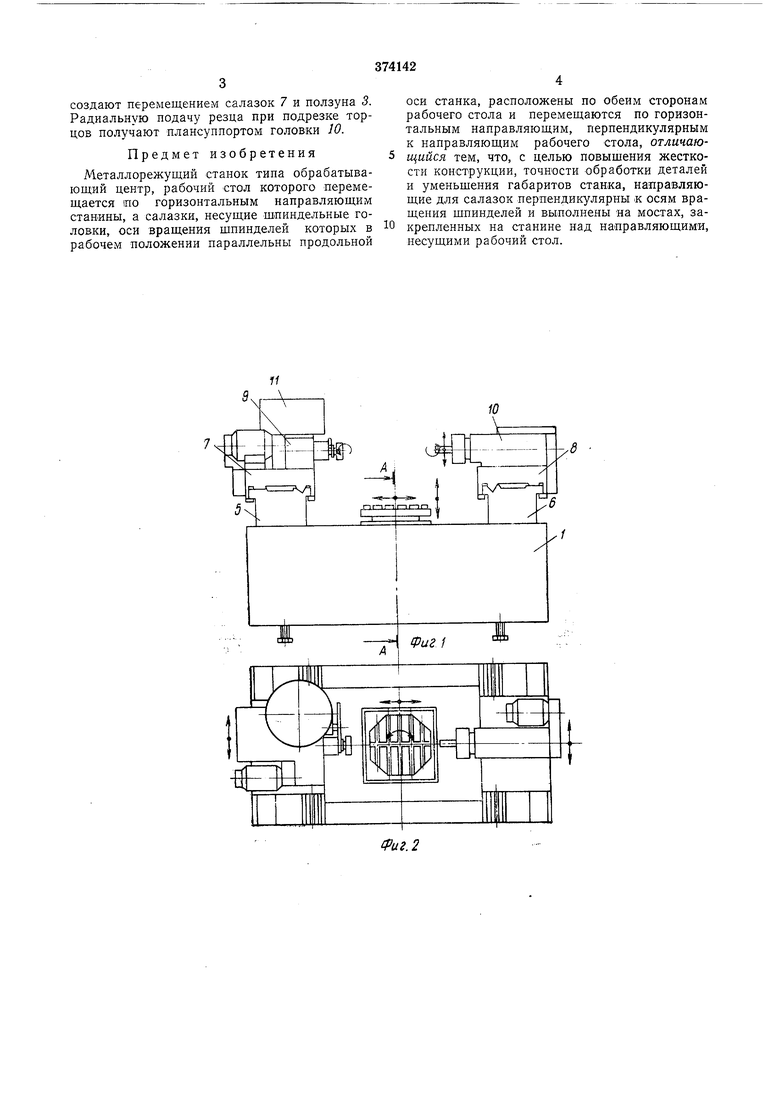
На фиг. 1 изображен .предложенный станок, ВИД спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 -сечение по А-А на фиг. 1.
На продольных направляющих станины J расположен рабочий стол 2 с вертикальным столом (ползуном) 3, на верхней плоскости которого установлен поворотный стол 4 для крепления обрабатываемой детали.
На мостах 5 и 6 выполнены направляющие под салазки 7 и S. Шпиндельные головки 9 и 10 установлены на салазках, причем головка
9 предназначена для сверлильных и фрезерных работ, а головка 10 - для отделочного растачивания и подрезки круглых торцов. На левом мостике 5 размещен также инструментальный магазин 11с устройством для автоматической смены инструментов.
Станок снабжен устройством для программирования рабочих и вспомогательных операций (на чертеже не показано).
Позиционирование режущих инструментов и обрабатываемой детали по трем прямоугольным координатам осуществляют поперечным перемещением салазок 7 и 5 со щпиндельными головками 9 и 10 (координата X), вертикальным движением ползуна 3 (координата У) и продольным перемещением рабочего стола 2 (координата Z).
Установка четвертой координаты (угловое положение деталп в горизонтальной плоскости) достигается поворотом стола 4 с обрабатываемой деталью. Пятую координату (расстояние между осью вращения шпинделя головки 10 и вершиной резца) устанавливают с помощью плансунпорта шпиндельной головки.
Главным движением при резании является вращение шпинделей головок 9 и 10. При растачивании, сверлении и цилиндрическом фрезеровании движение подачи осуществляют ходом рабочего стола 2. При торцовом фрезеровапии, а также фрезеровании пазов подачу
создают перемещением салазок 7 и ползуна 5. Радиальную подачу резца при подрезке торцов получают плансуппортом головки 10.
Предмет изобретения
Металлорежущий станок типа обрабатывающий центр, рабочий стол которого перемещается 1ПО горизонтальным направляющим станины, а салазки, несущие щпиндельные головки, оси вращения шпинделей которых в рабочем положении параллельны продольной
оси станка, расположены по обеим сторонам рабочего стола и перемещаются по горизонтальным направляющим, перпендикулярным к направляющим рабочего стола, отличающийся тем, что, с целью повыщения жесткости конструкции, точности обработки деталей и уменьщения габаритов станка, направляющие для салазок перпендикулярны « осям вращения щпинделей и выполнены на мостах, закрепленных на станине над направляющими, несущими рабочий стол.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| Отделочно-расточной станок | 1979 |
|
SU870004A1 |
| ТОКАРНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 2019 |
|
RU2727133C1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2546943C2 |
| ТОКАРНЫЙ СТАНОК | 1972 |
|
SU420403A1 |
| Металлорежущий станок с устройством автоматической смены инструментов | 1987 |
|
SU1444126A1 |
| Станок для фрезерования торцов в перемычках картеров | 1976 |
|
SU621495A1 |

