1
Изобретение относится к области станкостроения и может быть использовано для обработки торцов в перемычках картеров крупных дизелей и в корпусах других производственных машин (механических прессов, компрессоров, насосов и т. п.), имеющих в качестве одного из приводных звеньев коленчатый вал с несколькими коленами.
Известны станки подобного назначения, включающие связанные со станиной через салазки, установленные с возможностью поперечного перемещения, две шпиндельные бабки с фрезами, торцы которых перпендикулярны к направляющим стаиины.
Цель изобретения - облегчение регулирования расстояния между торцами фрез при снятии различного припуска и компенсации неточностей расположения торцов фрезы после их переточек.
Для этого предлагаемый станок для фрезерования торцов в перемычках картеров снабжен винтовым механизмом регулирования расстояния между салазками и установленными на станине вдоль ее направляющих в соответствии с расположением обрабатываемых перемычек реперами, причем одни из салазок снабжены установленным с возможностью перемещения вдоль направляющих станины датчиком для взаимодействия с реперами, который в свою очередь снабжен лимбом и винтовым механизмом для связи его с вышеуказанными салазками.
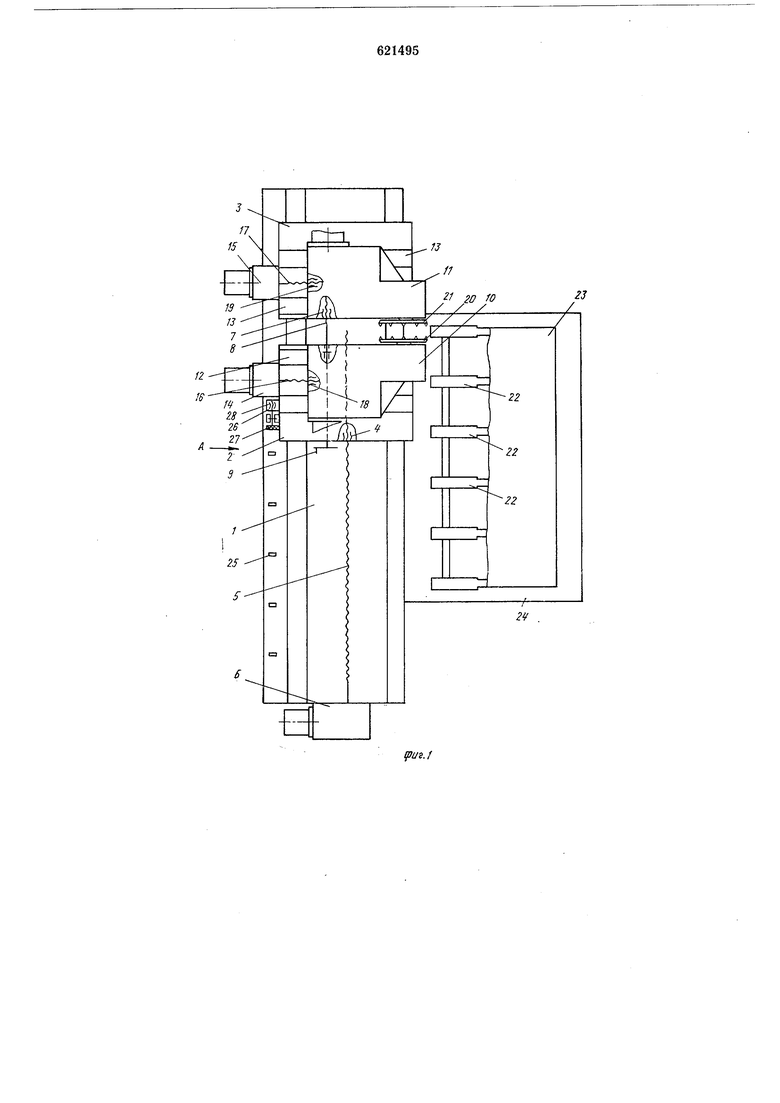
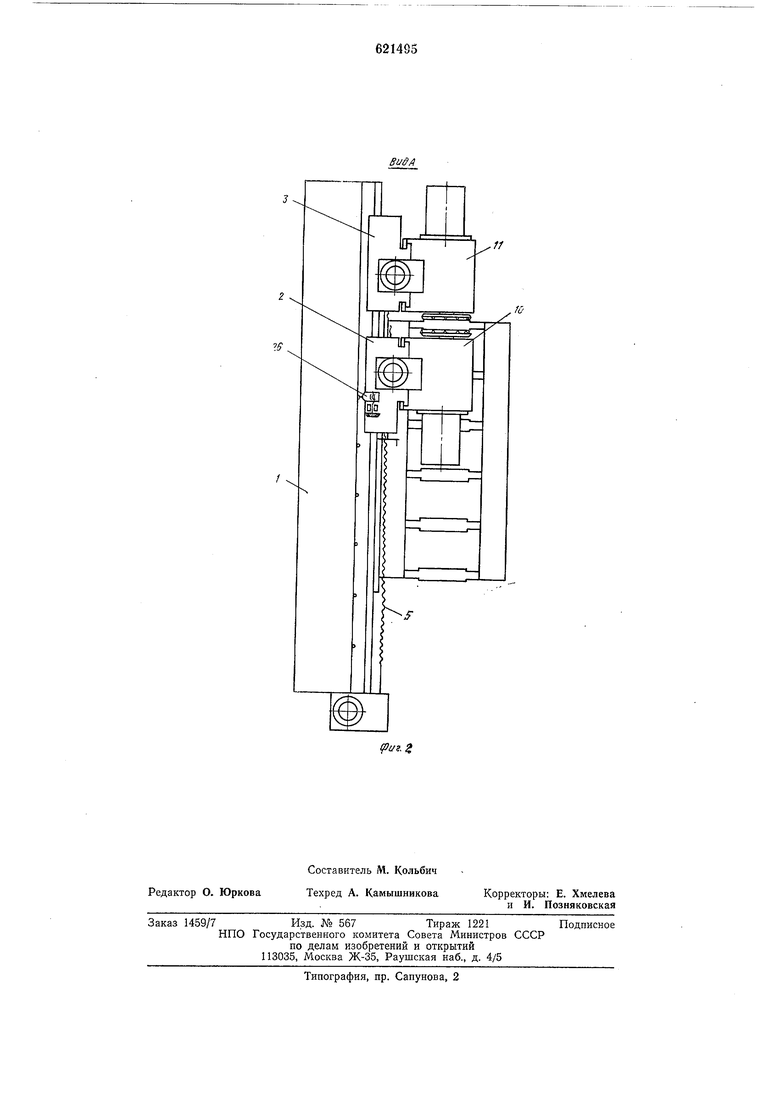
