Изобретение относится к приспособлению для прокатки профилей с поперечными ребрами, при котором готовый профиль получается с помощью рабочего валка и профилирующей доски, идущей под этим валком. При прокатке прерывистых профилей, которые на нормальных прокатных станах либо вовсе нельзя производить, либо можно прокатывать с большими трудностями, выявляется, в особенности при больших размерах выступающих профилей, тот недостаток, что поверхности на продольной стороне ребер не полностью выступают.
Посредством, предлагаемого приспособления имеется в виду достигнуть устранения вышеуказанного дефекта,
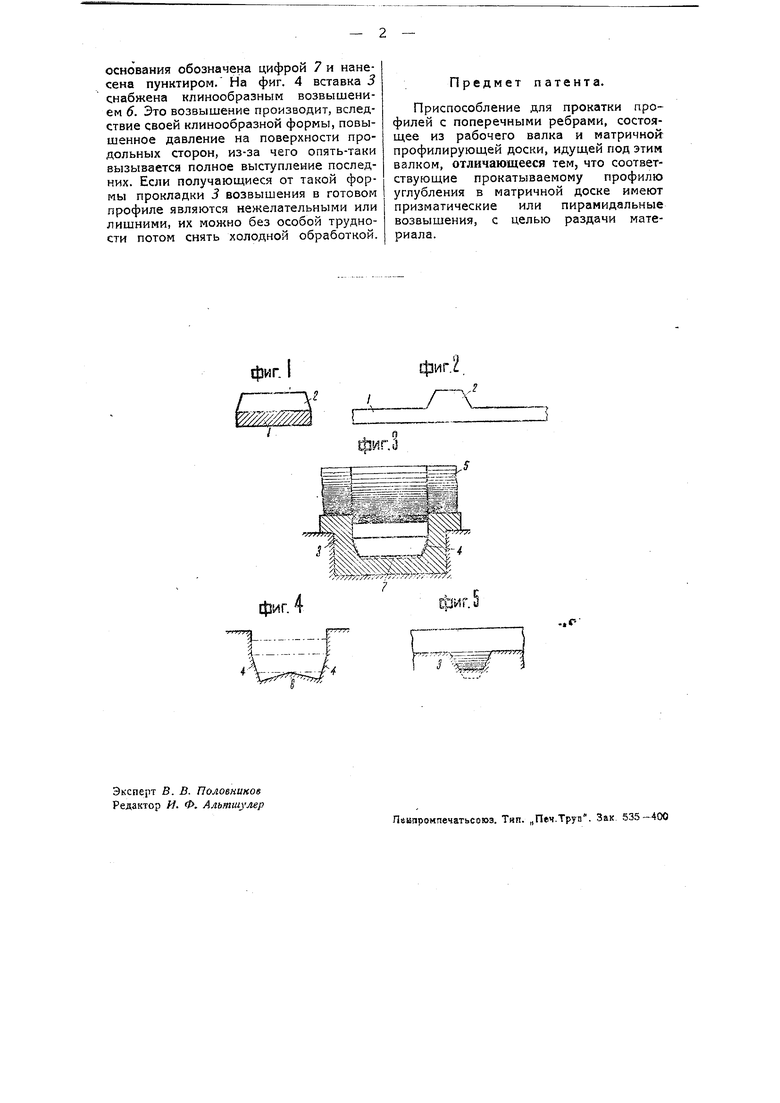
На чертеже фиг. 1 изображает профильный стержень в поперечном разразе; фиг. 2-вид этого стержня сбоку; фиг. 3, 4, 5-приспособление, с соответствующими углублениями в матричной доске.
В предлагаемом приспособлении продольные стороны профиля поперечных ребер в матричной доске или во вставляемой в последнюю сменной прокладке 3 (фиг. 3), а также в основании профиля вытачиваются больще, чем это нужно
625)
ДЛЯ намеченного готового размера. В том случае, когда эта мера не является желательной, можно в выемках, сделанных в прокладке и соответствующих поперечным ребрам, устраивать пирамидальные или призматические возвыщения (), вершины или края которых обращены к рабочему валку 5. Если получающиеся при этом возвышеният на готовом профиле ; нежелательны, о их можно снять холодной обработкой. Из-за увеличенного давления, производимого этими призматическими или пирамидальными выступами, вызывается очень острое выступание боковых поверхностей. В тех случаях, когда массы поперечных ребер 2 профильного стержня 7 весьма велики по отношению ко всему сечению, рекомендуется объединять выщеприведенные меры. Обработка боковых поверхностей может итти также на некоторой части, примыкающей к боковой поверхности основного профиля.
Фиг. 3 изображает сечение по прокладке 3, вложенной в матричную доску. Длинная сторона 4 профиля поперечного ребра так далеко уходит, что вследствие этого получается полное выступание продольных поверхностей,- 5- обозначает рабочий валок, в выделка
основания обозначена цифрой 7 и нанесена пунктиром. На фиг. 4 вставка 3 снабжена клинообразным возвышением 6. Это возвышение производит, вследствие своей клинообразной формы, повышенное давление на поверхности продольных сторон, из-за чего опять-таки вызывается полное выступление последних. Если получающиеся от такой формы прокладки 3 возвышения в готовом профиле являются нежелательными или лишними, их можно без особой трудности потом снять холодной обработкой.
Предмет патента.
Приспособление для прокатки профилей с поперечными ребрами, состоящее из рабочего валка и матричной профилирующей доски, идущей под этим валком, отличающееся тем, что соответствующие прокатываемому профилю углубления в матричной доске имеют призматические или пирамидальные возвышения, с целью раздачи материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан для изготовления фасонных металлических частей | 1931 |
|
SU36946A1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 1993 |
|
RU2070448C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ВИНТОВЫХ ШТАНГ | 2021 |
|
RU2776915C1 |
| Устройство для изготовления сложных профилированных листовых деталей | 1990 |
|
SU1793984A3 |
| СПОСОБ ПРОКАТКИ РЕБРИСТЫХ ПРОФИЛЕЙ | 1931 |
|
SU33869A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Способ изготовления труб с продольными наружными ребрами | 1977 |
|
SU738714A1 |
| СПОСОБ ПРОИЗВОДСТВА РЕССОРНЫХ ПОЛОС ПОСТОЯННОЙ ШИРИНЫ И ИЗМЕНЯЮЩЕЙСЯ ТОЛЩИНЫ | 2003 |
|
RU2239510C1 |
| Валок для поперечно-винтовой прокатки ребристых труб | 1985 |
|
SU1268220A1 |
| Устройство для поперечно-клиновой прокатки ступенчатых изделий | 1987 |
|
SU1479187A1 |
..
33

