Изобретение относится к поточь:ым липиям для изготовления многослойных листов с металлическим каркасом.
Известна поточная линия для изготовления асбостальиых листов, состоящих из металлического каркаса и асбестового покрытия, содержащая устройства для размотки рулонной жести, ее перфорации и резки асбостальной ленты на отдельные листы.
Цель изобретения - обеспечить изготовленне асбостальных листов с покрытием нз ЕПлканнзированиой асбестовой массы.
Это достигается тем, что предлагаемая поточная линия снабжена каландром для нанесения массы на перфорированную ленту, осиащениым питателем-дозатором массы, устройствами для нанесения графита на новер.чность покрытой асбестовой массой ленты и продольной резки кромок ленты, установленными после перфорационного устройства; а также установкой для сушки и вулканизации асбостальиых листов и устройством для укладки готовой продукции в стопку, установленными после устройства для поперечной резки. При этом устройство для перфорации выполнено в виде валковой мащины.
Линия также снабжена механизмами для натяжения и центрирования перфорированной ленты, размещенными перфорационным устройством и каландром.
Механизм для центрирования ленты выполнен в виде устарювленного перпендикулярно к направлению перемещения ленты и взаимодействующего с последней обрезнненного валка, смонтированного с возможностью поворота на двух шарнирно закрепленных рычагах. Каждый нз последних снабжен индивидуальным приводом поворота в плоскости перпендикулярной к оси валка.
Кроме того, линия снабжена устройством для удаления roTOBoii продукции из установки для сущки и вулканизации, содержащим иару обрезииенных валков, смонтированных перпендикулярно к направлению перемещения ленты, и устройством для транспортировки готовой продукции к устройству для укладки ее в стопку. Устройство для транспортировки смонтировано перпендикулярно к направлению перемещения ленты и состоит из рольганга, размещенного в плоскости, параллельной плоскости перег..ещения ленты, и транспортера, установленного под углом к упомянутой плоскости и выполненного в виде нескольких последовательно расположенных валков, между которыми размендены направляющие элементы.
Линия имеет устройство для обрезки по обеим сторонам ленты излищков массы, образующихся после ее нанесения на ленту, смонтированное после каландра.
В линии размещено устройство для подачи асбостальных листов в установку для сушки и вулканизации, выполненное в виде транспортера с клиноременной передачей и системы подающих и регулирующих подачу валков.
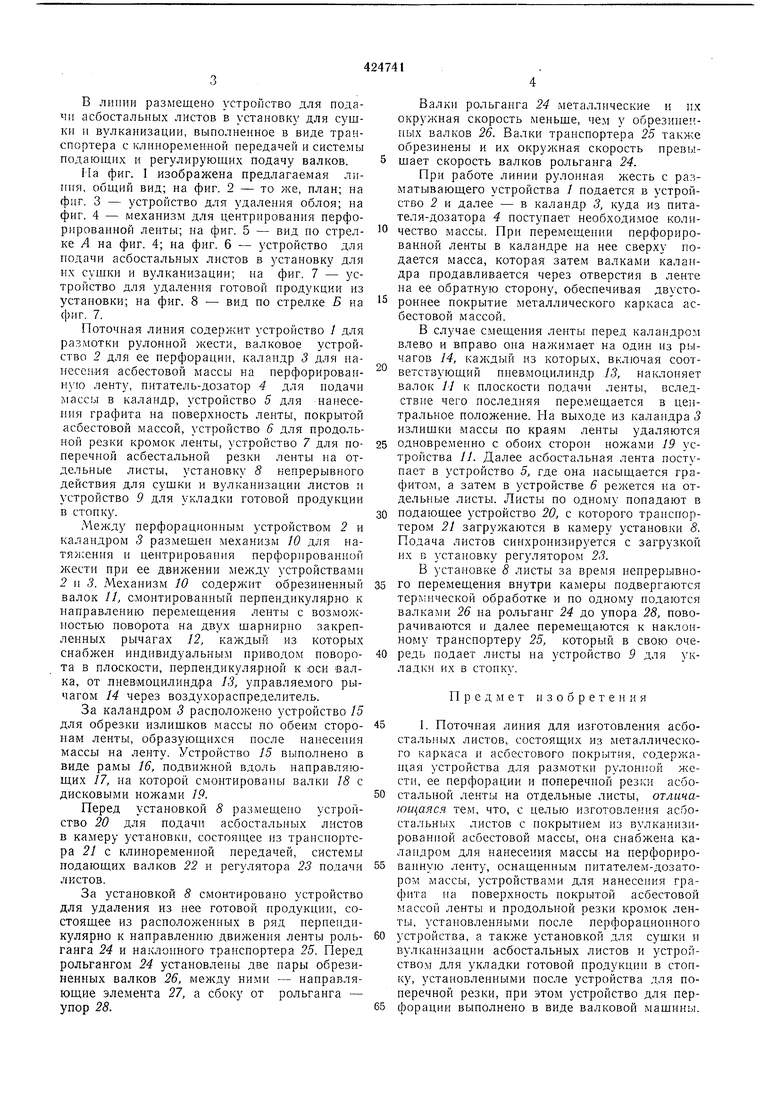
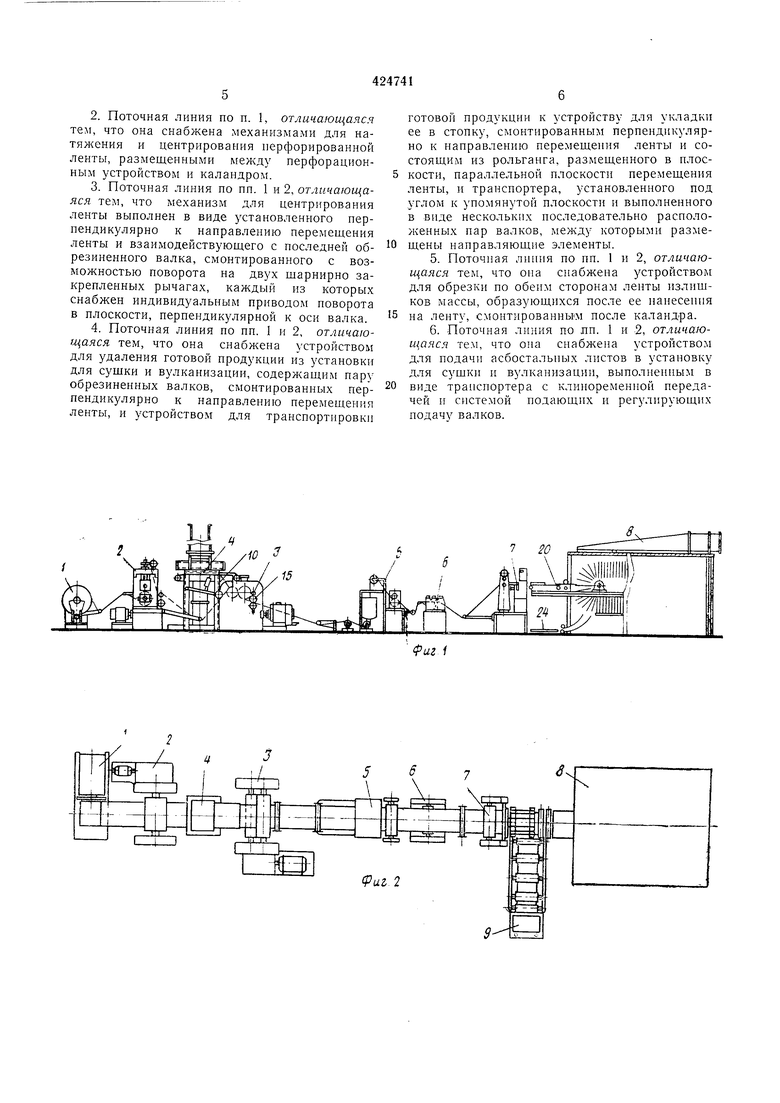
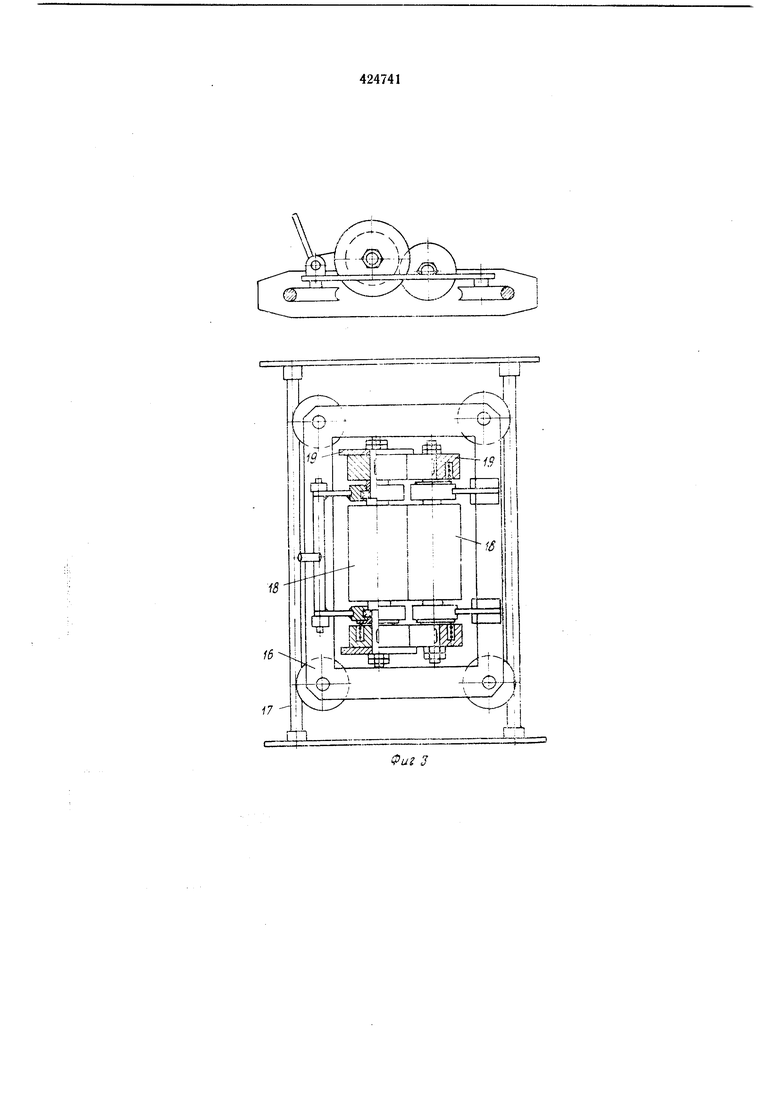
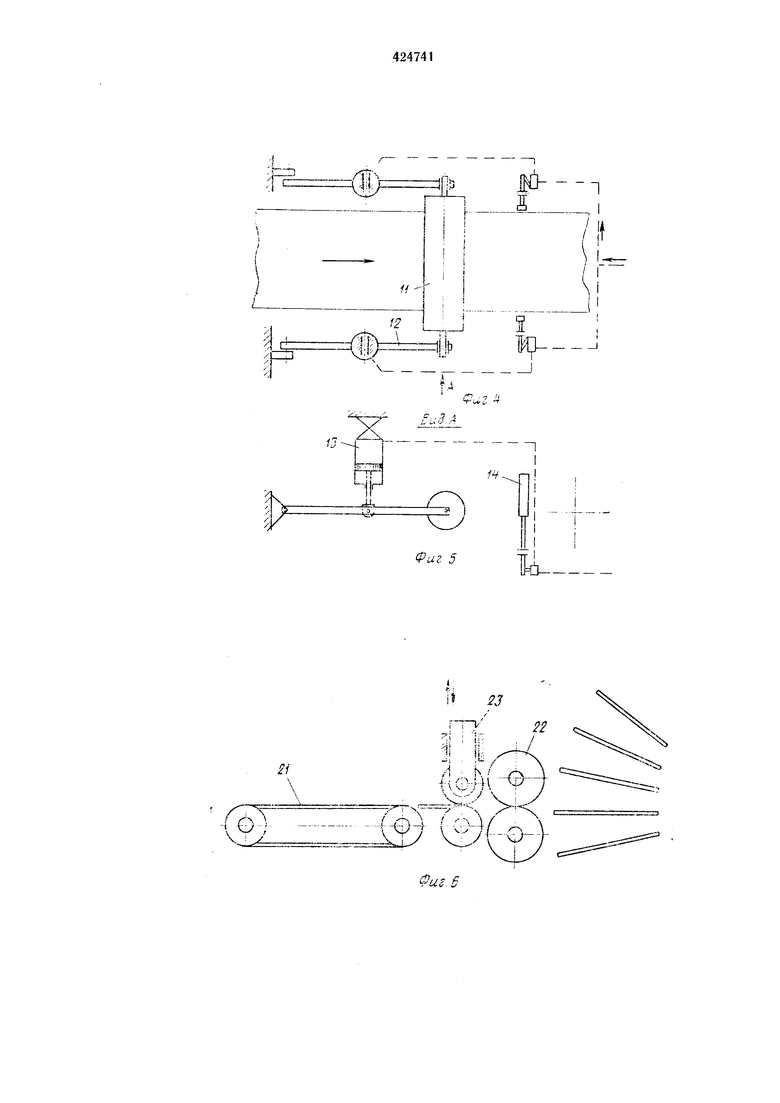
Ма фиг. 1 изобрал ена предлагаемая линия, общий вид; на фиг. 2 - то же, план; па фиг. 3 - устройство для удаления облоя; на фиг. 4 - механизм для центрирования перфорированной ленты; на фиг. 5 - вид но стрелке Л на фиг. 4; на фиг. 6 - устройство для подачи асбостальных листов в установку для и. сутки и вулканизации; на фиг. 7 - устройство для удаления готовой продукции из установки; на фиг. 8 - вид по стрелке Б на фиг. 7.
Поточная линия содержит устройство 1 для размотки рулонной жести, валковое устройство 2 для ее перфорации, каландр 3 для нанесения асбестовой массы на перфорированную ленту, питатель-дозатор 4 для нодачи массы в каландр, устройство 5 для нанесения графита на новерхность ленты, покрытой асбестовой массой, устройство 6 для продольной резки кромок ленты, устройство 7 для ноперечной асбестальной резки ленты на отдельные листы, установку 5 непрерывного действия для сушки и вулканизации листов и устройство 9 для укладки готовой продукции в стопку.
нерфорационньв устройством 2 и каландром 3 размещен механизм W для натя 1;ення и центрирования перфорированной жести при ее между устройствами 2 и 3. Механизм 10 содержит обрезиненный валок 11, смонтированный перпендикулярно к направлению перемещения ленты с возможностью поворота на двух щарнирно закрепленных рычагах 12, каждый из которых снабжен индивидуальным приводом поворота в плоско-сти, перпендикулярной к оси валка, от лневмоцилиндра 13, управляемого рычагом 14 через воздухораспределитель.
За каландром 3 расположено устройство 15 для обрезки излишков массы по обеим сторонам ленты, образующихся после нанесения массы на ленту. Устройство 15 выполнено в виде рамы 16, подвижной вдоль направляющих 17, на которой смонтированы валки 18 с дисковыми ножами 19.
Перед установкой 8 размещено устройство 20 для пОлДачи асбостальных листов в камеру установки, состоящее из транснортсра 21 с клиноременной передачей, системы подающих валков 22 и регулятора 23 подачи листов.
За установкой 8 смонтировано устройство для удаления из нее готовой продукции, состоящее из расположенных в ряд перпендикулярно к направлению движения лепты рольганга 24 и наклонного транспортера 25. Перед рольгангом 24 установлены две нары обрезиненных валков 26, между ними - направляющие элемента 27, а сбоку от рольганга -- упор 28.
Валки рольганга 24 металлические и их окружная скорость меньще, чем у обрезине;;ных валков 26. Валки транспортера 25 также обрезинены и их окружная скорость прев)шает скорость валков рольганга 24.
При работе линии рулонная жесть с разматывающего устройства / подается is устройство 2 и далее - в каландр 3, куда из питателя-дозатора 4 поступает необходи.мое колнчество массы. При перемещении перфорированной ленты в каландре на нее сверху подается масса, которая затем валками каландра продавливается через отверстия в ленте на ее обратную сторону, обеспечивая двустороннее покрытие металлического каркаса асбестовой массой.
В случае смещения ленты перед каландром влево и вправо она нажимает на один из рычагов 14, каждый из которых, включая соответствующий пневмоцилиндр 13, наклоняет валок // к плоскости подачи ленты, вследствие чего последняя перемещается в цептральное положение. На выходе из каландра 3 излишки массы по краям ленты удаляются
одновре.менно с обоих сторон ножами 19 устройства //. Далее асбостальная лента поступает в устройство 5, где она насыщается графитом, а затем в устройстве 6 режется на отдельные листы. Листы по одному попадают в
подающее устройство 20, с которого транспортером 21 загружаются в камеру установки 8. Подача листов синхронизируется с загрузкой их в установку регулятором 23.
