(54) ПРЕСС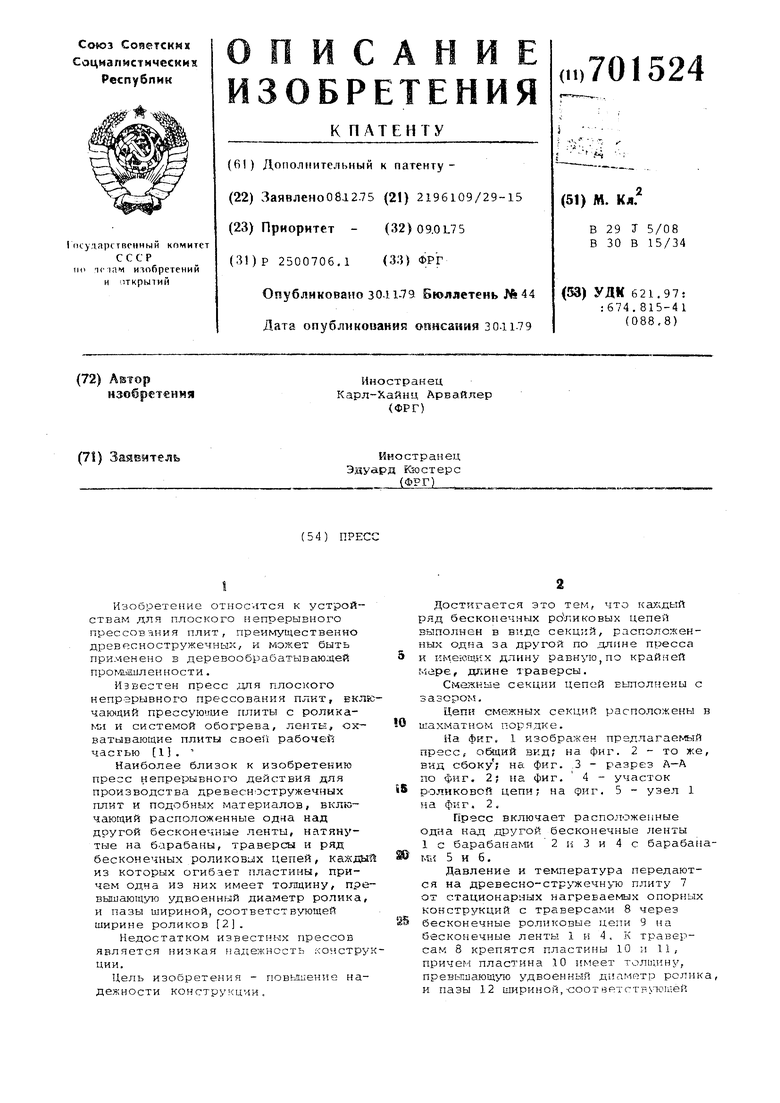
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для создания давления к ленточному прессу непрерывного действия | 1974 |
|
SU581851A3 |
| Способ непрерывного изготовления древесностружечных плит и аналогичных плитных материалов и установка для осуществления способа | 1991 |
|
SU1836209A3 |
| Пресс непрерывного действия | 1975 |
|
SU592345A3 |
| Пресс непрерывного действия для изготовления плит | 1975 |
|
SU531762A1 |
| Пресс | 1975 |
|
SU637069A3 |
| Пресс непрерывного действия | 1989 |
|
SU1781062A1 |
| Пресс плоского прессования | 1976 |
|
SU651680A3 |
| Система управления верхним и нижним приводами пресса непрерывного действия для производства древесностружечных плит | 1978 |
|
SU923356A3 |
| Способ непрерывного изготовления прессованных профильных материалов и устройство для его осуществления | 1981 |
|
SU1098517A3 |
| УСТРОЙСТВО для НЕПРЕРЫВНОГО ДВУСТОРОННЕГО ПРЕССОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1967 |
|
SU205276A1 |
Изобретение относлтся к устройствам для плоского непрерывного прессования плит, преимущественно древесностружечных, и может быть применено в деревоо6рабатываюл ей npoMLvmuieHHOcTH.
Известен пресс для плосхого непрерывного прессования плит, вклчакндий прессуюище плиты с ролика№1 и системой обогрева, ленты, охватывающие плиты cBoefi рабочей частью 1 .
