УСТРОЙСТВО для ОКРАСКИ и НАНЕСЕНИЯ МЕТАЛЛИЗИРОВАННОЙ ПАСТЫ НА ЦИЛИНДРИЧЕСКИЕ
1
Изобретение относится к устройствам для радиоаппаратуры и может быть использовано для окраски и нанесения металлизированной пасты на цилиндрические изделия.
В известном устройстве для окраски и нанесения металлизированной пасты на цилиндрические изделия, например на керамические основания резисторов, выполненном в виде установленных на полом валу, связанном с приводным механизмом посредством мальтийского креста, двух, расположенных один над другим, роторных дисков, снабженных приемными зажимами, расположенными по окружности роторов и Связанными с автономным приводным механизмом посредством фрикционных колес, снабженное сменными резервуарами для краски и пасты и окрасочным элементом, кинематически связанным с приводным механизмом и узлами сушки изделий, кантование изделий и закрепление их производится вручную, что снижает производительность работы устройства.
В предлагаемом устройстве автоматизация процесса окраски изделий достигается тем, что между роторными дисками установлен кантователь изделий, взаимодействующий с кулачком приводного механизма посредством пары
ИЗДЕЛИЯ
зубчатое колесо - рейка, а приемные зажимы снабжены размыкателями, выполненными, например в виде Г-образного рычага, взаимодействующего с кулачком приводного механизма, и регулируемыми упорами, служащими для продольной фиксации изделий; узел сушки устройства выполнен в виде двух концентрично расположенных полукольцевых трубопроводов, снабженных отверстиями, служащими для подачи нагретого воздуха на окрашенные поверхности изделий.
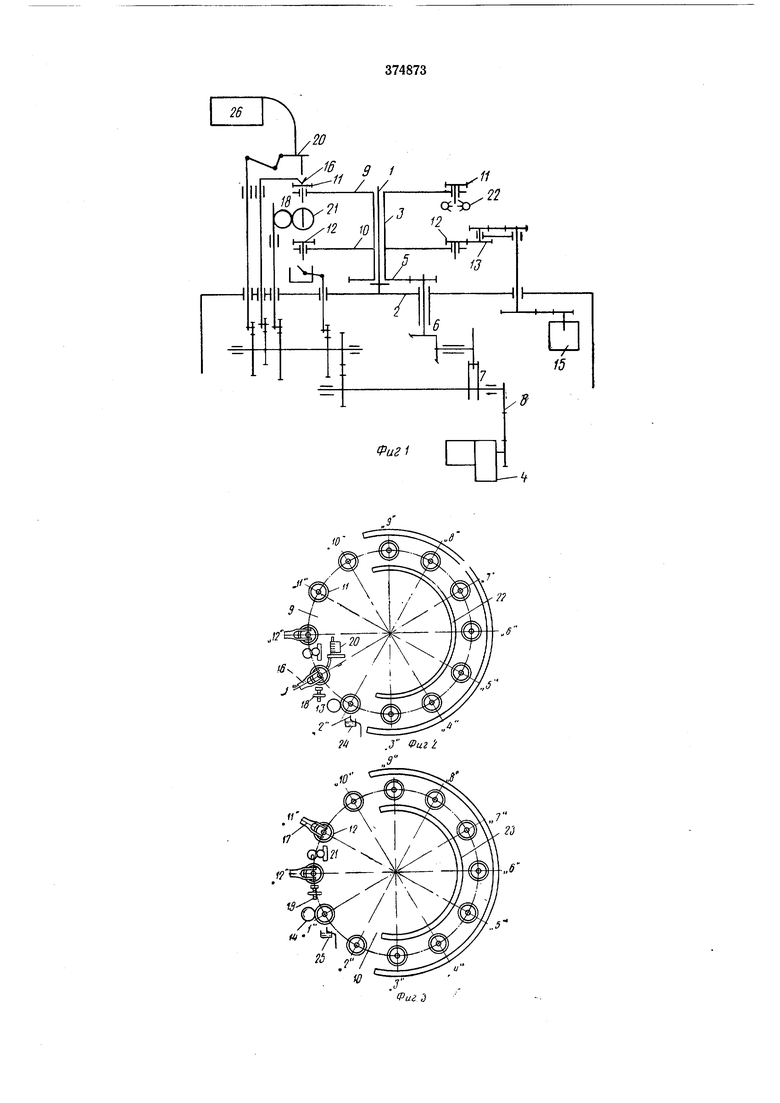
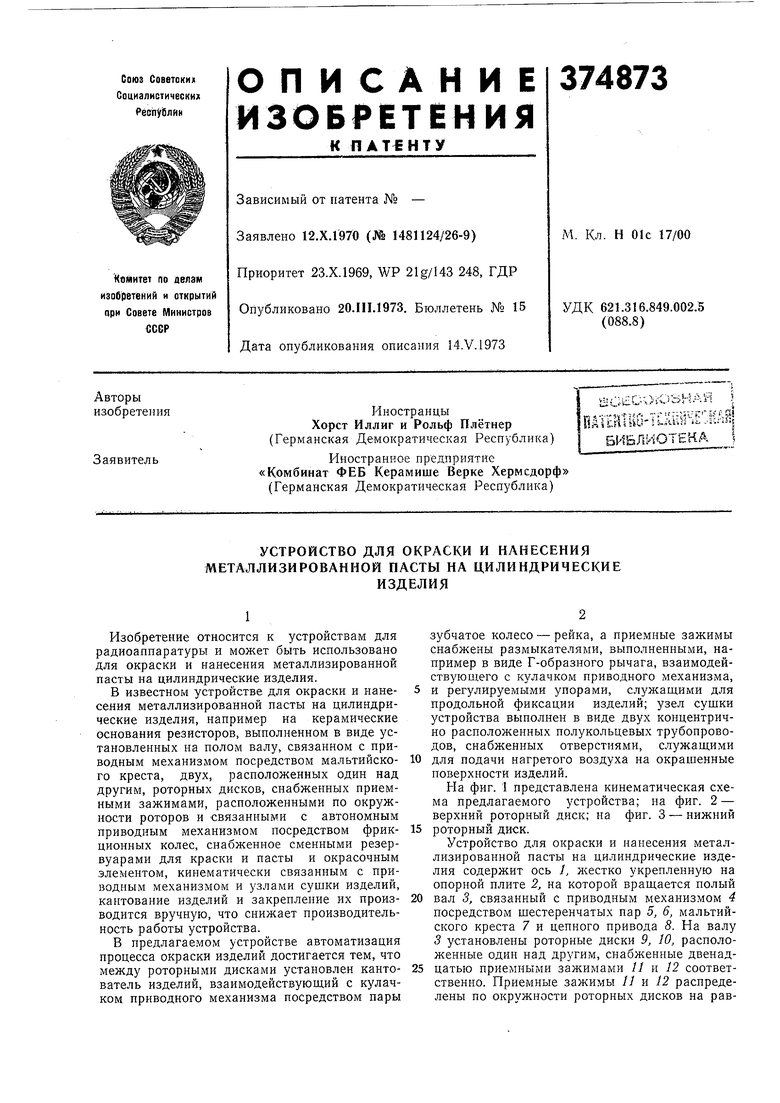
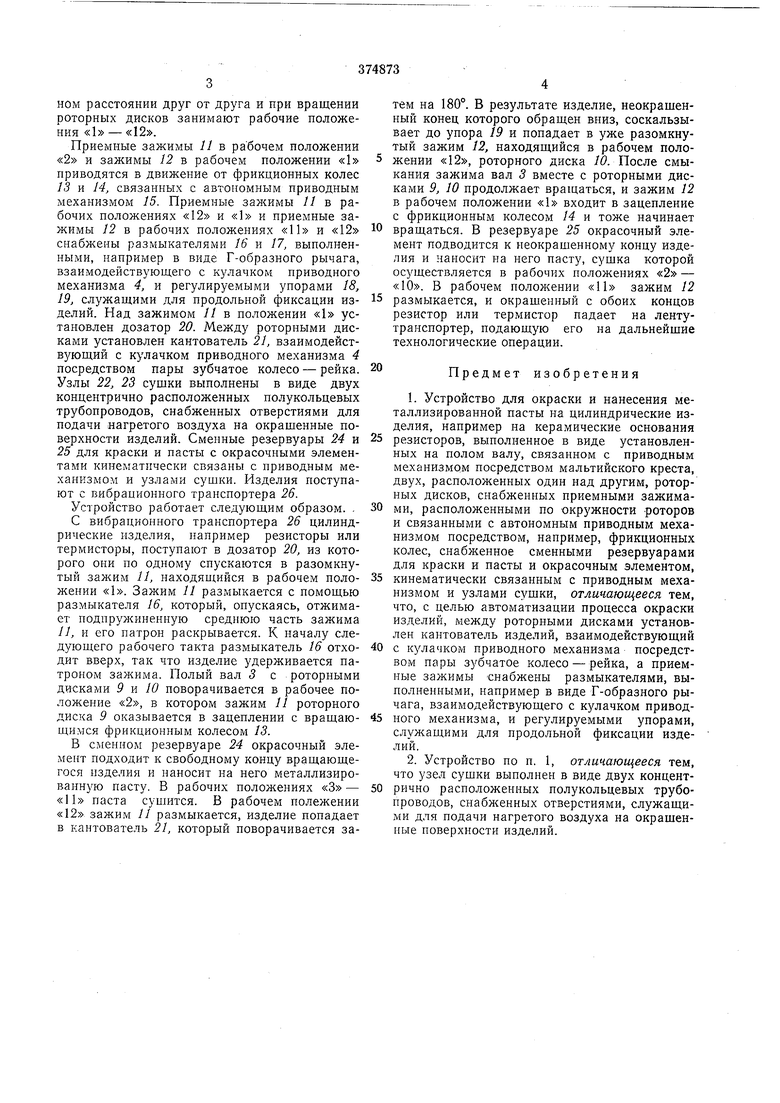
На фиг. 1 представлена кинематическая схема предлагаемого устройства; на фиг. 2 - верхний роторный диск; на фиг. 3 - нижний роторный диск.
Устройство для окраски и нанесения металлизированной пасты на цилиндрические изделия содержит ось /, жестко укрепленную на опорной плите 2, на которой вращается полый вал 3, связанный с приводным механизмом 4 посредством шестеренчатых пар 5, 6, мальтийского креста 7 и цепного привода 8. На валу 5 установлены роторные диски 9, 10, расположенные один над другим, снабженные двенадцатью приемными зажимами // и 12 соответственно. Приемные зажимы 11 и 12 распределены по окружности роторных дисков на равном расстоянии друг от друга и при вращении роторных дисков занимают рабочие положения «1 - «12.
Приемные зажимы 11 в рабочем положении «2 и зажимы 12 в рабочем положении «1 приводятся в движение от фрикционных колес 13 и 14, связанных с автономным приводным механизмом 15. Приемные зажимы 11 ъ рабочих положениях «12 и «1 и приемные зажимы 12 в рабочих положениях «11 и «12 снабжены размыкателями 16 и 17, выполненными, например в виде Г-образного рычага, взаимодействующего с кулачком приводного механизма 4, и регулируемыми упорами 18, 19, служащими для продольной фиксации изделий. Над зажимом 11 в положении «1 установлен дозатор 20. Между роторными дисками установлен кантователь 21, взаимодействующий с кулачком приводного механизма 4 посредством пары зубчатое колесо - рейка. Узлы 22, 23 сущки выполнены в виде двух концентрично расположенных полукольцевых трубопроводов, снабженных отверстиями для подачи нагретого воздуха на окращенные поверхности изделий. Сменные резервуары 24 и 25 для краски и пасты с окрасочными элементами кинематически связаны с приводным механизмом и узлами сушки. Изделия поступают с вибрационного транспортера 26.
Устройство работает следующим образом. .
С вибрационного транспортера 26 цилиндрические изделия, например резисторы или термисторы, поступают в дозатор 20, из которого они по одному спускаются в разомкнутый зажим //, находяпшйся в рабочем положении «Ь. Зажим 11 размыкается с помощью размыкателя 16, который, опускаясь, отжимает подпрул иненную среднюю часть зажима и, и его патрон раскрывается. К началу следующего рабочего такта размыкатель 16 отходит вверх, так что изделие удерживается патроном зажима. Полый вал 3 с роторными дисками 9 к 10 поворачивается в рабочее положение «2, в котором зажим 11 роторного диска 9 оказывается в зацеплении с вращающимся фрикционным колесом 13.
В сменном резервуаре 24 окрасочный элемент подходит к свободному концу вращающегося изделия и наносит на него металлизированную пасту. В рабочих положениях «3 - «11 паста сунштся. В рабочем полежении «12 зажим // размыкается, изделие попадает в кантователь 21, который поворачивается затем на 180°. В результате изделие, неокращенный конец которого обращен вниз, соскальзывает до упора 19 и попадает в уже разомкнутый зажим 12, находящийся в рабочем положении «12, роторного диска /. После смыкания зажима вал 3 вместе с роторными дисками 9, 10 продолжает вращаться, и зажим 12 в рабочем положении «1 входит в зацепление с фрикционным колесом 14 и тоже начинает
вращаться. В резервуаре 25 окрасочный элемент подводится к неокрашенному концу изделия и наносит на него пасту, сушка которой осуществляется в рабочих положениях «2 - «10. В рабочем положении «11 зажим 12
размыкается, и окрашенный с обоих концов резистор или термистор падает на лентутранспортер, подающую его на дальнейшие технологические операции.
Предмет изобретения
1.Устройство для окраски и нанесения металлизированной пасты на цилиндрические изделия, например на керамические основания
резисторов, выполненное в виде установленных на полом валу, связанном с приводным механизмом посредством мальтийского креста, двух, расположенных один над другим, роторных дисков, снабженных приемными зажимами, расположенными по окружности роторов и связанными с автономным приводным механизмом посредством, например, фрикционных колес, снабженное сменными резервуарами для краски и пасты и окрасочным элементом,
кинематически связанным с приводным механизмом и узлами сущки, отличающееся тем, что, с целью автоматизации процесса окраски изделий, между роторными дисками установлен кантователь изделий, взаимодействующий
с кулачком приводного механизма посредством нары зубчатое колесо-рейка, а приемные зажимы -снабжены размыкателями, выполненными, например в виде Г-образного рычага, взаимодействующего с кулачком приводного механизма, и регулируемыми упорами, служащими для продольной фиксации изделий.
2.Устройство по п. 1, отличающееся тем, что узел сушки выполнен в виде двух концентрично расположенных полукольцевых трубопроводов, снабженных отверстиями, служащими для подачи нагретого воздуха на окрашенные поверхности изделий.
.. 9 1
.//
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СБАВКИ ИГЛ И ПЕРЕНОСА ПЕТЕЛБ НА ПЛОСКОФАНГОВОЙ МАШИНЕ | 1973 |
|
SU376952A1 |
| МАРКИРОВОЧНЫЙ АППАРАТ | 1973 |
|
SU382524A1 |
| ЮТЕНЛ 1 | 1971 |
|
SU298092A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 1972 |
|
SU341253A1 |
| МНОГОПОЛЮСНЫЙ ШТЕПСЕЛЬНЫЙ РАЗЪЕМ | 1967 |
|
SU201492A1 |
| УСТРОЙСТВО для ОСТАНОВА ШВЕЙНОЙ МАШИНЫ, ПРИВОДИМОЙ в ДЕЙСТВИЕ СЦЕПНЫМ МОТОРОМ | 1971 |
|
SU296327A1 |
| УЛЬТРАМИКРОТОМ | 1967 |
|
SU192431A1 |
| УСТРОЙСТВО для ТРАНСПОРТИРОВКИ ПЕРФОКАРТ | 1970 |
|
SU281296A1 |
| МАГАЗИН ДЛЯ ИНСТРУМЕНТА К МЕТАЛЛОРЕЖУЩИМ СТАНКАМ С АВТОМАТИЧЕСКИМ УПРАВЛЕНИЕМ | 1972 |
|
SU340137A1 |
| ГИБОЧНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1967 |
|
SU200403A1 |