В установке 8 листы за время непрерывного перемещения внутри камеры подвергаются термической обработке и по одному подаются валками 26 на рольганг 24 до упора 28, поворачиваются и далее перемещаются к наклонному транспортеру 25, который в свою очередь подает листы на устройство 9 для укладки их в стопку.
Предмет изобретения
i. Поточная линия для изготовления асбостальных листов, состоящих из металлического каркаса и асбестового покрытия, содержащая устройства для размотки рулоньой жести, ее перфорации и поперечной резки асбостальной ленты на отдельные листы, отличающаяся тем, что, с целью изготовления асбостальных листов с покрытием из вулканизированной асбестовой массы, она снабжена каландром для нанесения массы на перфорированную ленту, оснащенным питателем-дозатором массы, устройствами для нанесения графита на поверхность покрытой асбестовой массой ленты и продольной резки кромок ленты, установленными после перфорационного
устройства, а также установкой для сущки и вулканизации асбостальных листов и устройством для укладки готовой продукции в стопку, установленными после устройства для поперечной резки, при этом устройство для перфорации выполнено в виде валковой машины.
2.Поточная линия по п. 1, отличающаяся тем, что она снабжена механизмами для натяжения и центрирования перфорированной ленты, размещенными между перфорационным устройством и каландром.
3.Поточная линия но пп. 1 и 2, отличающаяся тем, что механизм для центрирования оТенты выполнен в виде установленного перпендикулярно к направлению перемещения ленты и взаимодействующего с последней обрезиненного валка, смонтированного с возможностью поворота на двух щарнирно закрепленных рычагах, каждый из которых снабжен индивидуальным приводом поворота в плоскости, перпендикулярной к оси валка.
4.Поточная линия по пп. 1 и 2, отличающаяся тем, что она снабжена устройством для удаления готовой продукции из установки для сущки и вулканизации, содерл ащим пару обрезиненных валков, смонтированных перпендикулярно к направлению перемещения ленты, и устройством для транспортировки
готовой продукции к устройству для укладки ее в стопку, смонтированным перпендикулярно к направлению перемещения ленты и состоящим из рольганга, размещенного в плоскости, параллельной плоскости перемещения ленты, и транспортера, установленного под углом к упомянутой плоскости и выполненного в виде нескольких последовательно расположенных пар валков, между которыми размещены направляющие элементы.
5.Поточная лииия по пп. 1 и 2, отличающаяся тем, что она снабжена устройством для обрезки по обеим сторонам ленты излищков массы, образующихся после ее нанесения
на ленту, смонтированным после каланд-ра.
6.Поточная линия по ли. 1 и 2, отличающаяся те.м, что она снабжена устройством для подачи асбостальиых листов в установку для сушки и вулканизации, выполненным в
виде транспортера с клиноременной передачей и системой подающих и регулирующих подачу валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АСБОСТАЛЬНЫХ ЛИСТОВ | 1967 |
|
SU202506A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОКЛАДОЧНОГО МАТЕРИАЛА | 1992 |
|
RU2010722C1 |
| ПОТОЧНО-МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1998 |
|
RU2149748C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 1969 |
|
SU250436A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПЛИТ ПОКРЫТИЯС УТЕПЛИТЕЛЕМ | 1972 |
|
SU419396A1 |
| Устройство для резки листов изпЕНОплАСТА | 1979 |
|
SU846288A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВОЙ КОМПЕНСАЦИОННОЙ ПОДУШКИ ДЛЯ ФОРМУЮЩЕГО ПРЕССА | 2002 |
|
RU2235643C2 |
| ПОТОЧНАЯ ЛИНИЯ для ПРОИЗВОДСТВА ОБРЕЗИНЕННОГОКОРДА | 1969 |
|
SU235982A1 |

Vrf
4--($hTJ L
Ш1
,„ ,Zl
1j - ,
f/
-Ш
5
i 23
-; 1i / i
i-: (:
N -V
12;Ч:Е
-€
eudl}
9
иг.7
26
:
Г7Ш1
27
25 28
uz.S