Наиболее близок к изобретению пресс непрерывного действия для производства древесностружечных плит и подобных материалов, вклк чающий расположенные одна над другой бесконечные ленты, натянутые на барабаны, траверсы и ряд бесконечных роликових цепей, кажд из которых огибает пластины, причем одна из них имеет толщину, првышающую удвоенный диаметр ролика и пазы шириной, соответствующей ширине роликов 2 .
Недостатком известных прессов является низкая надежность констрции.
Цель изобретения - повышение надежности конструкции.
2
Достигается это тем, что кахсдый ряд бесконечных роликовых цепей выполнен в виде секций, расположенных одна за другой по ,длине пресса и кмеютщгх длину равную, по крайней мере, траверсы.
Сме-жкые секции цепей вьтолнены с зазором.
Цепи смежных секций расположены в та хмат и о м пор я дк е.
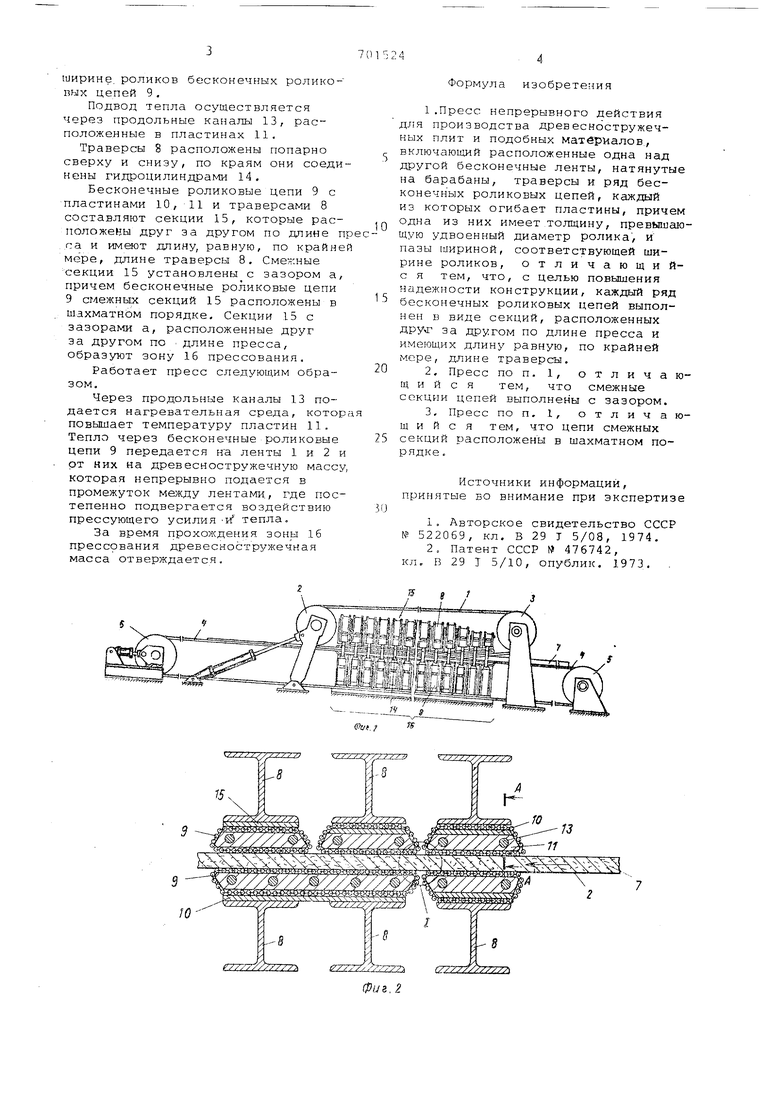
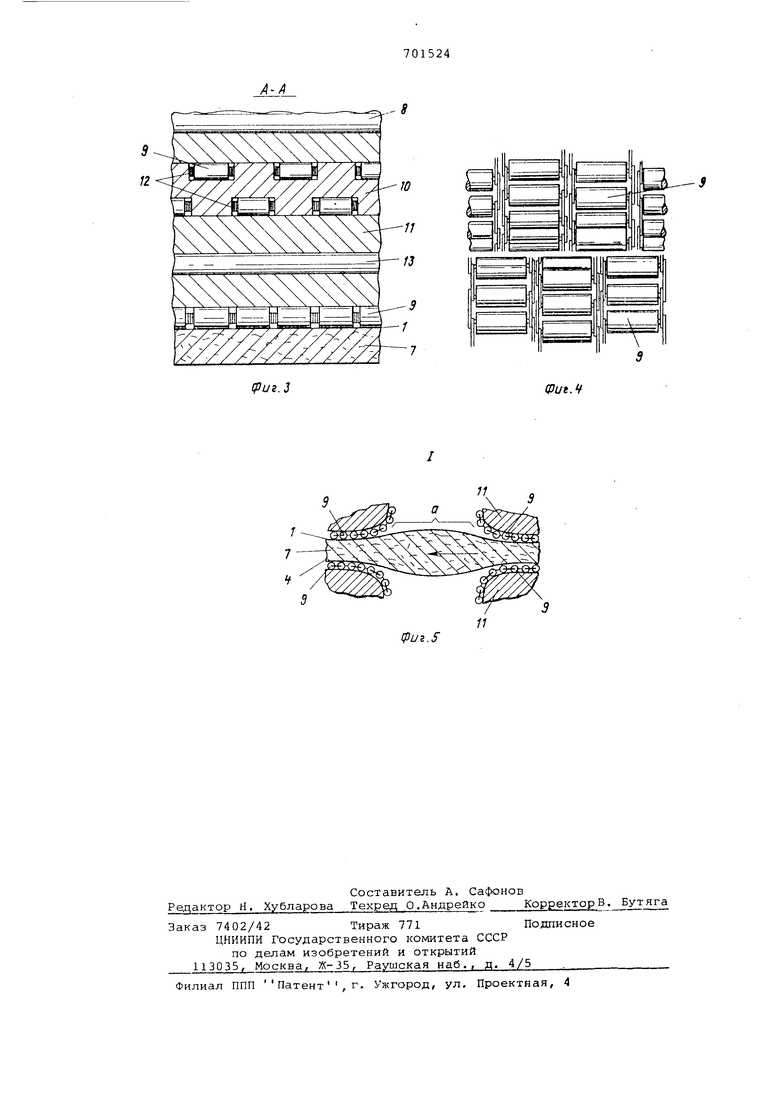
На фкг. 1 изображен предлагаегФ 1й пресс, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. .3 - р азрез А-А по фиг, 2; на фиг. 4 - участок роликовой цепи; на фиг. 5 - узел 1 н а фн г. 2 .
Пресс включает расположенные одна над другой бесконечные ленты 1 с барабанаьш 2 и 3 и 4 с барабана№ 5 и б,
Давление и температура передаются на древесно-стр ткечн то плиту 7 от стационарных нагреваемых опорных конструкций с траверсами 8 через
S бесконечные роликовые цепи 9 на бесконечные ленты. 1 i-i 4 . К траверсам 8 крепятся пластины 10 и 11, причем пластина 10 имеет толщину, превышающую удвоенный диамо тр ролика, и пазы 12 шириной,-COOT ветстрАпощей
ирине, роликов бесконечных роликовых цепей 9,
Подвод тепла осуществляется ерез продольные каналы 13, расположенные в пластинах 11.
Траверсы 8 расположены попарно сверху и снизу, по краям они соединены гидроцилиндрами 14,
Бесконечные роликовые цепи 9 с пластинами 10, 11 и траверсами 8 составляют секции 15, которые расположены друг за другом по длине прес са и имеют длину, равную, по крайней мере, длине траверсы 8. Смежные секции 15 установлены с зазором а, причем бесконечные роликовые цепи 9 смежных секций 15 расположены в шахматном порядке. Секции 15 с зазорами а, расположенные друг за другом по длине пресса, образуют зону 16 прессования.
Работает пресс следующим образом.
Через продольные каналы 13 подается нагревательная среда, которая повышает температуру пластин 11. Тепло через бесконечные роликовые цепи 9 передается на ленты 1 и 2 и от Них на древесностружечную массу, которая непрерывно подается в промежуток между лентами,, где постепенно подвергается воздействию прессующего усилия Vf тепла,
За время прохождения зоны 16 прессования древесностружечная масса отверждается.
JO
zzzzLizzza
Формула изобретения
2,Пресс поп, 1, отличающийся тем, что смежные секции цепей выполнены с зазором,
3,Пресс по п, 1, отличающийся тем, что цепи смежных секций расположены в шахматном порядке .
Источники информации, принятые во внимание при экспертизе
кл, В 29 Т 5/10, опублик, 1973, .
(ZZZZZA Фиа.2
