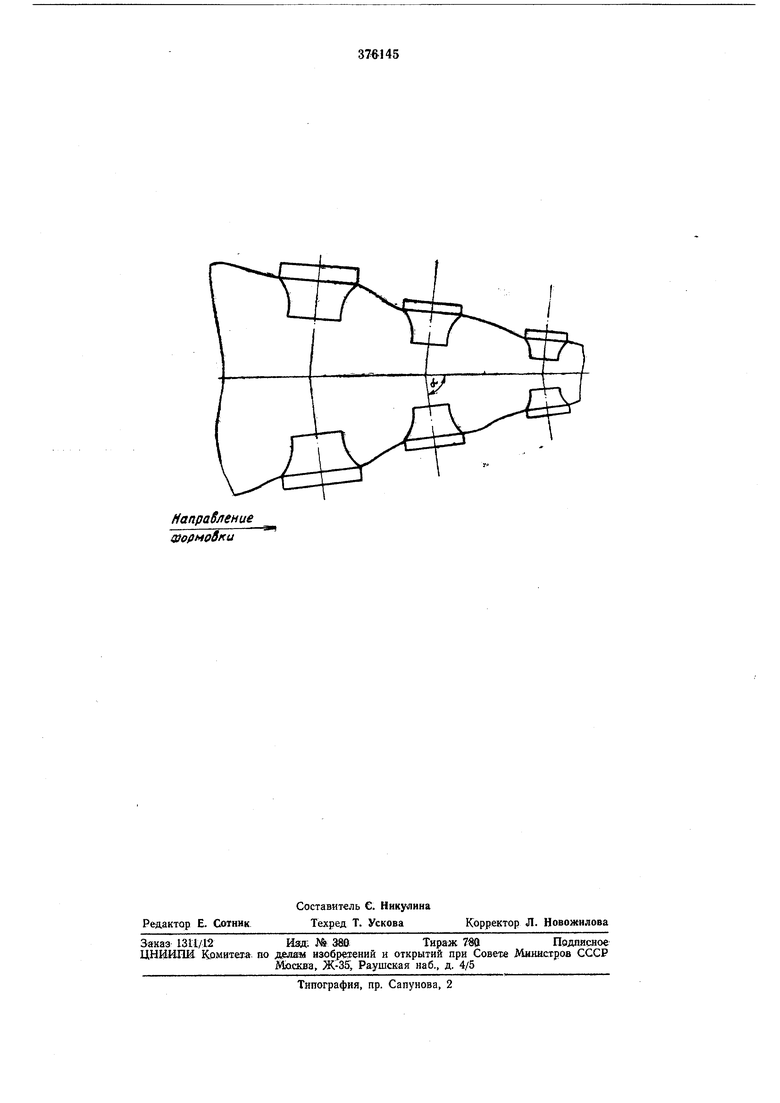
Изобретение относится к производству труб. Известен способ производства прямошовных труб, включающий подачу полосы, формовку трубной заготовки и сварку ее продольных кромок. формовки труб Однако по такому способу процесс растяжения кромок чередуется с их (циклов) соотсжатием. Число чередовалий ветствует числу применяемых клетей. Сжатие растянутой кромки полосы происходит в контакте с формующими валками и за выходным сечением последних. Наличие зон сжатия приводит к нарушению устойчивости процесса - к образованию гофров. Особенно отрицательное влияние зон сжатия происходит при производстве тонкостенных нрофилей и труб. Применяемые приемы - специальная настройка стана, иатяжение полосы и т. д. - лишь уменьшают степень сжатия, но не исключают ее полностью. Цель изобретения - уменьшение продольного сжатия кромок трубной заготовки. Для полного исключения зон сжатия кромок полосы по предлагаемому способу непрерывную формовку, каждой, половины полосы производят в плоскости, расположенной под о стр.ым углом к оси формовки. . . На чертеже изоб.ражена фпрмуемая.полоса (верхние валки не показаны). Угол установки валков варьируется и позволяет добиться такого угла подъема кромок в контакте с инструментом, при котором не будет происходить сжатие. Угол установки валков зависит от размеров формуемой полосы и степени производимой ими подгибки. Способ осуществляют следующим образом. Валки формируют то эллипсу € больщой вертикальной осью или по близкой к нему двухрадиусной схеме. При производстве труб меньщего размера угол а устанавливают минимальным, и валок работает лишь частью профиля, спрофилированного меньшим радиусом. При переходе на производство труб большего размера угол ее увеличивают, и разница между большим и малым радиусами калибра валка в проекции на плоскость, перпендикулярную оси формовки, уменьшается. При переходе на больший размер формуемого профиля начинает работать большая часть профиля калибра. Предмет изобретения Способ производства прямошовных электросварных труб, включающий подачу полосы, формовку трубной заготовки и сварку ее продольных кромок, отличающийся тем, что, с целью уменьшения продольного сжатия кромок трубной заготовки, формовку каждой половины.полосы .производят в пдоскости, расположенной под острым углом к оси формовки.
Направление формовки
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1993 |
|
RU2040988C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ С ПРОДОЛЬНЫМ ШВОМ | 1993 |
|
RU2049570C1 |
| Способ изготовления сварных прямошовных труб из титановых сплавов | 2016 |
|
RU2638476C1 |
| Способ изготовления электросварных прямошовных труб | 2021 |
|
RU2763696C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНОЙ ЗАГОТОВКИ В ЛИНИИ ТЭСА | 2006 |
|
RU2339475C2 |
| Способ производства прямошовных сварных труб | 1987 |
|
SU1489868A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ПРОФИЛЬНЫХ ТРУБ КВАДРАТНОГО ИЛИ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ. | 2015 |
|
RU2596734C1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ | 1992 |
|
RU2020009C1 |
| Способ изготовления электросварных прямошовных труб | 1990 |
|
SU1799650A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ АБРАЗИВНЫХ СЫПУЧИХ МАТЕРИАЛОВ И ПУЛЬП И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2087226C1 |