1
ИзОбретение относится к области литейного производства , а именно к конструктивным элементам автоматических литейных линий.
В известных автоматических литейных линиях, в особенности с непрерывным транспортом, широко используются для остановки форм (кокилей) на позициях различных манипуляторов и последующего их выпуска после выпоЛненИЯ необходимых операций приводные остановы (упоры).
Эти остановы приводятся .от гидро- или пневмОЦили1ндров. Для привода этих остановов помимо пневмо- или гидродилиндров необходима аппаратура управления, концевые выключатели, си гнализирующие о поступлении формы на позицию манипулятора, об открыт1И1И либо закрытии останова и т. п. Все это значительно усложняет управление линией и, как результа1т, снижает надежность.
С целью устранения указанных недостатков предлагаемый останов снабжен одноплечими рычагами, один из которых свободно установлен на валу, а второй закреплен на нем, при этом торцы ступиц рычагов вьгполиены в виде поводков, и пружинами, одна из которых расноложен1а между рычагами, а вторая - между свободно установленным на валу рычагом и. корпусом.
На фиг. 1 изображен общий вид останова;
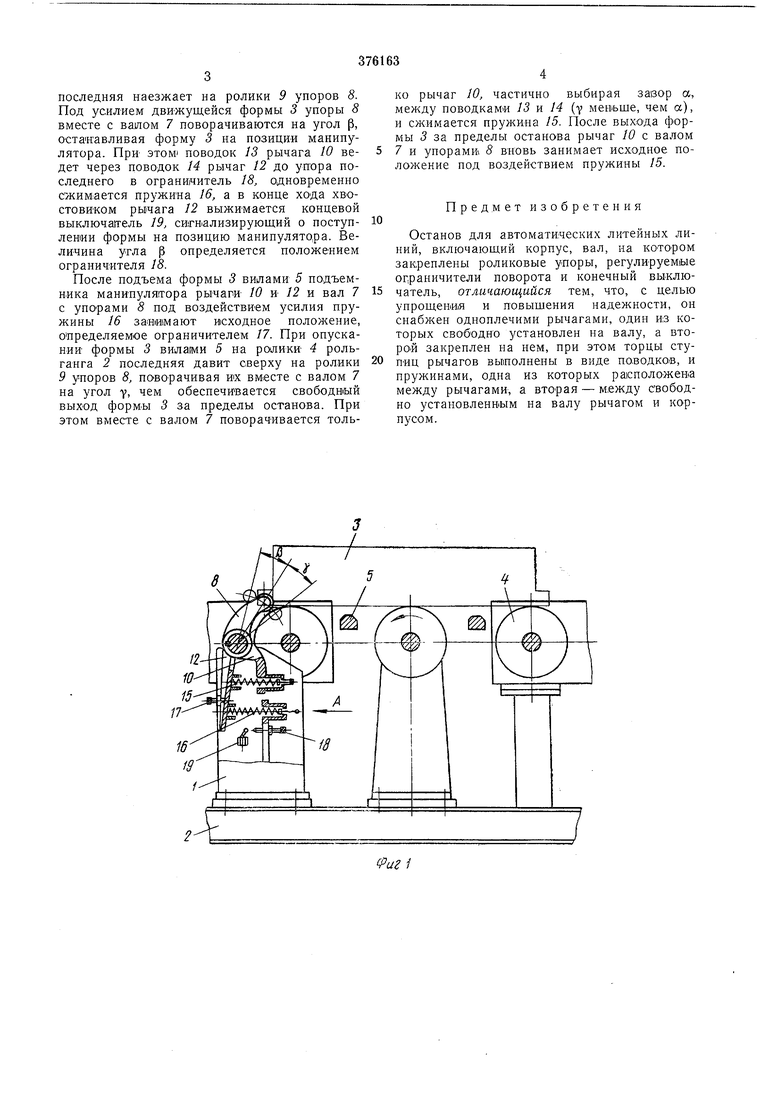
на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез по Б-Б nai фиг. 2; на фиг. 4 - разрез по В-В на фиг. 2.
Останов состоит из корпуса /, установленного на станине транспортного средства, например приводного рольганга 2, по которому перемещается форма (кокиль) 3. Между роликаМИ 4 рольганга 2 установлены вилы 5 подъемника) минипулятора (на чертежах не показан). В опорах 6 корпуса / свободно качается вал 7, на концах которого укреплены упоры 8 с роликами 9. На том же валу 7 жестко укреплен рычаг 10, и свободно вращается на втулке )/ рычаг 12. Ступицы рычагов 10 и 12 срезаны и образуют поводки соответственно 13 и 14. хвостовикамн рычагов 10 и 12 установлена регулируемая нружина 15, под воздействием усилия которой стороны Г и Д поводков 13 и 14 контактируют между собой, в то время как две другие стороны образуют угловой зазор а. Между рычагом 12 и корпусом / размещена регулируемая 16, удерживающая ва|л с упорами 8 в исходном положении; на регулируемом ограничителе 17. На корпусе 1 установлен также регулируемый ограничиггель поворота 18 и концевой выключатель 19.
Останов работает следзвдщим образом.
При движении формы 3 по рольгангу 2
последняя наезжает на ролики 9 упоров 8. Под усилием движущейся формы 5 упоры 8 вместе с вашом 7 поворачиваются на угол р, останавливая форму 5 на позиции манипулятора. При- ЭТОМ поводок 13 рычага 10 ведет через поводок 14 рычаг 12 до упора последнего в ограни)Читель 18, одновременно сжим ается пружина 16, а в конце хода хвостовиком рычага 12 выжи-мается концевой выключаггель 19, сигнализирующий о поступЛенин формы на позицию манипулятора. Величина угла р определяется положением огранич:ителя /8.
После подъема формы 3 вилами 5 подъемника манипулятора рычаги 10 и- 12 и вал 7 с упорами 8 под воздействием усилия пружины 16 занимают исходное положение, определяемое ограничителем 17. При опускании формы 5 вилами 5 на ролики- 4 рольганга 2 последняя давит сверху на ролики 9 упоров 8, поворачивая их вместе с валом 7 на угол Y. чем обеспечивается свободный выход формъ 3 за пределы останова. При этом вместе с валом 7 поворачивается только рычаг 10, частично выбирая завор а, между поводками 13 и 14 ( меньше, чем а), и сжимается пружина 15. После выхода формы 3 за пределы останова рычаг 10 с валом 7 и упорами 8 вновь занимает исходное положение под воздействием пружины /5.
Предмет изобретения
Останов для автоматических литейных линий, включающий корпус, вал, на котором закреплены роликовые упоры, регулируемые ограничители поворота и конечный выключатель, отличающийся тем, что, с целью упрощения и повышения надежности, он снабжен одноплечими рычагами, один из которых свободно установлен на валу, а второй закреплен на нем, при этом торцы ступиц рычагов выполнены в виде по.водкО)В, и пружинами, одна из которых расположена между рычагами, а вторая - между свободно установленным на валу рычагом и корпусом.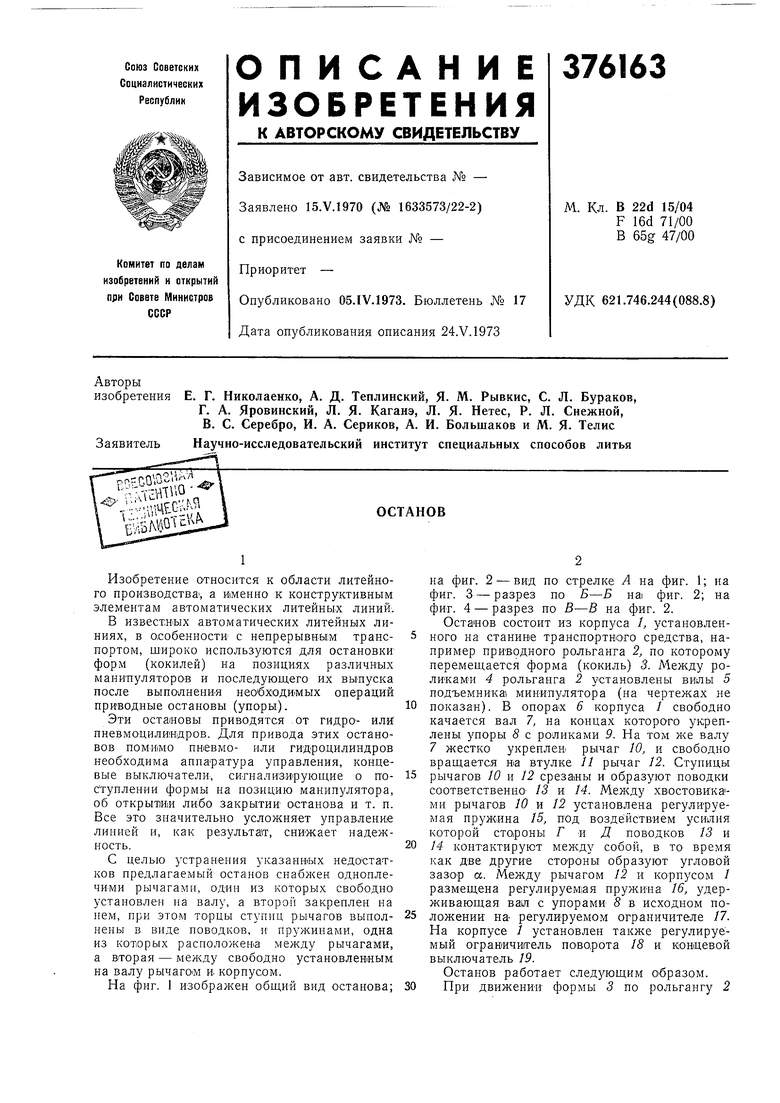
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДЪЕМНИК ЛИТЕЙНЫХ ФОРМ | 1973 |
|
SU367965A1 |
| ЛИНИЯ литья в ОБЛИЦОВАННЫЕ КОКИЛИ | 1973 |
|
SU407641A1 |
| Манипулятор загрузки кокилей в агрегат нанесения облицовки на кокили | 1970 |
|
SU687682A1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ОБЛИЦОВКИ НА КОКИЛИВ ГМ SФ01Щ внш^^рт^е | 1973 |
|
SU420388A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ | 1971 |
|
SU319976A1 |
| Манипулятор разборки облицованных кокилей | 1975 |
|
SU740405A1 |
| Манипулятор | 1986 |
|
SU1395477A2 |
| УСТРОЙСТВО для ПОДАЧИ ЛЕНТОЧНОГО МАТЕРИАЛА В РАБОЧУЮ ЗОНУ ПРЕССА | 1971 |
|
SU315493A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU368028A1 |
Г и ---,
