Известны гибочные станки для изготовления змеевиков, содержащие станину, смонтированные в станине поворотный в обе стороны на 180° круг, устройство для создания осевого сжатия заготовки, а также гибочный, подающий и зажимной механизмы.
Предложенный станок отличается тем, что гибочный механизм в нем выполнен в виде вала, имеющего возможность синхронного вращения с поворотным кругом и возвратно-поступательного перемещения вдоль своей оси. На конце вала, расположенном в прорези поворотного круга, закреплена одна половина гибочного инструмента, а для крепления второй его половины, расположенной против первой и соосно с ней, станок снабжен бугелем с ппнолью, смонтированной в корпусе станка. Поворотный круг размещен под углом к оси гибочного вала, а механизм осевого сжатия заготовки снабжен предохранительным фрикционным соединением, связанным с гибочным инструментом.
Такое выполнение станка позволяет получать змеевики преимущественно из поперечно катаных ребристых труб с минимальным радиусом гиба без кантования заготовки.
личенное изображение) со спиральными ручьями.
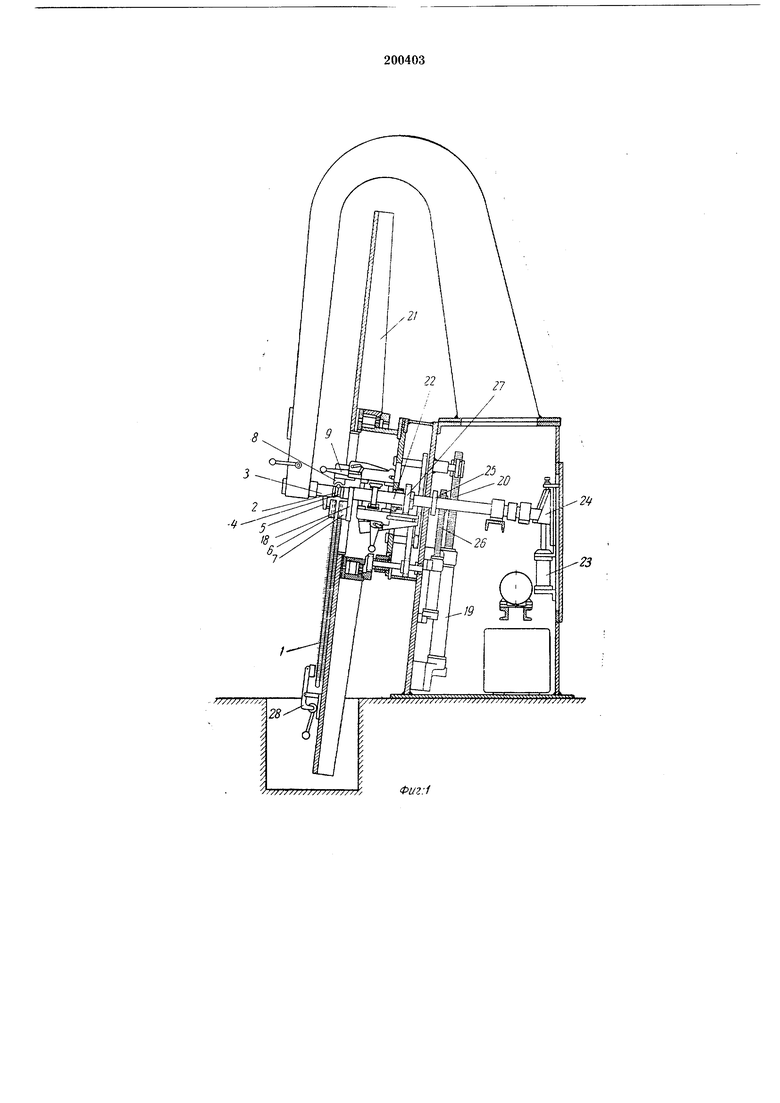
Работа станка осуществляется следующим образом.
Прямую ребристую трубку 1 укладывают на половину 2 гибочного ролнка, затем пиноль 3 подается вперед со второй половиной 4 этого ролика и кронштейном 5, на котором укреплена верхняя 6 часть зажнмной щеки, гибочный
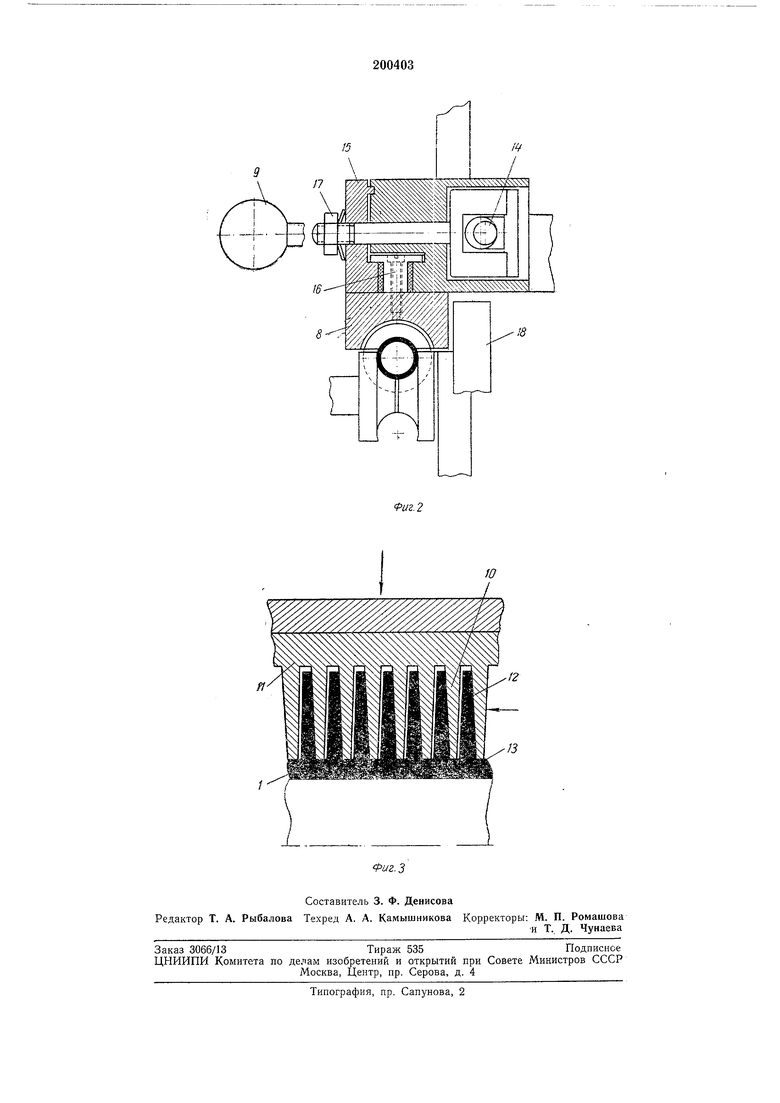
ролик смыкается и верхняя часть зажим пой щеки прижимается к нижней 7. Гибочный кулачок 8 с помощью рычага 9 поднимается и поворотом рычага накладывается на свободный конец ребристой трубки. При этом спиральные ребра 10 вкладыща 11 входят в промел утки между ребрами 12 трубки и прижимаются к ее наружной поверхности 13. При дальнейшем повороте рычага 9 эксцентрик 14 через зал имную деталь 15 прочно сжимает
Т-образную планку 16. Величина сжимающего усилия с помощью гаек 17 устанавливается таким образом, чтобы усилие подачи обеспечивало пеобходимое сжатие колена изгибаемой трубы. При этом гибочный кулачок 8 находится ниже плоскости поворотного круга так, что может свободно поворачиваться опора 18 вместе с зажатым между половинами 5 и 7 щеки концом ребристой трубки. Рабочий цилиндр 19 тянет вниз зубчатую рейку 20, в результате
вращаются до тех пор, пока отгибаемый конец ребристой трубы не дойдет до неотогнутой ее части.
Когда готово первое колено, пиноль с верхней частью зажимной щеки и половиной 4 гибочного ролика отвбод ится назад. Затем с помощью рычага 9 откидывается гибочный кулачок 5 и он отодвигается ниже плоскости поворотного круга. Рабочий цилиндр 23 опускает направляющий клин 24, вследствие чего гибочный вал 22 отходит назад. При этом зубчатое колесо 25 вала входит в зацепление с зубчатой рейкой 26, а зубчатое колесо 27 выходит из зацепления. Гибочный вал поворачивается в исходное положение.
На поверхности поворотного круга нет выступающих деталей, поэтому ребристую трубку можно подавать вперед до следующего места сгиба. Гибочный вал с помощью рабочего цилиндра и клина снова выдвигается вперед, так что половина 2 гибочного ролика и нижняя часть зажимной щеки опять выступают над поверхностью поворотного круга. Нижнюю часть зажимной щеки сдвигают вниз по опоре 18 и сгибаемый отрезок трубы вставляют в полукруглый вкладыш //. Теперь место сгиба трубы находится ниже половины 2 гибочного ролика, которая смыкается со второй половиной 4 путем подачи пиноли 3.
Змеевик крепится на поворотном круге с помопгью зажима 28. Зубчатая рейка 20 рабочим цилиндром 19 выдвигается вверх, в результате чего поворачиваются гибочный вал 22 и поворотный круг 2L Процесс изготовления змеевика повторяется.
Предмет изобретения
Гибочный станок для изготовления змеевиков, содержащий станину, смонтированные в
станине поворотный в обе стороны на 180° круг, устройство для создания осевого сжатия заготовки, а также гибочный, подающий и зажимной механизмы, отличающийся тем, что, с целью получения змеевиков преимущественно
из поперечно катаных ребристых труб с минимальным радиусом гиба без кантования заготовки, гибочный механизм выполнен в виде вала, имеющего возможность синхронного вращения с поворотным кругом и возвратно-поступательного перемещения вдоль своей оси, при этом на конце вала, расположенном в прорези поворотного круга, закреплена одна половина гибочного инструмента, а для крепления второй его половины, .расположенной
против первой и соосно с ней, станок снабжен бугелем с пинолью, смонтированным в корпусе станка, пр:и этом поворотный круг расположен под углом к оси гибочного вала, а механизм осевого сжатия заготовки снабжен
предохранительным фрикционным соединением, связанным с гибочным инструментом.
Фиг:1
/V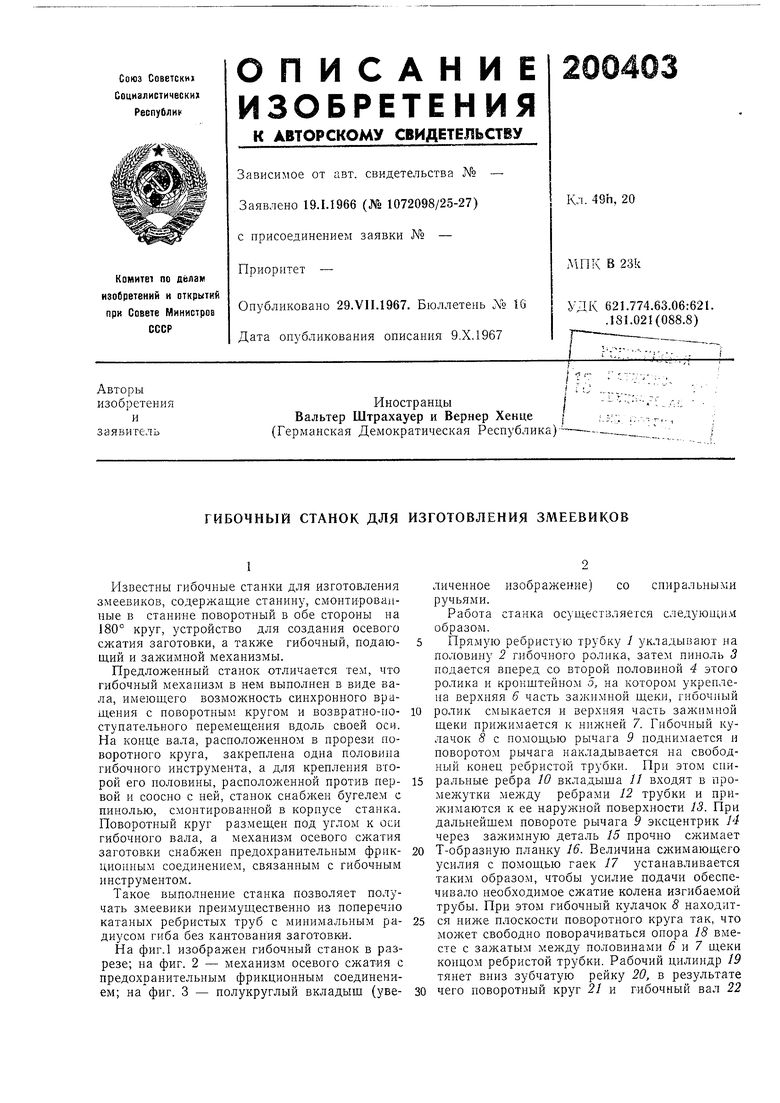
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления змеевиков | 1980 |
|
SU863072A1 |
| Трубогибочный станок | 1985 |
|
SU1269879A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Станок для двусторонней гибки труб | 1987 |
|
SU1523215A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
| Приспособление к трубогибочному станкудля гибКи зМЕЕВиКОВ | 1966 |
|
SU204874A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |