1
Известно устройство для получения деталей из ленточного материала, в частности ленточных пил, с (ПОМОЩЬЮ штамповочных инструментов с кулачковым приводом возвратно-поступательного перемещения, сообщающим по меньшей мере одному из инструментов один ход за заданное число ходов прочих инструментов.
С целью увеличения соотношения между числом ходов штамповочных инструментов предлагаемое устройство снабжено размещенным между кулач ком, приводящим инструмент с меньшим числом ходов, и самим инструментом промежуточным звеном, состоящим из двух связанных упругой связью элементов, один из которых кинематически связан с приводам с возможностью поворота относительно другого элемента вокруг собственйой оси, а на обращенных один- к другому торцах элементов выполнены зубья, взаимодействующие между собой при повороте элемента с возможностью взаимного смещения элементов вДоль оси в Противоположные стороны. Кроме того, поворотный элемент связан ,с приводом через зубчатый венец, смонтированный на поворотном элементе и находящийся в зацеплении с зубчатой рейкой, одним концом попеременно взаимодействующей со связанными через зубчатые передачи с кулачковым приводом устройства дополнительным кулачком и диском.
расположенньгм по одной оси, перпендикуляр1НОЙ направлению возвратно-поступательного перемещения рейки под действием пружины, установленной с противоположного ее конца, причем максимальный радиус дополнительного кулачка меньше радиуса диска, имеющего радиально расположенный вырез, а разница между радиусом диска и глубиной выреза меньше минимального радиуса дополнителького кулачка.
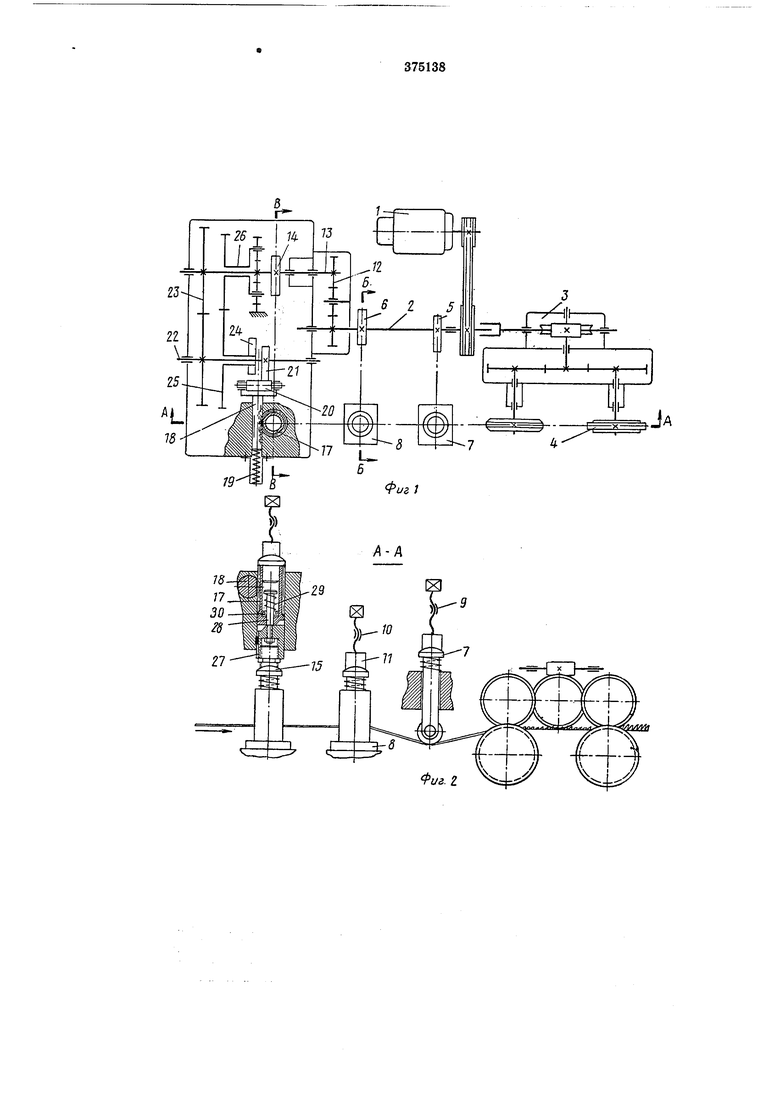
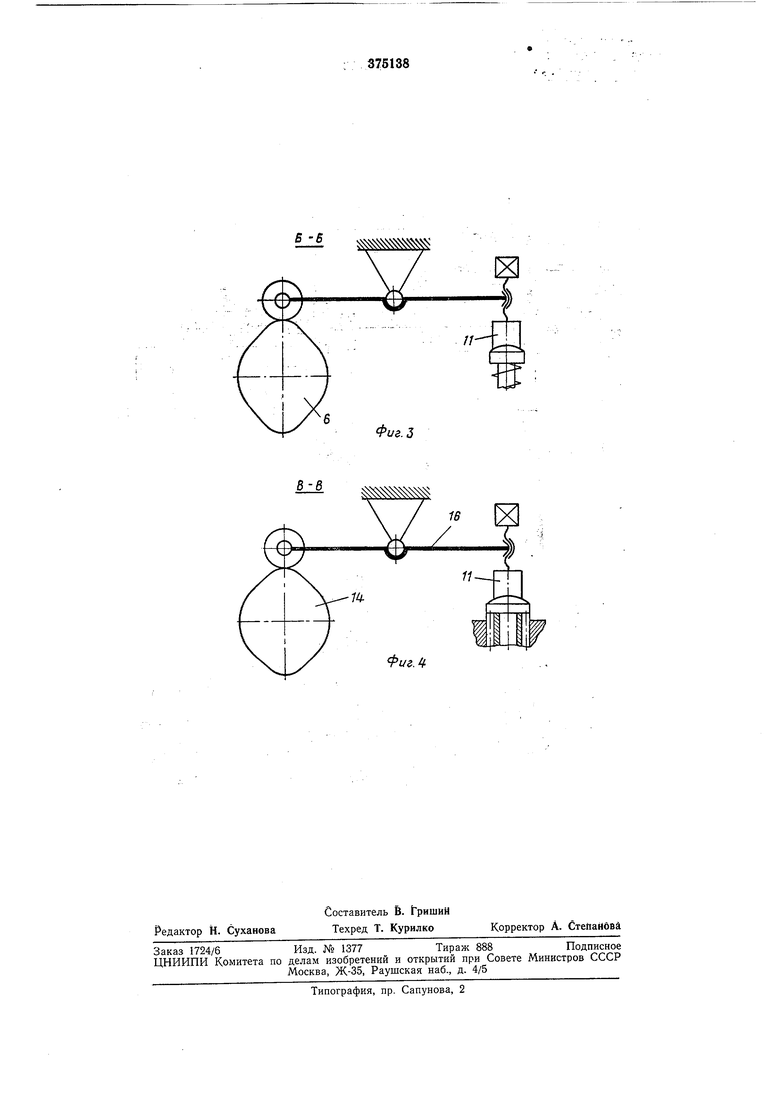
На ф.иг. 1 изображена схема предлагаемого устройства; на фиг. 2 - разрез по А-Л на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; На фиг. 4 - разрез по В-В на фиг. 1.
Устройство содержит электродвигатель 1, связанный клиноременной передачей с валом 2, который в свою очередь через телескопическую муфту соединен с механизмом подачи и гибки ленточных пил 3, имеющего гибочноподающие ролики 4. На валу 2 закреплены кулачки 5 и 6, взаимодействующие соответственно с петлеобразователем 7 и штампом 5 насечки зубьев через коромысла 9 и 10, связанные с бойками //.
Вал 2 при помощи зубчатой передачи 12 связан с валом 13 (передаточное отношение 1:1), на котором закреплен кулачок 14 привода штаадпа 15 для пробивки отверстий. Кулачок 14 через КОромысло 16 и боек 11 взаимодействует с шестерней 17, находящейся в зацеплении с рейкой 18, снабженной пружиной 19. Рейка 18 оснащена роликом 20, нериодически взаимодействующим с кулачком 21, закренлен1ным на валу 22 и связанным через шестеренную нередачу 23 с валом 13. Диск 24 механизма отсчета ходов штампа 8 через шестеренные передачи 25 и 26 также соединен с валом 13 (в данном случае нередаточное число между валом 13 .и диском 24 равно 10,5) и нериодичеоки взаимодействует с роликом 20. В диаке 24 выполнен вырез, а радиус диска превышает максимальный радиус кулачка 21 на 0,5 мм, нричем разница между радиусом диска 24 и глубиной выреза Б нем меньше мниимального радиуса кулачка 21. Между шестерней 17 « штампом 15 установлен боек 27, зафиксированный от поворота шпонки и связанный с шестерней пальцем 28, на котором размещена пружина 29 и упорный подшипник 30. На взаимодействующих торцах бойка 27 и шестерни 17 выполнены зубья со сопряженным профилем. Устройство работает следующим образом. Ленточная заготовка заправляется в устройство до упора в первую пару роликов 4. При пуске электродвигателя / лента втягивается с постоянной скоростью. Ролик петлеобразователя 7, опускаясь на ленту, образует петлю, вытягивая ленту с бОбины через штампы 8 и 15, пуансоны которых находятся в верхнем положении. Образованная петля после отхода ролика петлеобразователя 7 в верхнее положение выбирается роликами 4. В этот период, так как лента слева от .петли (см. фиг. 2) находится в пеподвижном положении, сра батьивает штамп 8, насекающий зубья на ленточной заготовке. Штамп 15 срабатывает автоматически и синхронно с каждым л-ым (конкретно с 21-ым) ходом штампа 8. Срабатывание происходит при увеличении длины промежуточного звена в системе привод-штамп 15. При установке выреза диска 24 против ролика 20 рейка 18 получает возможность перемещения в сторону вала 22 по действием пружины 19. КулачоК 21 ограничивает перемещение рейки 18, а, следовательно, поворот шестерни 17. При повороте шестерни 17 за счет взаимодействия зубьев на торцах шестерни и бойка 27 она перемещается от бойка в продольном направлении, увеличивая общую длину промежуточного звена. Происходит срабатывание штампа 15 (синхронно с ходом штампа 8) от кулачка 17 через коромысло 16 и боек //. После срабатывания Штампа 15 кулачок , поворачиваясь, нажимает через ролик 20 на рейку 18, сжимая пружину 19 и поворачивая шестерню 17 ,в противоположном направлении. Под действием пружины 29 шестерня 17 перемещается по -направлению к бойку 27. Происходит уменьшение длины промежуточного звена, зубья шестерни и бойка при этом входят в зацепление. Диск 24, радиус которого больше максимального радиуса кулачка 21, перемещает рейку 18 от вала 22 еще на 0,5 мм. Поскольку диск 24 вращается с меньшей скоростью, чем .кулачок 21, то очередное срабатывание штампа 15 произойдет после двадцати срабатываний штампа 8, когда вырез в диске 24 окажется против ролика 20 рейки 18. Предмет изоб ре тения 1. Устройство для получения деталей из ленточного материала, в частности ленточных пил, с помощью штамповочных инструментов с кулачковым приводом возвратно-поступательного перемещения, сообщающим по меньшей мере одному из инструментов один ход за заданное число ходов прочих инструментснв, отличающееся тем, что, с целью увеличения соотношения между числом ходов штамповочных инструментов, оно снабжено размещенным между 1кулачком, приводящим инструмент с меньшим числом ходов, и самим инструментом промежуточным звеном, состоящим из двух связанных упругой связью элементов, один из которых .кинематически связан с приводом с возможностью поворота относительно другого элемента вокруг собственной оси, а на обращенных один к другому торцах элементов выполнены зубья, взаимодействующие между собой при повороте элемента с возможностью взаимного смещения элементов вдоль оси в противо-положные стороны. 2. Устройство по п. 1, отличающееся тем, что поворотный элемент связан с приводом через зубчатый венец, смонтированный на поворотном элементе и находящийся в зацеплении с зубчатой рейкой, одним концом попеременно взаимодействующей со связанными через зубчатые передачи с кул-ачкоозым приВодом устройства дополнительным кулачком и диском, расположенными по одной оси, перпендикулярной направлению возврагно-постудательного перемещения рейки под действием пружины, установленной с противоположного ее конца, .причем максимальный радиус дополнительного кулачка меньше радиуса диска, выполненного с радиально расположенным вырезо1м, а разница между радиусом диска и глубиной выреза меньше мин.ИМального радиуса дополнительного кулачка.
Фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Бурильная машина | 1978 |
|
SU747991A1 |
| Устройство для подачи ленточного и полосового материала в рабочую зону пресса | 1989 |
|
SU1706763A1 |
| УДАРНЫЙ МЕХАНИЗМ | 2015 |
|
RU2610320C1 |
| Механизм доворота шпинделя | 1974 |
|
SU546433A1 |
| Устройство для клеймения | 1979 |
|
SU814513A2 |
| Устройство для подачи полосового и ленточного материала в зону обработки | 1991 |
|
SU1782692A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Устройство для разделки кальмара | 1986 |
|
SU1389741A1 |
| Устройство для вырубки заготовок из плоского материала | 1980 |
|
SU897346A1 |
| Револьверная головка | 1974 |
|
SU531661A1 |
в-в