На фиг. 1 представлен предлагаемый станок, план; на фиг. 2 - вид по стрелке А на фиг. 1.
Станок содержит станииу 1, на направляющих которой смонтированы подвижные салазки 2 и 3. В салазках 2 установлена гайка 4 ходового винта 5, приводимого во вращение приводом 6 установочной подачи.
Салазки 3 приводятся приводом 6 через винтовой механизм, содержащий гайку 7 и винт 8. На конце винта смонтирована рукоятка 9.
На салазках смонтированы подвижные шпиндельные бабки 10 и 11, установленные на направляющих салазок 12 и 13 соответственно, которые перпендикулярны к направляющим станины 1.
На салазках 2 и 3 смонтированы приводы 14 и 15 рабочей подачи шпиндельных бабок 10 и 11 соответственно. Эти приводы содержат ходовые винты 16 и 17, гайки 18 и 19, установленные в шпиндельных бабках
10и 11.
Передние частя шпиндельных бабок 10 и
11выполнены выступающими и в них размещены рабочие шпиндели, на которых закреплены торцовые фрезы 20 и 21. Торцы фрез 20 и 21 расположены параллельно друг другу. Общая сумма длины выступающей части каждой из шпиндельных бабок и толщина фрезы выполнена меньше проема между перемычками 22 картера 23. Это обеспечивает свободный проход выступающей части шпиндельной бабки и фрезы внутрь обрабатываемого картера 23, который закрепляется на столе 24.
Вдоль станины установлены реперы 25, расстояния между которыми равны шагу между перемычками 22. На салазках 2 установлен индуктивный датчик 26, взаимодействующий с реперами 25. Датчик 26 установлен в направляющих, параллельным направляющим станины. Это дает возможность перемещать его рукояткой 27 с помощью винтового механизма 28.
Работает станок следующим образом.
При обработке единичных картеров в индивидуальном производстве предварительно производят разметку торцов одной из крайних перемычек. После этого картер 23 устанавливают и закрепляют на столе 24.
Шпиндельную бабку 10 перемещают приводом 6 через винт 5 и гайку 4 в положение, когда торец фрезы 20 совпадает с линией разметки торца перемычки. Вращая рукоятку 9, через гайку 7 и винт 8 перемещают шпиндельную бабку 11 до положения, когда торец фрезы совпадает с линией разметки второго торца перемычки.
Такая установка обеих шпиндельных бабок 10 и 11 для обработки одной из крайних перемычек будет базовой, по которой производят установку реперов 25, определяющих полол :ение обрабатываемых торцов других перемычек.
При установке реперов 25 сначала устанавливают крайний базовый репер, соответствующий базовой установке щпиндельных бабок. Это репер устанавливают по нулевому показанию датчика 26. Остальные реперы размещают согласно требуемому размеру между торцами перемычек по чертежу.
При обработке большой партии картеров в серийном производстве картер 23 закрепляют в приспособлении (не показано) и устанавливают на столе 24.
В этом случае головной образец картера проходит разметку, и щпиндельные бабки 10, И и реперы 25 устанавливают, как описано выше. Остальные картеры из серии обрабатывают по установке головного образца.
Непосредственно фрезерование торцов перемычек картера производят перемещением шпиндельных бабок 10 и 11 под действием приводов 14 и 15.
После переточки фрезы 20 меняется положение ее торца. В связи с этим датчик 26 смещается на величину уменьшения вылета торца фрезы. Это производят рукояткой 27 и винтовым механизмом 28.
Такое смещение датчика 26 исключает смещение всех реперов 25 на величину изменения положения торца фрезы 20 после переточки.
Изменение положения режущего торца
фрезы 21 после переточки компенсируют
смещением салазок 3 винтовым механизмом, приводимым в движение рукояткой 9.
Формула изобретения
Станок для фрезерования торцов в перемычках картеров, включающей связанные со станиной через салазки, установленные с возможностью поперечного перемещения, две шпиндельные бабки с фрезами, торцы которых перпендикулярны к направляющим
станины, отл и ч а ющийся тем, что, с целью облегчения регулирования расстояния между торцами фрез при снятии различного припуска и компенсации неточностей расположения торцов фрезы после их переточек,
он снабжен винтовым механизмом регулирования расстояния между салазками и установленными на станине вдоль ее направляющих в соответствии с расположением обрабатываемых перемычек реперами, причем одни из салазок снабжены установленным с возможностью перемещения вдоль направляющих станины и взаимодействия с реперами, датчиком с лимбом и винтовым механизмом для связи его с вышеуказанными салазками.
23
/
2V
;/
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
| Станок для обработки пазов | 1982 |
|
SU1066759A1 |
| СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 1973 |
|
SU376190A1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| МНОГОШПИНДЕЛЬНЫЙ СВЕРЛИЛЬНЫЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОГО СВЕРЛЕНИЯ ДЫР В СТЕНКАХ СТОЙКИ ПЛУГА | 1926 |
|
SU6358A1 |
| Станок для обработки секторов сварных отводов трубопроводов | 1978 |
|
SU764872A1 |
| ТОКАРНЫЙ ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ КОНЦЕВЫХ ЗАГОТОВОК | 1972 |
|
SU331846A1 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
| Одношпиндельный шлифовальный автоматический станок для разрезания прутков, например вольфрамовых, на изделия | 1958 |
|
SU120140A1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |